Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Élevateur À Godet RapportDocument67 pagesÉlevateur À Godet RapportMahmoud MouelhiPas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- TP Convoyeur A BandeDocument63 pagesTP Convoyeur A Bandefarouk50% (2)
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- TP Convoyeur A Vis (Amiri Slim 3eme TV)Document8 pagesTP Convoyeur A Vis (Amiri Slim 3eme TV)Sliim AmiriPas encore d'évaluation
- L'Électricité - Découvreurs et Inventeurs: Tome IVD'EverandL'Électricité - Découvreurs et Inventeurs: Tome IVÉvaluation : 3 sur 5 étoiles3/5 (2)
- Presentation-Final Tamis VibrantDocument31 pagesPresentation-Final Tamis Vibrantamine chabchoub100% (4)
- Pfe Vireur TambourDocument71 pagesPfe Vireur Tambourali benamor100% (2)
- xc48 PDFDocument1 pagexc48 PDFchidou100% (1)
- Fiche Convoyeur A Vis D ArchimedeDocument1 pageFiche Convoyeur A Vis D ArchimedeBassem Ben Fraj100% (1)
- Choix Des Materiaux-1Document23 pagesChoix Des Materiaux-1Mech MemmoPas encore d'évaluation
- CH 4-ConvertiDocument25 pagesCH 4-ConvertiAIT ELHAJ BRAHIMPas encore d'évaluation
- Analyse Et Caractérisation Du Crible VibrantDocument5 pagesAnalyse Et Caractérisation Du Crible VibrantAb Dou100% (1)
- Crible 1 PpsDocument42 pagesCrible 1 PpsWajdi ben mohamedPas encore d'évaluation
- Listes Pfe Licence 2017Document5 pagesListes Pfe Licence 2017Samir2020Pas encore d'évaluation
- Formation Bandes Transporteuses1236Document87 pagesFormation Bandes Transporteuses1236Khaled Gammoudi80% (5)
- Obj 2421 Fichier Fiche-Crible-RotatifDocument1 pageObj 2421 Fichier Fiche-Crible-RotatifTagne yvanPas encore d'évaluation
- PFA 51Cr V 4Document46 pagesPFA 51Cr V 4souayah0% (1)
- Élévateur A GodetsDocument6 pagesÉlévateur A GodetsSliim AmiriPas encore d'évaluation
- Presse Mecanique A ExcentriqueDocument1 pagePresse Mecanique A ExcentriqueAymen Hssaini0% (1)
- Concassage & Broyage DimensionnementDocument22 pagesConcassage & Broyage DimensionnementpriscawalyPas encore d'évaluation
- Cours SDMDocument4 pagesCours SDMKhaled Gammoudi100% (2)
- Rapport Vibratoire FiniDocument27 pagesRapport Vibratoire FiniHelmi ChaâbenePas encore d'évaluation
- Rapport FinaleDocument27 pagesRapport FinaleYassine Aallalou100% (1)
- 2 Trempe PDFDocument2 pages2 Trempe PDFDayang Dayang100% (5)
- Rapport Choix de Matériaux (Arbre de Torsion)Document6 pagesRapport Choix de Matériaux (Arbre de Torsion)ZakariaBenPas encore d'évaluation
- Chapitre 2 Final PDFDocument19 pagesChapitre 2 Final PDFKARKAR NABIL100% (2)
- Rapport de Stage: Etude Et Conception D'une Autocuiseur Avec Ses Outils D'emboutissageDocument48 pagesRapport de Stage: Etude Et Conception D'une Autocuiseur Avec Ses Outils D'emboutissagenoussayba elkhadarPas encore d'évaluation
- Chapitre 2Document18 pagesChapitre 2riad chouiterPas encore d'évaluation
- TRAVAUX DIRIGES 3 - Master Pro MMIDocument4 pagesTRAVAUX DIRIGES 3 - Master Pro MMIKhaled Gammoudi100% (1)
- BM - Jour 1 - Mécanique Des Broyeurs-Conception-Rev0 - FRDocument97 pagesBM - Jour 1 - Mécanique Des Broyeurs-Conception-Rev0 - FRelmottaki100% (4)
- 42CD4 Traité PDFDocument1 page42CD4 Traité PDFWalid Benazi100% (1)
- Pfe 2020Document24 pagesPfe 2020Raed LakhouasPas encore d'évaluation
- Définition Des TamisDocument13 pagesDéfinition Des TamisHamada HamadaPas encore d'évaluation
- Etude Des Principaux Defauts PDFDocument18 pagesEtude Des Principaux Defauts PDFbousnina100% (1)
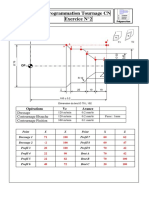
- Exercice N°2 - Programmation Partie Tounage CN - CorrectionDocument2 pagesExercice N°2 - Programmation Partie Tounage CN - CorrectionAymen GmarPas encore d'évaluation
- Montage Des RoulementsDocument4 pagesMontage Des RoulementsMaheu MaheuPas encore d'évaluation
- Présentation Mini Projet EmboutissageDocument32 pagesPrésentation Mini Projet EmboutissageAmeny AamaraPas encore d'évaluation
- Étude Et Conception D'un Outil À Bande Pour La Réalisation de La Charnière Inférieure de Réfrigérateur B-C 50Document145 pagesÉtude Et Conception D'un Outil À Bande Pour La Réalisation de La Charnière Inférieure de Réfrigérateur B-C 50Mohamed BorniPas encore d'évaluation
- Fiche Technique ExtrudeuseDocument2 pagesFiche Technique ExtrudeuseEmmanuelPas encore d'évaluation
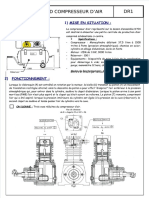
- TD Compresseur PDFDocument8 pagesTD Compresseur PDFntabPas encore d'évaluation
- Calcul Des Roulements 2Document11 pagesCalcul Des Roulements 2NeoXana01Pas encore d'évaluation
- Exam Métallurgie Montréal + CorrigéDocument10 pagesExam Métallurgie Montréal + CorrigéAhmed HaniPas encore d'évaluation
- Catalogue Rulmeca PDFDocument310 pagesCatalogue Rulmeca PDFSaadEddine Atif100% (2)
- Convoyeur À Vis1Document30 pagesConvoyeur À Vis1Sliim AmiriPas encore d'évaluation
- Efforts Engrenages ConiquesDocument2 pagesEfforts Engrenages ConiquesMB OPas encore d'évaluation
- Exposé Du ProjetDocument41 pagesExposé Du ProjetFajjeri HadilPas encore d'évaluation
- 3 Dunlop PDFDocument49 pages3 Dunlop PDFKhaled Gammoudi100% (1)
- TD 1 Tribologie PDFDocument3 pagesTD 1 Tribologie PDFbey100% (1)
- Le Moulage en CarapaceDocument2 pagesLe Moulage en CarapaceAhmed Ben Romdhan100% (2)
- Freinage Train D'atterrissage D'avionDocument14 pagesFreinage Train D'atterrissage D'avionSALAH EDDINE ÀTLH100% (1)
- Analyse Fonctionnelle Malaxeur de BetonDocument7 pagesAnalyse Fonctionnelle Malaxeur de Betonsiham100% (1)
- Farouk Hamza Convoyeur A BandeDocument67 pagesFarouk Hamza Convoyeur A Bandefarouk100% (1)
- TD MP 1 Moulage BielletteDocument2 pagesTD MP 1 Moulage Biellettekhaled rouabehPas encore d'évaluation
- Chapitre 1 Elaboration Designation MateriauxDocument2 pagesChapitre 1 Elaboration Designation Materiauxdegrace pena100% (1)
- 309 Taillage 1Document2 pages309 Taillage 1julienPas encore d'évaluation
- Formation - BANDES TRANSPORTEUSES1236 - Réparé - PDFDocument92 pagesFormation - BANDES TRANSPORTEUSES1236 - Réparé - PDFKhaled GammoudiPas encore d'évaluation
- Compteur Woltman Type WP SDC Marque GaerDocument2 pagesCompteur Woltman Type WP SDC Marque GaerELHAOURI YASSINEPas encore d'évaluation
- Doc00044-Brochure Svetruck 2008 - FRDocument26 pagesDoc00044-Brochure Svetruck 2008 - FRMohamed KANEPas encore d'évaluation
- Sameh FinalDocument18 pagesSameh FinalSliim AmiriPas encore d'évaluation
- Application de Reseau de Petri Madame SamehDocument20 pagesApplication de Reseau de Petri Madame SamehSliim AmiriPas encore d'évaluation
- Application de Reseau de Petri Madame SamehDocument20 pagesApplication de Reseau de Petri Madame SamehSliim AmiriPas encore d'évaluation
- Application de Reseau de Petri Madame SamehDocument20 pagesApplication de Reseau de Petri Madame SamehSliim AmiriPas encore d'évaluation
- Sameh FinalDocument18 pagesSameh FinalSliim AmiriPas encore d'évaluation
- Page de Garde Rapport PFE 17-18Document2 pagesPage de Garde Rapport PFE 17-18Sliim AmiriPas encore d'évaluation
- Sameh FinalDocument18 pagesSameh FinalSliim AmiriPas encore d'évaluation
- CoffeDocument41 pagesCoffeSliim AmiriPas encore d'évaluation
- Slim Amiri: Ingénieur MécaniqueDocument2 pagesSlim Amiri: Ingénieur MécaniqueSliim AmiriPas encore d'évaluation
- Iso 9001 Foundation - 1p FRDocument1 pageIso 9001 Foundation - 1p FRSliim AmiriPas encore d'évaluation
- Diagnostic de Systemes A Evenements Discrets A BasDocument31 pagesDiagnostic de Systemes A Evenements Discrets A BasSliim AmiriPas encore d'évaluation
- Lean ManufacturingDocument79 pagesLean ManufacturingSliim AmiriPas encore d'évaluation
- A Voir AussiDocument231 pagesA Voir AussiSliim AmiriPas encore d'évaluation
- Dynamic Parameter Identification of The Universal Robots UR5-Converti FRDocument86 pagesDynamic Parameter Identification of The Universal Robots UR5-Converti FRSliim AmiriPas encore d'évaluation
- Defossez Francois DLEDocument164 pagesDefossez Francois DLEayatPas encore d'évaluation
- Examen CSWADocument86 pagesExamen CSWASliim AmiriPas encore d'évaluation
- Chapitre 6. Flexion SimpleDocument17 pagesChapitre 6. Flexion SimpleBetreize WøOlmø Izii EurøPas encore d'évaluation
- Mémoire Sameh VuuuuuuuuuuuuuDocument55 pagesMémoire Sameh VuuuuuuuuuuuuuSliim AmiriPas encore d'évaluation
- Suspension Newton EquationDocument72 pagesSuspension Newton EquationSliim AmiriPas encore d'évaluation
- Applications D'amortisseurs de ChocsDocument78 pagesApplications D'amortisseurs de ChocsSliim AmiriPas encore d'évaluation
- Defossez Francois DLEDocument164 pagesDefossez Francois DLEayatPas encore d'évaluation
- 2010 TH16785 Cariou AnthonyDocument137 pages2010 TH16785 Cariou AnthonyRanya ouherrouPas encore d'évaluation
- Mémoire Sameh VuuuuuuuuuuuuuDocument55 pagesMémoire Sameh VuuuuuuuuuuuuuSliim AmiriPas encore d'évaluation
- Mmoire 1re Anne Julien Lagnier Ampre v2.0Document56 pagesMmoire 1re Anne Julien Lagnier Ampre v2.0Sliim AmiriPas encore d'évaluation
- 4 U32 Pb Train avant narcщ 2014Document52 pages4 U32 Pb Train avant narcщ 2014Sliim AmiriPas encore d'évaluation
- Suspension FRDocument12 pagesSuspension FRSliim AmiriPas encore d'évaluation
- Rapport PFE Wifek Chikhaoui 12 11 2020Document64 pagesRapport PFE Wifek Chikhaoui 12 11 2020Sliim AmiriPas encore d'évaluation
- Analyse Fonctionnelle VoitureDocument10 pagesAnalyse Fonctionnelle VoitureSliim Amiri100% (1)
- (TDM) (TD) Suspension de VoitureDocument2 pages(TDM) (TD) Suspension de VoitureSliim AmiriPas encore d'évaluation
- These2001 SammierDocument235 pagesThese2001 Sammiernissrine hammamPas encore d'évaluation
- Mouvements Diaporame PpsDocument43 pagesMouvements Diaporame Ppslephilo57Pas encore d'évaluation
- NiveleuseDocument20 pagesNiveleuseIdrissa MbutaPas encore d'évaluation
- 09 ServocommandesDocument10 pages09 ServocommandesAbdoulrazack NaguibPas encore d'évaluation
- Etude Et Calcul D'un Arbre de Transmission Longitudinal D'un Véhicule LegerDocument76 pagesEtude Et Calcul D'un Arbre de Transmission Longitudinal D'un Véhicule LegerYoucef Mimouni100% (1)
- A25 TP Scie Sauteuse - Doc Eleve A Completer - Les CoupesDocument6 pagesA25 TP Scie Sauteuse - Doc Eleve A Completer - Les CoupesStef Tfh100% (1)
- Énoncé + Solution Examen 22 Juin 2021Document7 pagesÉnoncé + Solution Examen 22 Juin 2021Hadil SellamiPas encore d'évaluation
- Notice Citroen Sport AxDocument36 pagesNotice Citroen Sport Axpixelko chankPas encore d'évaluation
- h1.6 2.0fts g001 TG 02 2019 Noneu Rev00 FRDocument12 pagesh1.6 2.0fts g001 TG 02 2019 Noneu Rev00 FRYan1203Pas encore d'évaluation
- 9 Les FiletagesDocument10 pages9 Les FiletagesSegaAlainCoulibaly100% (1)
- CPAV-Rep-Ex1 Emb-Frein PDFDocument3 pagesCPAV-Rep-Ex1 Emb-Frein PDFoumaima ghzPas encore d'évaluation
- L40B L45B Brochure FR 31 3 430 5593Document12 pagesL40B L45B Brochure FR 31 3 430 5593jonbzh1Pas encore d'évaluation
- PTM201Document74 pagesPTM201Felipe CamusPas encore d'évaluation
- BOUDIS KBS PFE 2017 TAFADJIRA ToufikDocument90 pagesBOUDIS KBS PFE 2017 TAFADJIRA ToufikYoucef MimouniPas encore d'évaluation
- Tp1 FestoDocument6 pagesTp1 FestoChanol NoupaPas encore d'évaluation
- Mercedes BenzDocument32 pagesMercedes BenzHiba KoutoubiPas encore d'évaluation
- Etude Comparative Dun Montage Serie Et P PDFDocument51 pagesEtude Comparative Dun Montage Serie Et P PDFHelyette Kingue100% (1)
- 01 PDFDocument3 pages01 PDFibrahim rabbajPas encore d'évaluation
- F135A Active - F135A E-Active - F135A Dynamic - F135A E-DynamicDocument27 pagesF135A Active - F135A E-Active - F135A Dynamic - F135A E-DynamicpaolaPas encore d'évaluation
- Exercice Boulons Piston CorrigeDocument8 pagesExercice Boulons Piston CorrigefatihamPas encore d'évaluation
- Reducteur de Vitesse Memoire CorrigéDocument87 pagesReducteur de Vitesse Memoire CorrigéassiaPas encore d'évaluation
- Exercices Moteurs ThermiquesDocument13 pagesExercices Moteurs ThermiquesJohn FortunahPas encore d'évaluation
- Chapitre III-Turbine A Vapeur A Reaction - ADocument37 pagesChapitre III-Turbine A Vapeur A Reaction - ABoumedien BenaPas encore d'évaluation
- SystèmefabricationdusavonDocument15 pagesSystèmefabricationdusavonMajed NesrinePas encore d'évaluation
- Diesel GénéralitésDocument51 pagesDiesel GénéralitésBa Hamzik HP100% (1)
- Calendrier D'entretien Duc15Document3 pagesCalendrier D'entretien Duc15AliHabesPas encore d'évaluation
- Pompes À EngrenageDocument96 pagesPompes À EngrenageFodil DouazPas encore d'évaluation
- TD - Chapitre 3-2022Document3 pagesTD - Chapitre 3-2022R1V3NPas encore d'évaluation
- 04028T0302indG Architecture Logigrammes de Fonctionnement PRODUCTICCDocument31 pages04028T0302indG Architecture Logigrammes de Fonctionnement PRODUCTICChiba elouajdiPas encore d'évaluation
- Exercices - Serie 2 - Elts de Machines CI1 2022 - 2023Document4 pagesExercices - Serie 2 - Elts de Machines CI1 2022 - 2023Sheeya FilaliPas encore d'évaluation
- Cours Des Moteurs AsynchronesDocument40 pagesCours Des Moteurs AsynchronesBALLOUK Soufiane100% (5)
- L'Ombre à l'Univers: La structure des particules élémentaires XIIfD'EverandL'Ombre à l'Univers: La structure des particules élémentaires XIIfPas encore d'évaluation
- Un régime quantiqueD'EverandUn régime quantiqueÉvaluation : 5 sur 5 étoiles5/5 (1)
- Physique quantique pour les débutants: Découvrez les fondements de la mécanique quantique et la façon dont elle affecte le monde dans lequel nous vivons à travers ses théories les plus célèbresD'EverandPhysique quantique pour les débutants: Découvrez les fondements de la mécanique quantique et la façon dont elle affecte le monde dans lequel nous vivons à travers ses théories les plus célèbresÉvaluation : 5 sur 5 étoiles5/5 (2)
- Le profilage au service du football: Démarche scientifique pour un recrutement et entraînements optimisésD'EverandLe profilage au service du football: Démarche scientifique pour un recrutement et entraînements optimisésPas encore d'évaluation
- Harmonisation Energétique des Personnes: Manuel de Curothérapie 2020D'EverandHarmonisation Energétique des Personnes: Manuel de Curothérapie 2020Évaluation : 4 sur 5 étoiles4/5 (8)
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsD'EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- La pensée dirigée: Traité sur le raisonnement et les logiquesD'EverandLa pensée dirigée: Traité sur le raisonnement et les logiquesÉvaluation : 5 sur 5 étoiles5/5 (2)
- Théorie relative de la musique: Maîtriser le mouvement par la logique des intervallesD'EverandThéorie relative de la musique: Maîtriser le mouvement par la logique des intervallesÉvaluation : 4 sur 5 étoiles4/5 (1)
- le Phoenix de nos âmes: Les lois énergétiques de la lumière divineD'Everandle Phoenix de nos âmes: Les lois énergétiques de la lumière divinePas encore d'évaluation
- Chevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesD'EverandChevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesPas encore d'évaluation
- L'univers est intelligent. L'âme existe. Mystères quantiques, multivers, intrication, synchronicité. Au-delà de la matérialité, pour une vision spirituelle du cosmos.D'EverandL'univers est intelligent. L'âme existe. Mystères quantiques, multivers, intrication, synchronicité. Au-delà de la matérialité, pour une vision spirituelle du cosmos.Pas encore d'évaluation
- Signe pour le Saint Graal? Énergie infinie avec des possibilités infinies! Mesurer avec l’antenne de Lecher à Carnac et en Bretagne en FranceD'EverandSigne pour le Saint Graal? Énergie infinie avec des possibilités infinies! Mesurer avec l’antenne de Lecher à Carnac et en Bretagne en FrancePas encore d'évaluation
- Bioénergie et Sciences Occultes: Pour un corps sain et un esprit sain dans un lieu sainD'EverandBioénergie et Sciences Occultes: Pour un corps sain et un esprit sain dans un lieu sainÉvaluation : 4 sur 5 étoiles4/5 (2)
- La Conscience Et L'Univers Existent Sans Commencement Ni FinD'EverandLa Conscience Et L'Univers Existent Sans Commencement Ni FinPas encore d'évaluation
- Sur les fondements de la théorie des ensembles transfinisD'EverandSur les fondements de la théorie des ensembles transfinisPas encore d'évaluation
- Voyager à Travers les Mondes Parallèles pour Atteindre vos RêvesD'EverandVoyager à Travers les Mondes Parallèles pour Atteindre vos RêvesÉvaluation : 4 sur 5 étoiles4/5 (11)
- Voyage au-delà du corps: L'exploration de nos Univers intérieursD'EverandVoyage au-delà du corps: L'exploration de nos Univers intérieursÉvaluation : 4.5 sur 5 étoiles4.5/5 (20)
- La somme existentielle II/III Le mystère de l'homme: Un mystère d'amourD'EverandLa somme existentielle II/III Le mystère de l'homme: Un mystère d'amourPas encore d'évaluation