Vous aimerez peut-être aussi
- RapportDocument24 pagesRapportBoualem MokhtariaPas encore d'évaluation
- Rapport de StageDocument26 pagesRapport de StageHamdaoui douniaPas encore d'évaluation
- RapportDocument16 pagesRapportjjjjjjjjj100% (1)
- Rapport de Stage GNLDocument17 pagesRapport de Stage GNLSal AzarPas encore d'évaluation
- Raffinage Et PétrochimieDocument16 pagesRaffinage Et PétrochimieHala Nousa100% (3)
- Reformage Catalytique PDF FreeDocument13 pagesReformage Catalytique PDF FreeLAHCIENE TAHARPas encore d'évaluation
- RaffinageDocument8 pagesRaffinagerezak100% (1)
- TP Liquifaction Du Gaz NaturelDocument4 pagesTP Liquifaction Du Gaz NaturelMO Sab100% (1)
- Pres REFORMAGEDocument17 pagesPres REFORMAGEBilal DeghichePas encore d'évaluation
- Amélioration de La Température de Sortie Du FourDocument81 pagesAmélioration de La Température de Sortie Du FourMiliani AhmedPas encore d'évaluation
- Rapport de StageDocument11 pagesRapport de StageAbdelkader BenazizaPas encore d'évaluation
- Rapport Dernière VersionDocument30 pagesRapport Dernière VersionNardjes BenPas encore d'évaluation
- Rapport de Stage CP2KDocument18 pagesRapport de Stage CP2KSal AzarPas encore d'évaluation
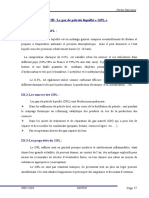
- Chapitre III (GPL)Document6 pagesChapitre III (GPL)wissoubenaouda211050% (2)
- Chapitre-1 KZDocument16 pagesChapitre-1 KZKhaoula ZefanePas encore d'évaluation
- Présentation GL1ZDocument38 pagesPrésentation GL1ZLakhdar Delmi100% (1)
- La Deshydratation Du GazDocument60 pagesLa Deshydratation Du GazImed Amiour100% (1)
- GL1 KDocument2 pagesGL1 KImed Amiour100% (1)
- Présentation de La Raffinerie de SkikdaDocument6 pagesPrésentation de La Raffinerie de SkikdaMohamed Hachelfi100% (1)
- Projet RP Procédés de Raffinage IsomérisationDocument13 pagesProjet RP Procédés de Raffinage IsomérisationassiaPas encore d'évaluation
- Tteneur en EauDocument3 pagesTteneur en EauBarinaPas encore d'évaluation
- Stage OuvrierDocument17 pagesStage OuvrierNacir Trigui100% (1)
- Exposé GTLDocument21 pagesExposé GTLHadjer zit100% (1)
- Chapitre 2 Transport Des Hydrocarbures Liquides M1TDHDocument8 pagesChapitre 2 Transport Des Hydrocarbures Liquides M1TDHSabri GuenichePas encore d'évaluation
- Boucle c3Document8 pagesBoucle c3sasiniPas encore d'évaluation
- Les Procédés de Séparation Du Pétrole BrutDocument13 pagesLes Procédés de Séparation Du Pétrole BrutDounia SaidiPas encore d'évaluation
- Traitement de Gaz IDocument4 pagesTraitement de Gaz ISavana Bella100% (1)
- CH 1Document20 pagesCH 1Anonymous X1ThykPas encore d'évaluation
- Rapport de Stage Aout 2018 SkikdaDocument15 pagesRapport de Stage Aout 2018 SkikdaAhmed Belkacem100% (2)
- Corrigé TD FCCDocument4 pagesCorrigé TD FCCYasmine HasnaouiPas encore d'évaluation
- Distillation Expose CHI56Document9 pagesDistillation Expose CHI56Pepin Nkeng100% (2)
- Memoire Imp 160820103050Document58 pagesMemoire Imp 160820103050Atef Eljerry100% (1)
- GNL ProcessDocument95 pagesGNL Processatrih83% (6)
- Mémoire FinaleDocument116 pagesMémoire FinaleNawel Ahmed0% (1)
- Le Process, Les SéparateursDocument34 pagesLe Process, Les SéparateursDany Anthea Nkollo0% (1)
- Projet Pro RaffinatDocument13 pagesProjet Pro RaffinathacenePas encore d'évaluation
- Raffinage de Pétrole Ben TamameDocument19 pagesRaffinage de Pétrole Ben TamameDounia SaidiPas encore d'évaluation
- Exposé StyrèneDocument11 pagesExposé StyrèneAymen AmeurzaimechePas encore d'évaluation
- GénéralitésDocument7 pagesGénéralitéssofien benbrahim100% (1)
- Optimisation Des Paramètres Du Foctionnement de La Colonne DépropaniseuerDocument62 pagesOptimisation Des Paramètres Du Foctionnement de La Colonne DépropaniseuerTul IpePas encore d'évaluation
- Chapitre IVDocument18 pagesChapitre IVMourad MatmourPas encore d'évaluation
- Mémoire Master IIDocument85 pagesMémoire Master IInadjet polyPas encore d'évaluation
- Chapitre 02 FinalDocument12 pagesChapitre 02 FinalHoussem Eddine Mostefa100% (1)
- Exposé Finalisé Liquéfaction Des GazDocument48 pagesExposé Finalisé Liquéfaction Des GazGhada19 Tiah100% (2)
- Rapport Du StageDocument7 pagesRapport Du StageNooha Ines YahiaouiPas encore d'évaluation
- 1 Procédés Pétrochimiques Generalites Sur Le PetroleDocument11 pages1 Procédés Pétrochimiques Generalites Sur Le PetroleHaniDjekrifPas encore d'évaluation
- Les ChaudieresDocument21 pagesLes ChaudieresDjamel Eddine100% (1)
- Le Stockage de Gaz NaturelDocument20 pagesLe Stockage de Gaz Naturelعبد العزيز مروى100% (1)
- MemoireDocument4 pagesMemoireMohamed Mahraz100% (2)
- Ra1d ReforDocument76 pagesRa1d ReforimPas encore d'évaluation
- Présentation de La Raffinerie D'algerDocument2 pagesPrésentation de La Raffinerie D'algerwissoubenaouda2110100% (2)
- RapportDocument73 pagesRapportRyma Kermeche75% (4)
- AbsorptionDocument14 pagesAbsorptionAmeni mokhtariPas encore d'évaluation
- IsomérisationDocument7 pagesIsomérisationHadjer zit50% (2)
- Isomérisation PétrochimieDocument20 pagesIsomérisation PétrochimieAdïm Istãbrãk100% (1)
- Conversion De L'Énergie Thermique Des Océans: Des différences de température entre les eaux de surface et les eaux profondes de l'océanD'EverandConversion De L'Énergie Thermique Des Océans: Des différences de température entre les eaux de surface et les eaux profondes de l'océanPas encore d'évaluation
- Applications de la spectrophotomérie en phytochimie: sciencesD'EverandApplications de la spectrophotomérie en phytochimie: sciencesPas encore d'évaluation
- Rapport Soufiane Boudardara (TS-00)Document26 pagesRapport Soufiane Boudardara (TS-00)abdsslem bedoudPas encore d'évaluation
- Soutenance hb3 2Document48 pagesSoutenance hb3 2Oussama Laribi100% (1)
- 3 Le ParexDocument8 pages3 Le ParexFedoua BenamerPas encore d'évaluation
- Déparaffinage Par ZéolitheDocument12 pagesDéparaffinage Par ZéolitheFedoua BenamerPas encore d'évaluation
- مذكرات ماستر هندسة الطرائقDocument11 pagesمذكرات ماستر هندسة الطرائقFedoua BenamerPas encore d'évaluation
- 3 Extraction Des AromatiquesDocument11 pages3 Extraction Des AromatiquesFedoua Benamer67% (3)
- Exo Chromatographie Rappels CorrigeDocument12 pagesExo Chromatographie Rappels CorrigeFedoua BenamerPas encore d'évaluation
- TP GDRDocument11 pagesTP GDRFedoua Benamer50% (2)
- Analyse Comples Suite Chapitre1 PDFDocument3 pagesAnalyse Comples Suite Chapitre1 PDFFedoua BenamerPas encore d'évaluation
- TP Chimie AnalytiqueDocument13 pagesTP Chimie AnalytiqueFedoua Benamer100% (1)
- Stockage Des GPL Ils Sont Stockés Sous Leur Propre Pression de VapeurDocument15 pagesStockage Des GPL Ils Sont Stockés Sous Leur Propre Pression de VapeurFedoua BenamerPas encore d'évaluation
- Analyse Comples Suite Chapitre1 PDFDocument3 pagesAnalyse Comples Suite Chapitre1 PDFFedoua BenamerPas encore d'évaluation
- GFTHKFDocument101 pagesGFTHKFFedoua BenamerPas encore d'évaluation
- Le Transport DiffusifDocument14 pagesLe Transport DiffusifFedoua Benamer0% (1)
- ContenuDocument2 pagesContenuFedoua BenamerPas encore d'évaluation
- Bough A Licour en Ligne Ogx UnivDocument51 pagesBough A Licour en Ligne Ogx UnivFedoua BenamerPas encore d'évaluation
- Td4 Corrige Complet 1Document8 pagesTd4 Corrige Complet 1Fedoua Benamer50% (2)
- La Méthode de FELLENIUSDocument8 pagesLa Méthode de FELLENIUSadam20141999Pas encore d'évaluation
- Cas Pratique 3Document4 pagesCas Pratique 3Mamadou DiaPas encore d'évaluation
- Tarifs Classe ADocument4 pagesTarifs Classe ASamsungPas encore d'évaluation
- Rapport PCP Samé Ouolof Kayes - 11102019Document35 pagesRapport PCP Samé Ouolof Kayes - 11102019Moussa100% (1)
- Stockage de LDocument14 pagesStockage de Lbelabbes kheiraPas encore d'évaluation
- Chapitre 29 Rayonnement ThermiqueDocument4 pagesChapitre 29 Rayonnement ThermiqueNinonPas encore d'évaluation
- Conception Et Developpement D'un Systeme de Gestion de QualiteDocument54 pagesConception Et Developpement D'un Systeme de Gestion de QualiteIssam MbarekPas encore d'évaluation
- Fascicule de TD Maintenance IndustrielleDocument17 pagesFascicule de TD Maintenance IndustrielleOussama Zaghar100% (4)
- Contrôle Qualité Du Jet A-1Document22 pagesContrôle Qualité Du Jet A-1FediMansouri100% (1)
- FNTC Guide+signature+elecDocument72 pagesFNTC Guide+signature+elecazqsdfPas encore d'évaluation
- La Communication InstitutionnelleDocument14 pagesLa Communication InstitutionnelleManal BougouchPas encore d'évaluation
- Rapport de Stage: Stage Effectué Du 20/05/2019 Au 05/07/2019 ÀDocument27 pagesRapport de Stage: Stage Effectué Du 20/05/2019 Au 05/07/2019 Àapi-507649878Pas encore d'évaluation
- TP Solaire PhotovoltaiqueDocument21 pagesTP Solaire PhotovoltaiqueOthmane Elmouatamid100% (2)
- Support de Cours Intermediaire Lectra Modaris v8 Expert-CompresseDocument46 pagesSupport de Cours Intermediaire Lectra Modaris v8 Expert-CompresseAbkari Nabil100% (3)
- Ast Cs Ex FR Mock WebpageDocument21 pagesAst Cs Ex FR Mock WebpageMohamed OuedarbiPas encore d'évaluation
- 11.5.5 Packet Tracer - Subnet An IPv4 NetworkDocument3 pages11.5.5 Packet Tracer - Subnet An IPv4 Networkelmamoun1Pas encore d'évaluation
- PU Hors CatégorieDocument3 pagesPU Hors CatégorieBtissamPas encore d'évaluation
- Flexion ComposeeDocument12 pagesFlexion ComposeekdadriPas encore d'évaluation
- Phap bài KT ĐTQG số 2 tháng 12.2021-ĐỀDocument10 pagesPhap bài KT ĐTQG số 2 tháng 12.2021-ĐỀDiệu Anh NguyễnPas encore d'évaluation
- EFM1Document2 pagesEFM1laila sadkiPas encore d'évaluation
- GéotechniqueDocument4 pagesGéotechniqueJeyid Daye100% (1)
- La Méthode Du Barycentre - Etude de CasDocument13 pagesLa Méthode Du Barycentre - Etude de Casapi-3748220100% (5)
- Dépliant Cité de L'espérance - Cité Des LilasDocument8 pagesDépliant Cité de L'espérance - Cité Des LilasCharles KouassiPas encore d'évaluation
- LM339 Exam 2018Document2 pagesLM339 Exam 2018ghouti ghoutiPas encore d'évaluation
- L'approche Stratégique Fondée Sur Les RessourcesDocument44 pagesL'approche Stratégique Fondée Sur Les RessourcesKhadija FahlatoPas encore d'évaluation
- Chapitre 4-Comment Expliquer La Mobilite Sociale-Activit SDocument7 pagesChapitre 4-Comment Expliquer La Mobilite Sociale-Activit SRafanomezantsoaPas encore d'évaluation
- L-Antibible Du Controle de Gestion CH 2 GratuitDocument12 pagesL-Antibible Du Controle de Gestion CH 2 GratuitUn Vrai EnfoiréPas encore d'évaluation
- Documentation Technique NarrowDim X4 FR Ed4Document4 pagesDocumentation Technique NarrowDim X4 FR Ed4Abdessalem BachaPas encore d'évaluation
- Chap7 Matériaux Pour Corps de ChausséeDocument53 pagesChap7 Matériaux Pour Corps de ChausséeBilal HabibiPas encore d'évaluation
- LA VIABILITE DES RADIOS DE PROXIMITE - MODULE 4 - Une Guide de Formation (Radio For Peacebuilding Africa, SFCG - 2010)Document17 pagesLA VIABILITE DES RADIOS DE PROXIMITE - MODULE 4 - Une Guide de Formation (Radio For Peacebuilding Africa, SFCG - 2010)HayZara MadagascarPas encore d'évaluation