Vous aimerez peut-être aussi
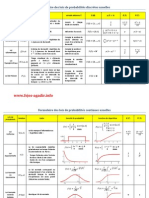
- Un Résumé de Certaines Loi de Probabilité.Document3 pagesUn Résumé de Certaines Loi de Probabilité.Issam Najib83% (12)
- Outil d'évaluation des systèmes de contrôle des aliments: Dimension B – Fonctions de contrôleD'EverandOutil d'évaluation des systèmes de contrôle des aliments: Dimension B – Fonctions de contrôlePas encore d'évaluation
- La LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmeD'EverandLa LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmePas encore d'évaluation
- La Convention collective: Savoir la négocier, l'interpréter, l'appliquerD'EverandLa Convention collective: Savoir la négocier, l'interpréter, l'appliquerÉvaluation : 5 sur 5 étoiles5/5 (1)
- PFE FINAL AchatDocument77 pagesPFE FINAL AchataminaPas encore d'évaluation
- Questionnaire AuditDocument3 pagesQuestionnaire AuditSami FourtiPas encore d'évaluation
- Gns430 GuideDocument19 pagesGns430 GuideThierry TarnusPas encore d'évaluation
- Audit de La Fonction ProductionDocument15 pagesAudit de La Fonction ProductionEL MAZRIA HamzaPas encore d'évaluation
- Etude Cas KaizenDocument58 pagesEtude Cas KaizenZachary Didi100% (2)
- Coso I Coso II ChegriDocument15 pagesCoso I Coso II ChegriAbdo MassaoudiPas encore d'évaluation
- AUDIT ProductionDocument19 pagesAUDIT ProductionAchraf LegdaniPas encore d'évaluation
- Analyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsD'EverandAnalyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsPas encore d'évaluation
- L Audit QualiteDocument43 pagesL Audit QualiteAyour IfaounePas encore d'évaluation
- Audit de La Fonction ProductionDocument21 pagesAudit de La Fonction ProductionNawfal LekhyarPas encore d'évaluation
- 4 A 219 Guide Technique D Evaluation Metrologique de MesureDocument11 pages4 A 219 Guide Technique D Evaluation Metrologique de MesureMeryamPas encore d'évaluation
- Manuel Qualite AeroprecisDocument22 pagesManuel Qualite AeroprecisOumayma NizPas encore d'évaluation
- Risques Et Opportunités Dans Un AuditDocument1 pageRisques Et Opportunités Dans Un Audittirlire100% (2)
- Proposition D Indicateurs Du Tableau de Bord AchatsDocument18 pagesProposition D Indicateurs Du Tableau de Bord AchatsIKRAM EZZARI100% (1)
- EstimationDocument53 pagesEstimationIssam Najib100% (1)
- Partie 2. Economie Monétaire Et FinancièreDocument302 pagesPartie 2. Economie Monétaire Et FinancièreIssam NajibPas encore d'évaluation
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Ecart D'auditDocument3 pagesEcart D'auditredaPas encore d'évaluation
- ATB Emission Et Reception Des Credits DocumentairesDocument17 pagesATB Emission Et Reception Des Credits DocumentairesSoyons ConstructifsPas encore d'évaluation
- Bilan SocialDocument4 pagesBilan SocialIssam Najib100% (1)
- Matrice Des RisquesDocument1 pageMatrice Des RisquesDiby AlainPas encore d'évaluation
- Rapport D Audit Processus AchatsDocument5 pagesRapport D Audit Processus AchatsChaimae EssadkiPas encore d'évaluation
- Essai Sur La Notion de CybercriminalitéDocument42 pagesEssai Sur La Notion de CybercriminalitéwikilikPas encore d'évaluation
- Outil d'évaluation des systèmes de contrôle des aliments: Dimension A – Intrants et ressourcesD'EverandOutil d'évaluation des systèmes de contrôle des aliments: Dimension A – Intrants et ressourcesPas encore d'évaluation
- Outil d'évaluation des systèmes de contrôle des aliments: Dimension C - Interactions avec les parties prenantesD'EverandOutil d'évaluation des systèmes de contrôle des aliments: Dimension C - Interactions avec les parties prenantesPas encore d'évaluation
- These - Iso 9001 - v2015 PDFDocument81 pagesThese - Iso 9001 - v2015 PDFbousnina100% (1)
- Management Des ProcessusDocument10 pagesManagement Des Processussaaoud96Pas encore d'évaluation
- Achat-Fournisseur Et StockDocument22 pagesAchat-Fournisseur Et StockHamza ChPas encore d'évaluation
- M 35 Oscillateurs Auto-EntretenusDocument22 pagesM 35 Oscillateurs Auto-EntretenusScott LucasPas encore d'évaluation
- Economie 2015 3Document13 pagesEconomie 2015 3Issam Najib100% (1)
- Performance IndustrielleDocument17 pagesPerformance IndustrielleExtremizo HehoPas encore d'évaluation
- Plan D'audit TGCTP Aout 2010 s1Document3 pagesPlan D'audit TGCTP Aout 2010 s1lemdzPas encore d'évaluation
- Indicateur QualitéDocument19 pagesIndicateur QualitéRiyad BENZIAN100% (1)
- Comment Rédiger Un Rapport DDocument3 pagesComment Rédiger Un Rapport Dlawson100% (1)
- Audit Et Performance AchatsDocument2 pagesAudit Et Performance AchatsMohamed LhimerPas encore d'évaluation
- Audit Du Controle de GestionDocument3 pagesAudit Du Controle de Gestionang19elPas encore d'évaluation
- Guide D'audit InterneDocument1 pageGuide D'audit InterneEume ImaPas encore d'évaluation
- Le Tableau de Comparaison Des Offres Reçues Est Un Des Pivots Du Processus D.odtDocument4 pagesLe Tableau de Comparaison Des Offres Reçues Est Un Des Pivots Du Processus D.odtBoubacar BiroPas encore d'évaluation
- Bublicité (01 Page) Réaliser Soi-Même Son Audit en Maintenance Industrielle - Le QuestionnaireDocument1 pageBublicité (01 Page) Réaliser Soi-Même Son Audit en Maintenance Industrielle - Le QuestionnairebederinadmlPas encore d'évaluation
- PQBE03 V 201523Document8 pagesPQBE03 V 201523Said AnejarePas encore d'évaluation
- L'audit Qualite Interne OutilDocument164 pagesL'audit Qualite Interne OutilAbdou ltrPas encore d'évaluation
- Rapport Nestlé Audit de SuiviDocument92 pagesRapport Nestlé Audit de SuiviHamza Aqqa100% (2)
- Rapport Audit Des Procédures de Contrôle-Exécution Des MarchésDocument75 pagesRapport Audit Des Procédures de Contrôle-Exécution Des Marchésmess04bel8924Pas encore d'évaluation
- Choix Et Critère de Sélection Des Fournisseurs en Approche RéseauDocument95 pagesChoix Et Critère de Sélection Des Fournisseurs en Approche RéseauOlsène Arnold M'braPas encore d'évaluation
- Audit QualitéDocument2 pagesAudit QualitéReine Agathe EbegnePas encore d'évaluation
- Audit Interne - 1766856445Document50 pagesAudit Interne - 1766856445Djeneba Ouedraogo100% (1)
- Manuel-Qualite Exemple 3Document11 pagesManuel-Qualite Exemple 3Lamia ould amerPas encore d'évaluation
- Memoire de Maitrise Es Sciences de Gestion Memoire de Maitrise Es Sciences de Gestion (PDFDrive)Document90 pagesMemoire de Maitrise Es Sciences de Gestion Memoire de Maitrise Es Sciences de Gestion (PDFDrive)Faried Boris YaoPas encore d'évaluation
- SOMMAIREDocument4 pagesSOMMAIREMaryemPas encore d'évaluation
- Cartographie Processus Extraits PDFDocument15 pagesCartographie Processus Extraits PDFSa Meh CherguiPas encore d'évaluation
- (MFE) Audit Interne de La Gestion Des StocksDocument83 pages(MFE) Audit Interne de La Gestion Des StocksfatimaPas encore d'évaluation
- Outils de Gestion Du Risque FournisseursDocument277 pagesOutils de Gestion Du Risque FournisseursNajoua BenqPas encore d'évaluation
- Tableau Analyse RisquesDocument2 pagesTableau Analyse RisquesWassim MansourPas encore d'évaluation
- Analyse Comptes AnnuelsDocument99 pagesAnalyse Comptes AnnuelsMery MeryPas encore d'évaluation
- La Procédure D'auditDocument2 pagesLa Procédure D'auditMyriam EssaidiPas encore d'évaluation
- Répondre Aux Exigences Du Contrôle Qualité Des Cabinets D'auditDocument133 pagesRépondre Aux Exigences Du Contrôle Qualité Des Cabinets D'auditadamsmith11Pas encore d'évaluation
- Procédure de Gestion Des StocksDocument5 pagesProcédure de Gestion Des StocksOualid BelbrikPas encore d'évaluation
- Auditeur Qualité-OHSEDocument3 pagesAuditeur Qualité-OHSEAssétou Yélé DialloPas encore d'évaluation
- Audit Contractuel Et Audit Légal OkokDocument65 pagesAudit Contractuel Et Audit Légal OkokMoussa HounmenouPas encore d'évaluation
- L'impact Des Démarches Qualités Sur Les Pratiques D'audit InterneDocument21 pagesL'impact Des Démarches Qualités Sur Les Pratiques D'audit InterneSamira BendaoudPas encore d'évaluation
- Processus Num 4 Gestion Prestataires ExternesDocument12 pagesProcessus Num 4 Gestion Prestataires ExternesNoureddine ARABPas encore d'évaluation
- Manuel Gestion Stock - UpsDocument28 pagesManuel Gestion Stock - UpsMuhindo Kamwami100% (1)
- Contrôle QualitéDocument8 pagesContrôle QualitéOelinjaka AndriatsivalianaPas encore d'évaluation
- Achat Et Sous-TraitanceDocument39 pagesAchat Et Sous-Traitancepamy262500% (1)
- M1 FcaDocument187 pagesM1 FcaSlimani El Alaoui MohamedPas encore d'évaluation
- Cours Consolidation Encg PDFDocument8 pagesCours Consolidation Encg PDFIssam NajibPas encore d'évaluation
- Exos LMD - Contrôle de Gestion 2015-2016Document222 pagesExos LMD - Contrôle de Gestion 2015-2016Issam NajibPas encore d'évaluation
- Audit Fiscal en Milieu FinancierDocument274 pagesAudit Fiscal en Milieu FinancierIssam NajibPas encore d'évaluation
- TD Coût Marginal PDFDocument2 pagesTD Coût Marginal PDFIssam NajibPas encore d'évaluation
- Les Différentes Formes Ou Catégories de Sociétés Et Groupements VoisinsDocument3 pagesLes Différentes Formes Ou Catégories de Sociétés Et Groupements VoisinsIssam NajibPas encore d'évaluation
- Macroéconomie s2Document20 pagesMacroéconomie s2Issam Najib0% (1)
- Mouhib Imane Rapport StageDocument11 pagesMouhib Imane Rapport StageIssam NajibPas encore d'évaluation
- Estimation PonctuelleDocument1 pageEstimation PonctuelleIssam NajibPas encore d'évaluation
- FiscalitéDocument5 pagesFiscalitéIssam NajibPas encore d'évaluation
- Rapport Compta ImaneDocument36 pagesRapport Compta ImaneIssam NajibPas encore d'évaluation
- Devoir 1 Modele 3 Si 2 Bac SM B Semestre 2Document6 pagesDevoir 1 Modele 3 Si 2 Bac SM B Semestre 2lemsouguerPas encore d'évaluation
- TP 1Document5 pagesTP 1Wafa DkhilPas encore d'évaluation
- Master Chenini Djani-Kouider (Injection)Document66 pagesMaster Chenini Djani-Kouider (Injection)Abdallah HachaniPas encore d'évaluation
- Meda AirDocument1 pageMeda AirManiaPas encore d'évaluation
- Bouygues Telecom Annonce Le Déploiement de Son Réseau 4G Et Choisit Lyon Comme Ville-PiloteDocument2 pagesBouygues Telecom Annonce Le Déploiement de Son Réseau 4G Et Choisit Lyon Comme Ville-PiloteHelena TelPas encore d'évaluation
- Brute ForceDocument8 pagesBrute ForcenaovichPas encore d'évaluation
- CV Tech Sup Hyb Solaire RIBOUEM A YASSI MaximeDocument3 pagesCV Tech Sup Hyb Solaire RIBOUEM A YASSI Maximetrader D3F14NTPas encore d'évaluation
- Iso 6935-1Document16 pagesIso 6935-1ALILIPas encore d'évaluation
- File 65681Document5 pagesFile 65681Sidiki CamaraPas encore d'évaluation
- ATec 2.1 - 22-1830 - V1Document27 pagesATec 2.1 - 22-1830 - V1n9q9kh2qttPas encore d'évaluation
- Draft La Gestion Du Personnel Dans Une Entreprise PubliqueDocument42 pagesDraft La Gestion Du Personnel Dans Une Entreprise PubliqueMusabe Jean d'Amour100% (1)
- 1 - Leçon de DécoupageDocument10 pages1 - Leçon de DécoupageHamada HamadaPas encore d'évaluation
- TD5 JavaDocument5 pagesTD5 JavaMohamed SaklyPas encore d'évaluation
- Spirax Sarco - Stages 2015Document12 pagesSpirax Sarco - Stages 2015MEP EngineeringPas encore d'évaluation
- Manuel Tcd2013 2Document476 pagesManuel Tcd2013 2Jean-Pierre BILOUTEPas encore d'évaluation
- EXERCICES (Correction)Document8 pagesEXERCICES (Correction)miagesdb0% (1)
- FT Bentonil C2Document2 pagesFT Bentonil C2baptiste cardinPas encore d'évaluation
- 2023 CtresEtrangers1 J1 SI Exo2 Sujet Thermique 30min 10ptsDocument2 pages2023 CtresEtrangers1 J1 SI Exo2 Sujet Thermique 30min 10ptsbahijmalak4Pas encore d'évaluation
- NC080427DP01 - Instabilité Par Flambement Selon EC3 PDFDocument3 pagesNC080427DP01 - Instabilité Par Flambement Selon EC3 PDFAbdel Monaim MaghraouiPas encore d'évaluation
- Configuration GRBLDocument7 pagesConfiguration GRBLHajar MobhidPas encore d'évaluation
- Demande Devis: Fournisseur: I: IDocument5 pagesDemande Devis: Fournisseur: I: IalbertoPas encore d'évaluation
- Anatole France - Banquet SpeechDocument1 pageAnatole France - Banquet SpeechAgin DasPas encore d'évaluation
- Dokumen - Tips Spare Parts Manual Cukorova880Document389 pagesDokumen - Tips Spare Parts Manual Cukorova880Juan carlos Ramos palmaPas encore d'évaluation
- Promotion BDocument1 pagePromotion BstreetbangerzPas encore d'évaluation