Vous aimerez peut-être aussi
- BSC Abm AbcDocument31 pagesBSC Abm AbcNajia El YanboiyPas encore d'évaluation
- Developpement de Modeles HybridesDocument9 pagesDeveloppement de Modeles Hybridesjadid2Pas encore d'évaluation
- Les Outils, Pourquoi Et CommentDocument4 pagesLes Outils, Pourquoi Et Comment4geniecivilPas encore d'évaluation
- 3870 Introtaguchi Cned PDFDocument46 pages3870 Introtaguchi Cned PDFKamel BousninaPas encore d'évaluation
- 1 Les Principes Essentiels de L'approche SHAININ: Six Sigma - Comparaison Avec D'Autres Approches: ShaininDocument9 pages1 Les Principes Essentiels de L'approche SHAININ: Six Sigma - Comparaison Avec D'Autres Approches: ShainindaoPas encore d'évaluation
- MRP PDFDocument6 pagesMRP PDFJPEPas encore d'évaluation
- Cours Qualté 2Document6 pagesCours Qualté 2Louis BialletPas encore d'évaluation
- La Gestion de QualiteDocument5 pagesLa Gestion de QualiteAlcine JeanwelsonPas encore d'évaluation
- Fiche Savoirs ResolultiondeproblemeDocument4 pagesFiche Savoirs ResolultiondeproblemeOusmane NdiayePas encore d'évaluation
- Les Outils de La QualitéDocument14 pagesLes Outils de La QualitéFadi Weslati75% (4)
- ExarisInfo 43 - Lean - Six Sigma Et AgroalimentaireDocument2 pagesExarisInfo 43 - Lean - Six Sigma Et Agroalimentaireolivier_rondouinPas encore d'évaluation
- Le Management Industriel: La Gestion Du Système Productif FondementsDocument50 pagesLe Management Industriel: La Gestion Du Système Productif FondementsMidox MehdiPas encore d'évaluation
- 245 - Six Sigma Et Agro Alimentaire Mythe Ou Realite Juil 2010 - 1Document2 pages245 - Six Sigma Et Agro Alimentaire Mythe Ou Realite Juil 2010 - 1nihal100% (1)
- 3.3-Analyse Critique Methode CCDocument4 pages3.3-Analyse Critique Methode CCPatrice LumumbaPas encore d'évaluation
- R&R - Répétabilité & Reproductibilité - Pour Évaluer Un Système de MesureDocument8 pagesR&R - Répétabilité & Reproductibilité - Pour Évaluer Un Système de MesureFDAZEPas encore d'évaluation
- 1 PBDocument21 pages1 PBAksel SofianePas encore d'évaluation
- Scale ModelDocument64 pagesScale ModelFatouma SeghaierPas encore d'évaluation
- Les Outils Et Methodes de La Gestion de La QualiteDocument13 pagesLes Outils Et Methodes de La Gestion de La QualiteWilopeps100% (2)
- Doctorat Logistique Pages 51Document1 pageDoctorat Logistique Pages 51Fouad guennouniPas encore d'évaluation
- Estimation Des Coûts en Production Mécanique (1999)Document17 pagesEstimation Des Coûts en Production Mécanique (1999)Hamdi IbrahimPas encore d'évaluation
- chp3 Les Outils de La QualitéDocument9 pageschp3 Les Outils de La Qualitébk omPas encore d'évaluation
- Support de Cours Part2Document51 pagesSupport de Cours Part2Achraf EnoualiPas encore d'évaluation
- Bendaoud MiseDocument8 pagesBendaoud MiseGilles Roland KamgnoPas encore d'évaluation
- Econometrie Des Donnees de Panel PDFDocument46 pagesEconometrie Des Donnees de Panel PDFKhaled AmriPas encore d'évaluation
- Programmation Linéaire Avec ExcelDocument200 pagesProgrammation Linéaire Avec ExcelMaryem Baddouj100% (3)
- Script Video 4.2-Analyse CritiqueDocument4 pagesScript Video 4.2-Analyse Critiquehlel imen100% (1)
- 2 Outil 1 Les DonneesDocument29 pages2 Outil 1 Les DonneesTim Stelens Seka100% (1)
- Offre-Demarche BPMDocument6 pagesOffre-Demarche BPMisaiddzPas encore d'évaluation
- MRP 2022Document76 pagesMRP 2022Denis Kaldjob100% (1)
- Ceipa110 Datas Gen Algorithme Genetique Allocation ActifsDocument6 pagesCeipa110 Datas Gen Algorithme Genetique Allocation Actifsgiorgi gamkrelidzePas encore d'évaluation
- Amdec. RiahiDocument13 pagesAmdec. Riahisoulef riahiPas encore d'évaluation
- Les Outils Et Methodes de La Gestion de La Qualite, 24.10.2021Document21 pagesLes Outils Et Methodes de La Gestion de La Qualite, 24.10.2021Sylvoix YoldyPas encore d'évaluation
- 02 - Le Suivi Et L'amélioration de La QualitéDocument55 pages02 - Le Suivi Et L'amélioration de La QualitéLionel Etienne100% (1)
- Cooren 08Document145 pagesCooren 08Wafa AliaPas encore d'évaluation
- Article-Comparaison Des OPMDocument7 pagesArticle-Comparaison Des OPMMarouane EddyaniPas encore d'évaluation
- Analyzer Generaloptimization FRBDocument4 pagesAnalyzer Generaloptimization FRBabdesPas encore d'évaluation
- Av de Najwa Et RajaaDocument8 pagesAv de Najwa Et RajaaDali najwaPas encore d'évaluation
- Guide VSM SESA SYSTEMS 2021 FrancaisDocument30 pagesGuide VSM SESA SYSTEMS 2021 FrancaisLarbi BattiPas encore d'évaluation
- Les Outils de La QualiteDocument2 pagesLes Outils de La QualiteSarah HATHOUTPas encore d'évaluation
- Book Synthèse Janv 2015Document13 pagesBook Synthèse Janv 2015OusmanePas encore d'évaluation
- Audit PLDocument16 pagesAudit PLAbdoPas encore d'évaluation
- SCOR FRDocument4 pagesSCOR FRbazar mredaPas encore d'évaluation
- Coût StandardDocument5 pagesCoût StandardMarcus BlackPas encore d'évaluation
- QCM 17022022Document7 pagesQCM 17022022nazaPas encore d'évaluation
- 572-Article Text-2165-1-10-20200829Document17 pages572-Article Text-2165-1-10-20200829William AntonioPas encore d'évaluation
- Achats de Frais GénérauxDocument52 pagesAchats de Frais GénérauxAliou Defode DiabatePas encore d'évaluation
- Lecon11 PDFDocument17 pagesLecon11 PDFAnass CherrafiPas encore d'évaluation
- Le Rôle Des Coûts Préétablis Dans L'objectivité Du Calcul de L'écart Sur Coût de ProductionDocument24 pagesLe Rôle Des Coûts Préétablis Dans L'objectivité Du Calcul de L'écart Sur Coût de ProductionBOUPas encore d'évaluation
- Les Outils Et Méthodes de Gestion de La QualitéDocument14 pagesLes Outils Et Méthodes de Gestion de La QualitéRostan NgakamPas encore d'évaluation
- Les tableaux de bord et business plan: Gérer la comptabilité de son entrepriseD'EverandLes tableaux de bord et business plan: Gérer la comptabilité de son entrepriseÉvaluation : 4 sur 5 étoiles4/5 (3)
- Value Stream Mapping: Méthode de cartographie des chaînes de valeurD'EverandValue Stream Mapping: Méthode de cartographie des chaînes de valeurPas encore d'évaluation
- La Méthode 6 Sigma: Amélioration et gestion de la qualitéD'EverandLa Méthode 6 Sigma: Amélioration et gestion de la qualitéPas encore d'évaluation
- Les inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entrepriseD'EverandLes inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entreprisePas encore d'évaluation
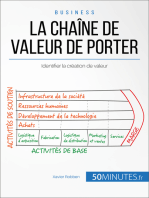
- La chaîne de valeur de Porter: Identifier la création de valeurD'EverandLa chaîne de valeur de Porter: Identifier la création de valeurÉvaluation : 5 sur 5 étoiles5/5 (2)
- La Méthode SCORE: Mesurer et améliorer les performances opérationnellesD'EverandLa Méthode SCORE: Mesurer et améliorer les performances opérationnellesPas encore d'évaluation
- La méthode Kaizen: Améliorer ses performances de manière continueD'EverandLa méthode Kaizen: Améliorer ses performances de manière continuePas encore d'évaluation
- La méthode Six Sigma: La culture de la perfectionD'EverandLa méthode Six Sigma: La culture de la perfectionÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Le diagramme d'Ishikawa: Les liens de cause à effetD'EverandLe diagramme d'Ishikawa: Les liens de cause à effetÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Fumey PDFDocument195 pagesFumey PDFBède AHOHOUENDOPas encore d'évaluation
- C&IToolBox F9Document84 pagesC&IToolBox F9Ni HadPas encore d'évaluation
- Dr. Lahrache Tahar, Mr. Khedache Fares, La PratiqueDocument18 pagesDr. Lahrache Tahar, Mr. Khedache Fares, La PratiqueNi HadPas encore d'évaluation
- Chapitre1 1-AHPDocument32 pagesChapitre1 1-AHPNi HadPas encore d'évaluation
- Cours Matlab StochastiqueDocument45 pagesCours Matlab StochastiqueAmine HamdouchiPas encore d'évaluation
- Document de Travail 1998-022: Jean-Marc Martel Slim BEN KhelifaDocument20 pagesDocument de Travail 1998-022: Jean-Marc Martel Slim BEN KhelifaNi HadPas encore d'évaluation
- Nguyen - Ea 20100120 BarriersVietnamDocument30 pagesNguyen - Ea 20100120 BarriersVietnamNi HadPas encore d'évaluation
- dg2018 Pub00059129Document5 pagesdg2018 Pub00059129Ni HadPas encore d'évaluation
- Mmoire 88321222 Depotfinal PrintDocument109 pagesMmoire 88321222 Depotfinal PrintNi HadPas encore d'évaluation
- 3772 18743 1 PBDocument12 pages3772 18743 1 PBNi HadPas encore d'évaluation
- Paper 10Document11 pagesPaper 10jacques EDOHPas encore d'évaluation
- Philippe Et Al 2018 AHPbuechDocument4 pagesPhilippe Et Al 2018 AHPbuechNi HadPas encore d'évaluation
- Projet So Ecole Des Relations HumainesDocument10 pagesProjet So Ecole Des Relations HumainesNi Had100% (2)
- Zouggari Akram SMZ1132Document106 pagesZouggari Akram SMZ1132Ni HadPas encore d'évaluation
- Présentation 11Document28 pagesPrésentation 11Ni HadPas encore d'évaluation
- Le Marche de PartenariatDocument5 pagesLe Marche de PartenariatNi HadPas encore d'évaluation
- L Ecole Des Relations Humaines PDFDocument17 pagesL Ecole Des Relations Humaines PDFAbdel MoussaPas encore d'évaluation
- Chap2 - 3 - Techniques de Gestion de Pro PDFDocument16 pagesChap2 - 3 - Techniques de Gestion de Pro PDFNi HadPas encore d'évaluation
- Cours GPL PDFDocument70 pagesCours GPL PDFNi HadPas encore d'évaluation
- Présentation 11Document28 pagesPrésentation 11Ni HadPas encore d'évaluation
- 2Document7 pages2Ni HadPas encore d'évaluation
- 1 - Notions Fondamentales de La Théorie Des GraphesDocument15 pages1 - Notions Fondamentales de La Théorie Des GraphesNi Had100% (1)
- Cours 1 Système OrganisationnelDocument21 pagesCours 1 Système OrganisationnelSamah Sam Bouima100% (4)
- Bernard Gostiaux - Exercices de Mathématiques Spéciales, Tome 3 - Géométrie, Géométrie Différentielle. 3-Presses Universitaires de France - PUF (1997) PDFDocument338 pagesBernard Gostiaux - Exercices de Mathématiques Spéciales, Tome 3 - Géométrie, Géométrie Différentielle. 3-Presses Universitaires de France - PUF (1997) PDFNi HadPas encore d'évaluation
- Systme Et ModleDocument51 pagesSystme Et ModleNi HadPas encore d'évaluation
- Cours D'octaveDocument171 pagesCours D'octaveNi HadPas encore d'évaluation
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Systme Et ModleDocument51 pagesSystme Et ModleNi HadPas encore d'évaluation
- GraphesDocument52 pagesGraphesMohamed Ismail100% (1)
- Solutions Serie 03 Deformations Des SolsDocument19 pagesSolutions Serie 03 Deformations Des Solszakaria ziko ZPas encore d'évaluation
- Guadeloupe Et Dépendances: 1. PrésentationDocument14 pagesGuadeloupe Et Dépendances: 1. PrésentationStephanie Valdy LOUISPas encore d'évaluation
- Thése Oussama 2012 PDFDocument194 pagesThése Oussama 2012 PDFamami7aminePas encore d'évaluation
- TD2 ArchitectureDocument10 pagesTD2 ArchitecturemezghaniPas encore d'évaluation
- Corrigé 000 Ep2 v2021Document5 pagesCorrigé 000 Ep2 v2021preciousbenzPas encore d'évaluation
- CaféineDocument7 pagesCaféinehocine bariPas encore d'évaluation
- Gestion de Stock Production Entrepot - LPMLT 2022 (1) 106 142Document37 pagesGestion de Stock Production Entrepot - LPMLT 2022 (1) 106 142ouijdane boumdianPas encore d'évaluation
- Rapport Gc3a9otechnique Sur Les Clous Caroline MoutouDocument11 pagesRapport Gc3a9otechnique Sur Les Clous Caroline MoutouChaymaa MrharPas encore d'évaluation
- 7 - Glandes SébacéesDocument16 pages7 - Glandes SébacéesRime BabaPas encore d'évaluation
- Ton Journal de Coaching de VieDocument20 pagesTon Journal de Coaching de ViehermacehounyePas encore d'évaluation
- Fiche Technique DLU Design Et Pilotage Des Processus de La Logistique Et Des TransportsDocument2 pagesFiche Technique DLU Design Et Pilotage Des Processus de La Logistique Et Des TransportsboukirPas encore d'évaluation
- Rapport Principal FinalDocument111 pagesRapport Principal FinalBabii TihouPas encore d'évaluation
- Book1 2010 PDFDocument25 pagesBook1 2010 PDFfloare de coltPas encore d'évaluation
- Chapitre 1 - Transmission - de - L'infoDocument14 pagesChapitre 1 - Transmission - de - L'infoN'goran RaphaelPas encore d'évaluation
- Cartes Mentales SONSDocument11 pagesCartes Mentales SONSMaryse Dechoz100% (1)
- Cahier Des ChargesDocument7 pagesCahier Des ChargesLaaroussi AmirPas encore d'évaluation
- 4eme - T13 - Activité 2Document2 pages4eme - T13 - Activité 2Ilan LenettePas encore d'évaluation
- E-Commerce 201 24 MarsDocument26 pagesE-Commerce 201 24 Marsjawad bennarPas encore d'évaluation
- Contes Amazigh: Loqman Le Bérbère (René Basset)Document521 pagesContes Amazigh: Loqman Le Bérbère (René Basset)Tasedlist100% (2)
- Conventional Boiler Brochure FRDocument4 pagesConventional Boiler Brochure FRAbdo GrandayzerPas encore d'évaluation
- Evaluation Des StocksDocument24 pagesEvaluation Des StocksSoulaiman HarrakPas encore d'évaluation
- De La Grammaire À La LinguistiqueDocument56 pagesDe La Grammaire À La LinguistiqueFreriza BoutahriPas encore d'évaluation
- Guide de Pose U Pipe Section 2021Document16 pagesGuide de Pose U Pipe Section 2021yougourtane ferhanePas encore d'évaluation
- Profiling Et Connaissance de SoiDocument6 pagesProfiling Et Connaissance de Soishayma MensiPas encore d'évaluation
- Exercices - ETICDocument2 pagesExercices - ETICELAMRANIYOUSSEFPas encore d'évaluation
- Raison Humaine Et Intelligence Animale Dans La Philosophie GrecqueDocument13 pagesRaison Humaine Et Intelligence Animale Dans La Philosophie GrecqueAna Maria RaducanPas encore d'évaluation
- Brevet Blanc 2012 2 CorrigéDocument7 pagesBrevet Blanc 2012 2 CorrigéL0ck0utPas encore d'évaluation
- TH4215Document269 pagesTH4215Anouar HaffafPas encore d'évaluation
- 1-1 - Tracer Le Développé D Un Piquage Gueule de Loup Tracer Le Développé D Un Piquage en V... 36Document10 pages1-1 - Tracer Le Développé D Un Piquage Gueule de Loup Tracer Le Développé D Un Piquage en V... 36Noureddine Ben SalemPas encore d'évaluation
- C10Chim - Esterification - Hydrolyse - Equilibre - Exos - Fischer - 2 PDFDocument7 pagesC10Chim - Esterification - Hydrolyse - Equilibre - Exos - Fischer - 2 PDFAzizElheniPas encore d'évaluation