Vous aimerez peut-être aussi
- Le Grand Livre de L Electricite PDFDocument100 pagesLe Grand Livre de L Electricite PDFabdi113595% (60)
- Spécifications Techniques Du Pylône Autoportant de 40mDocument7 pagesSpécifications Techniques Du Pylône Autoportant de 40mSidina LimamPas encore d'évaluation
- Tubes en AcierDocument13 pagesTubes en Acieradanicolae100% (1)
- CatalogueTraitementdesurfaces 2012 PDFDocument88 pagesCatalogueTraitementdesurfaces 2012 PDFYahyaMoummou50% (2)
- Galvanisation A CHAUD 7 Reussir La PrescriptionDocument8 pagesGalvanisation A CHAUD 7 Reussir La PrescriptionOur SalahEddinePas encore d'évaluation
- ISO 1461 IonDocument7 pagesISO 1461 IonHerizo RakotoPas encore d'évaluation
- CandélabreDocument6 pagesCandélabreyoussefoneaneziPas encore d'évaluation
- Technologie Et Procédés Des Revêtements de ZincDocument4 pagesTechnologie Et Procédés Des Revêtements de ZincMounir2105Pas encore d'évaluation
- Specification Technique: Candélabres Pour Éclairage PublicDocument6 pagesSpecification Technique: Candélabres Pour Éclairage PublicingPas encore d'évaluation
- Matériel de Branchement 2009Document49 pagesMatériel de Branchement 2009alpha999Pas encore d'évaluation
- ZIN Technischinfoblad6 FR 01Document4 pagesZIN Technischinfoblad6 FR 01Omar_FSOPas encore d'évaluation
- Vis Tirefonds PDFDocument1 pageVis Tirefonds PDFAnonymous bVFHovPas encore d'évaluation
- ST475DDocument10 pagesST475Dg33k59Pas encore d'évaluation
- CCTP Réserve Incendie TUBOSIDERDocument16 pagesCCTP Réserve Incendie TUBOSIDERDavid MercierPas encore d'évaluation
- Silos de Stockage en CarrieresDocument9 pagesSilos de Stockage en CarrieresnicbouPas encore d'évaluation
- D04 Charpente MétalliqueDocument5 pagesD04 Charpente MétalliqueespechePas encore d'évaluation
- 2012 12 Galvanisation A Chaud de Structures Dacier1Document7 pages2012 12 Galvanisation A Chaud de Structures Dacier1YahyaMoummouPas encore d'évaluation
- Standard ArmatureDocument37 pagesStandard ArmatureMohamed HmadouchPas encore d'évaluation
- Cahier D'ouvrages D'artDocument28 pagesCahier D'ouvrages D'artWalide BasseriPas encore d'évaluation
- NF en ISO 1461 - Revêtements Par Galvanisation À Chaud - Specs Et EssaisDocument24 pagesNF en ISO 1461 - Revêtements Par Galvanisation À Chaud - Specs Et EssaisMike100% (1)
- Revêtment Electrolétique de Zinc PDFDocument10 pagesRevêtment Electrolétique de Zinc PDFAksel SofianePas encore d'évaluation
- Tirants MetalliquesDocument1 pageTirants MetalliquesKaoutar BouknouPas encore d'évaluation
- Pointes Clous AgrafesDocument2 pagesPointes Clous AgrafesKaoutar BouknouPas encore d'évaluation
- Acier CarboneDocument10 pagesAcier Carbonetafisco5505Pas encore d'évaluation
- ST C68-L68 PDFDocument7 pagesST C68-L68 PDFmohamed0167Pas encore d'évaluation
- Devis Descriptif - Lot 04 Menuiserie Aluminium - RFP - Travaux de Rénovation de Six 6 Villas Duplex À Abidjan Côte D Ivoire-1 PDFDocument9 pagesDevis Descriptif - Lot 04 Menuiserie Aluminium - RFP - Travaux de Rénovation de Six 6 Villas Duplex À Abidjan Côte D Ivoire-1 PDFGilles NtsanaPas encore d'évaluation
- 1d03fr 022019 PDFDocument4 pages1d03fr 022019 PDFzouozPas encore d'évaluation
- c140f Dn300a500 Adap A0 Brides BGTDocument2 pagesc140f Dn300a500 Adap A0 Brides BGTOth MellalPas encore d'évaluation
- AU CTC: SteelhawkDocument32 pagesAU CTC: SteelhawkamelPas encore d'évaluation
- Boulonnerie: Fiche TechniqueDocument12 pagesBoulonnerie: Fiche TechniqueerenPas encore d'évaluation
- 7100 - 4 - Nelson FRDocument1 page7100 - 4 - Nelson FRNuno Telmo LopesPas encore d'évaluation
- Ensemble de Normes en Fran9aisDocument5 pagesEnsemble de Normes en Fran9aisDriss ZormatiPas encore d'évaluation
- Aciers Beton ArmeDocument4 pagesAciers Beton ArmeJimmy RostantPas encore d'évaluation
- NF197-Docs Tech. 2 - Vanne À Opercule CaouchoucDocument16 pagesNF197-Docs Tech. 2 - Vanne À Opercule CaouchouclaoudinimohamedPas encore d'évaluation
- 25 - 05640 - A - F - Assemblages Soudés Role Superviseur PDFDocument15 pages25 - 05640 - A - F - Assemblages Soudés Role Superviseur PDFWilson NjangePas encore d'évaluation
- Ecartements SupportsDocument10 pagesEcartements SupportsStephane ChaminadePas encore d'évaluation
- Descriptif: Permet L'assemblage Et Le Démontage Mécanique D'une Bride Avec Une CanalisationDocument4 pagesDescriptif: Permet L'assemblage Et Le Démontage Mécanique D'une Bride Avec Une CanalisationSnoumatrap TpbPas encore d'évaluation
- ST C70-L70 Accessoires de Soutien Et D'ancrage Pour Réseaux Et Branchement MT en Câbles Isolés TorsadésDocument7 pagesST C70-L70 Accessoires de Soutien Et D'ancrage Pour Réseaux Et Branchement MT en Câbles Isolés TorsadésMohamed BourabaaPas encore d'évaluation
- Brochure Exigences Garde Corps VitresDocument16 pagesBrochure Exigences Garde Corps VitresYola MundaboPas encore d'évaluation
- ConnecteursDocument4 pagesConnecteursDjoufack JanvierPas encore d'évaluation
- Projet No. R.075573.001 Platelage en AcierDocument4 pagesProjet No. R.075573.001 Platelage en Acierhamza dahbiPas encore d'évaluation
- Matériaux Et Revêtement-CorrosionDocument1 pageMatériaux Et Revêtement-CorrosionRoBogerPas encore d'évaluation
- 1 4 RECO ArmaturesDocument4 pages1 4 RECO Armaturesismaila dialloPas encore d'évaluation
- Revetement Par Galvanisation A Chaud Sur Produits Finis FerreuxDocument13 pagesRevetement Par Galvanisation A Chaud Sur Produits Finis FerreuxabdennacerPas encore d'évaluation
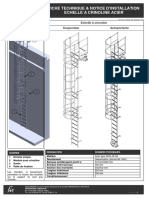
- CrinolineDocument17 pagesCrinolinemathematicosPas encore d'évaluation
- Historique de La Désignation Des AciersDocument10 pagesHistorique de La Désignation Des Aciersg33k59100% (2)
- AU CTC AU CTC: Light Gauge Steel/EjcDocument49 pagesAU CTC AU CTC: Light Gauge Steel/EjcDjamelBellahcenePas encore d'évaluation
- Descriptif CMDocument4 pagesDescriptif CMg.yuuriPas encore d'évaluation
- Data Sheets Série Ef1 Robinets À Tournant Sphérique Deux Pièces À Passage Intégral KTM FR FR 5198184 PDFDocument10 pagesData Sheets Série Ef1 Robinets À Tournant Sphérique Deux Pièces À Passage Intégral KTM FR FR 5198184 PDFMORELLI silvioPas encore d'évaluation
- B 521 Juin 2005Document35 pagesB 521 Juin 2005JijiPas encore d'évaluation
- Amortisseurs StockbridgeDocument7 pagesAmortisseurs StockbridgehichosenPas encore d'évaluation
- CTG017 CONSTRUCTION METALLIQUE FR Public 003Document22 pagesCTG017 CONSTRUCTION METALLIQUE FR Public 003Gérold Noudehoussea E. SomassouPas encore d'évaluation
- Boulons Dans Le BatimentDocument14 pagesBoulons Dans Le BatimentAnonymous FBFoaVMuPas encore d'évaluation
- Choix Aciers Pour GalvanisationDocument2 pagesChoix Aciers Pour GalvanisationpopaminoPas encore d'évaluation
- Adaptateur À Bride Grande Tolérence C140-2 PDFDocument2 pagesAdaptateur À Bride Grande Tolérence C140-2 PDFsoufitoutiPas encore d'évaluation
- NM10 1 027cc TyauxDocument20 pagesNM10 1 027cc TyauxMohamed SemlaliPas encore d'évaluation
- Spec PouliesDocument5 pagesSpec PouliescheikhfurtifPas encore d'évaluation
- Recommandation Choix AciersDocument2 pagesRecommandation Choix AciersMymi BenPas encore d'évaluation
- Preconisation TechniqueDocument3 pagesPreconisation TechniquetéléPas encore d'évaluation
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- Catalogue Démarreurs Progressifs 2009Document52 pagesCatalogue Démarreurs Progressifs 2009YahyaMoummouPas encore d'évaluation
- Vitesse LigneDocument1 pageVitesse LigneYahyaMoummouPas encore d'évaluation
- 2009 VegaDocument180 pages2009 VegamoummouPas encore d'évaluation
- 7 16 Poulie Trapez Moyeu Amovible PDFDocument1 page7 16 Poulie Trapez Moyeu Amovible PDFYahyaMoummouPas encore d'évaluation
- Cours Corrosion-GénéralitéDocument18 pagesCours Corrosion-Généralitémaino0% (1)
- Zinga Fiche TechniqueDocument6 pagesZinga Fiche TechniqueYahyaMoummouPas encore d'évaluation
- 3 Maintenance PréventiveDocument8 pages3 Maintenance PréventiveYahyaMoummouPas encore d'évaluation
- 284 - Manuel FR d700Document32 pages284 - Manuel FR d700YahyaMoummouPas encore d'évaluation
- 7 18 Poulie Trapez Moyeu Amovible1Document1 page7 18 Poulie Trapez Moyeu Amovible1YahyaMoummouPas encore d'évaluation
- 7 17 Poulie Trapez Moyeu AmovibleDocument1 page7 17 Poulie Trapez Moyeu AmovibleYahyaMoummouPas encore d'évaluation
- 2 Bobine A Noyau de FerDocument9 pages2 Bobine A Noyau de FerSam B.med100% (1)
- 2016 KevinMcMeekinDocument154 pages2016 KevinMcMeekinYahyaMoummouPas encore d'évaluation
- 7 Reussir La PrescriptionDocument8 pages7 Reussir La PrescriptionYahyaMoummouPas encore d'évaluation
- CoursIndEtite1 DP - Demarreur RotoriqueDocument5 pagesCoursIndEtite1 DP - Demarreur RotoriqueYahyaMoummouPas encore d'évaluation
- 759 GuideDocument7 pages759 GuideAMIROCHEPas encore d'évaluation
- 7 16 Poulie Trapez Moyeu AmovibleDocument1 page7 16 Poulie Trapez Moyeu AmovibleYahyaMoummouPas encore d'évaluation
- 2012 12 Galvanisation A Chaud de Structures Dacier1Document7 pages2012 12 Galvanisation A Chaud de Structures Dacier1YahyaMoummouPas encore d'évaluation
- 14 t3 Asds Elaboration Corrosion Et Protection de L AcierDocument6 pages14 t3 Asds Elaboration Corrosion Et Protection de L AcierYahyaMoummouPas encore d'évaluation
- 7 17 Poulie Trapez Moyeu AmovibleDocument1 page7 17 Poulie Trapez Moyeu AmovibleYahyaMoummouPas encore d'évaluation
- CoursIndEtite1 DP - Demarreur RotoriqueDocument5 pagesCoursIndEtite1 DP - Demarreur RotoriqueYahyaMoummouPas encore d'évaluation
- 2012 12 Galvanisation A Chaud de Structures Dacier1Document7 pages2012 12 Galvanisation A Chaud de Structures Dacier1YahyaMoummouPas encore d'évaluation
- 2 Cours Climatisation PDFDocument20 pages2 Cours Climatisation PDFYahyaMoummouPas encore d'évaluation
- 3 BNF Conversion EnergieDocument12 pages3 BNF Conversion EnergieYahyaMoummouPas encore d'évaluation
- CoursIndEtite1 DP - Demarreur RotoriqueDocument5 pagesCoursIndEtite1 DP - Demarreur RotoriqueYahyaMoummouPas encore d'évaluation
- Capteur de TempératureDocument61 pagesCapteur de TempératureYahyaMoummouPas encore d'évaluation
- 29-Protection Fer A Beton FRDocument3 pages29-Protection Fer A Beton FRYahyaMoummouPas encore d'évaluation
- 4 Une Protection IdealeDocument4 pages4 Une Protection IdealeYahyaMoummouPas encore d'évaluation
- Revue IAP v3 1 2009Document0 pageRevue IAP v3 1 2009Hakim YahiaouiPas encore d'évaluation
- Cellule ÉlectrochimiqueDocument1 pageCellule Électrochimiquefarouk1120Pas encore d'évaluation
- Chapitre II La Corrosion Sous ContrainDocument20 pagesChapitre II La Corrosion Sous ContrainYasmine BekhtiPas encore d'évaluation
- TP N°18 - Corrosion Et Protection Du FerDocument11 pagesTP N°18 - Corrosion Et Protection Du FerLou BalonPas encore d'évaluation
- Hydrogene PDFDocument18 pagesHydrogene PDFNormandieActu100% (1)
- Master - Genie-Chimique PDFDocument50 pagesMaster - Genie-Chimique PDFadel-jamila100% (4)
- 8 - Corrosions SpécifiquesDocument31 pages8 - Corrosions SpécifiquesWilson Njange100% (1)
- Rapport HazopDocument48 pagesRapport HazopMohamed Omar100% (1)
- JOINT Pont M 150-200Document20 pagesJOINT Pont M 150-200fanion47Pas encore d'évaluation
- Registre Global QcpsDocument55 pagesRegistre Global QcpsMak BZPas encore d'évaluation
- Rapport Construction Metallique Pylone 2Document103 pagesRapport Construction Metallique Pylone 2Taher Hammi100% (1)
- Expertise CorrosionDocument15 pagesExpertise CorrosionMenad SalahPas encore d'évaluation
- Série (OxydationDocument1 pageSérie (OxydationKarim El Morabiti83% (6)
- Protection CathodiqueDocument38 pagesProtection CathodiqueAbd OuPas encore d'évaluation
- Guide D'utilisation Des Joints D'étanchéité PDFDocument44 pagesGuide D'utilisation Des Joints D'étanchéité PDFFaycel OuerdienPas encore d'évaluation
- Alliage de Magnésium Et Leur PrécipitationDocument75 pagesAlliage de Magnésium Et Leur PrécipitationChristopher Sevilla (EXPERT HYDROGENE)Pas encore d'évaluation
- Standardcsa Cranesoverheadb167Document6 pagesStandardcsa Cranesoverheadb167Siding BarroPas encore d'évaluation
- Aicvf Presentation Coroxyl Du 21 Mai 2015 PDFDocument50 pagesAicvf Presentation Coroxyl Du 21 Mai 2015 PDFDENOUPas encore d'évaluation
- KSB Métallurgie - Importance Du Nickel Et Du Molybdène Dans Les AciersDocument4 pagesKSB Métallurgie - Importance Du Nickel Et Du Molybdène Dans Les AciersAlexandreCaironiPas encore d'évaluation
- Appareils D'appui À PotDocument67 pagesAppareils D'appui À PotClement DussaussoisPas encore d'évaluation
- Hydraulique UrbaineDocument58 pagesHydraulique UrbaineRadia HafsiPas encore d'évaluation
- Construction en Béton: SIA 262:2003 Bâtiment, Génie CivilDocument94 pagesConstruction en Béton: SIA 262:2003 Bâtiment, Génie Civiltibus26Pas encore d'évaluation
- Ohl Gimth31Document40 pagesOhl Gimth31Kassem BaalbakiPas encore d'évaluation
- Robinneterie & TuyauterieDocument72 pagesRobinneterie & Tuyauteriekhenfer mohamed50% (2)
- Chapitre 2-LAT67Document19 pagesChapitre 2-LAT67Smati DjamelPas encore d'évaluation
- PRINCIPAUXALLIAGESINOXDocument3 pagesPRINCIPAUXALLIAGESINOXPhilcelowPas encore d'évaluation
- 15 Essentiel Cycle de Vie MateriauxDocument2 pages15 Essentiel Cycle de Vie Materiauxfranck adouPas encore d'évaluation
- Interzinc 52Document4 pagesInterzinc 52cisar0007Pas encore d'évaluation
- Referentiel Technique Des Installations PV HTDocument90 pagesReferentiel Technique Des Installations PV HTdalila AMMAR100% (1)
- TP de CorrosionDocument9 pagesTP de Corrosionbenaissarayan25Pas encore d'évaluation