Vous aimerez peut-être aussi
- ComparaisonShaininetSixSigma Article 23mai2002Document10 pagesComparaisonShaininetSixSigma Article 23mai2002amine tabichPas encore d'évaluation
- 6SIGMADocument81 pages6SIGMAAICHA EL BAZIPas encore d'évaluation
- Six Sigma PresentationDocument31 pagesSix Sigma Presentationmohlamine00Pas encore d'évaluation
- 245 - Six Sigma Et Agro Alimentaire Mythe Ou Realite Juil 2010 - 1Document2 pages245 - Six Sigma Et Agro Alimentaire Mythe Ou Realite Juil 2010 - 1nihal100% (1)
- Les Outils de La QualitéDocument14 pagesLes Outils de La QualitéFadi Weslati75% (4)
- Résumé Support Plan D'expérience MQM Partie 1Document35 pagesRésumé Support Plan D'expérience MQM Partie 1Achraf Salhi100% (1)
- Les Outils Et Methodes de La Gestion de La QualiteDocument13 pagesLes Outils Et Methodes de La Gestion de La QualiteWilopeps100% (2)
- 3870 Introtaguchi Cned PDFDocument46 pages3870 Introtaguchi Cned PDFKamel BousninaPas encore d'évaluation
- 6sigma DefinitionDocument5 pages6sigma DefinitionPierre FolliotPas encore d'évaluation
- PR - Lean 6 Sigma - GreenDocument2 pagesPR - Lean 6 Sigma - GreenmohammedPas encore d'évaluation
- MSPDocument53 pagesMSPOussama ElbattatPas encore d'évaluation
- Fiche Six SigmaDocument3 pagesFiche Six SigmaamirPas encore d'évaluation
- 02 - Le Suivi Et L'amélioration de La QualitéDocument55 pages02 - Le Suivi Et L'amélioration de La QualitéLionel Etienne100% (1)
- Les Outils, Pourquoi Et CommentDocument4 pagesLes Outils, Pourquoi Et Comment4geniecivilPas encore d'évaluation
- Cours Qualté 2Document6 pagesCours Qualté 2Louis BialletPas encore d'évaluation
- LSSGRB Formation Lean Six Sigma Green Belt 2eme Niveau PDFDocument2 pagesLSSGRB Formation Lean Six Sigma Green Belt 2eme Niveau PDFCertyouFormationPas encore d'évaluation
- Six SigmaDocument20 pagesSix Sigmambelaidi3390Pas encore d'évaluation
- La Six SigmaDocument11 pagesLa Six SigmaMohamed OudorPas encore d'évaluation
- Microsoft PowerPoint - MSPatlas Mode de CompatibilitéDocument92 pagesMicrosoft PowerPoint - MSPatlas Mode de CompatibilitéAZIZPas encore d'évaluation
- Eléments Du ChapitreDocument10 pagesEléments Du ChapitreNajahi YoussefPas encore d'évaluation
- ExarisInfo 43 - Lean - Six Sigma Et AgroalimentaireDocument2 pagesExarisInfo 43 - Lean - Six Sigma Et Agroalimentaireolivier_rondouinPas encore d'évaluation
- LSSGB Formation Lean Six Sigma Green Belt Iassc PDFDocument2 pagesLSSGB Formation Lean Six Sigma Green Belt Iassc PDFCertyouFormationPas encore d'évaluation
- Les Techniques MPTDocument3 pagesLes Techniques MPTkenzy92Pas encore d'évaluation
- Six SigmaDocument23 pagesSix Sigmamoez ben youssefPas encore d'évaluation
- ISO 9001 2015 & ISO 13485 2016 Comment Maîtriser Et Améliorer Les Processus.Document5 pagesISO 9001 2015 & ISO 13485 2016 Comment Maîtriser Et Améliorer Les Processus.Amine ABASSIPas encore d'évaluation
- Six Sigma Et Maîtrise Statistique Des Processus: de La Théorie À La Pratique (Cas de La Société Jallali Plast)Document5 pagesSix Sigma Et Maîtrise Statistique Des Processus: de La Théorie À La Pratique (Cas de La Société Jallali Plast)Anass CherrafiPas encore d'évaluation
- Les outils et méthodes de gestion de la qualitéDocument14 pagesLes outils et méthodes de gestion de la qualitéRostan NgakamPas encore d'évaluation
- I.Q Ch02 22 Lean Six SigmaDocument26 pagesI.Q Ch02 22 Lean Six SigmaMę H DïPas encore d'évaluation
- Cours Management Qual It É A 4Document78 pagesCours Management Qual It É A 4Gaëlle No'osi TchendjePas encore d'évaluation
- Seance 3 Gestion de La DemandeDocument38 pagesSeance 3 Gestion de La DemandeDOAA AL GHAZALIPas encore d'évaluation
- Reussir La Certification Lean Six Sigma Green Belt (Iassc)Document2 pagesReussir La Certification Lean Six Sigma Green Belt (Iassc)Assoum AssoumPas encore d'évaluation
- chp3 Les Outils de La QualitéDocument9 pageschp3 Les Outils de La Qualitébk omPas encore d'évaluation
- Ohayon-Amelioration PDFDocument8 pagesOhayon-Amelioration PDFNi HadPas encore d'évaluation
- Les Outils de La QualiteDocument2 pagesLes Outils de La QualiteSarah HATHOUTPas encore d'évaluation
- Amélioration Continue COMPLETDocument20 pagesAmélioration Continue COMPLETАнастасия Казмиренко100% (2)
- Corrigé DCG Contrôle de Gestion 2008Document6 pagesCorrigé DCG Contrôle de Gestion 2008Anas JalalPas encore d'évaluation
- Cours MSP JrifiDocument83 pagesCours MSP Jrifijrifi33% (3)
- AD Et Stratégie ExpérimentaleDocument35 pagesAD Et Stratégie ExpérimentaleBessalah MohammedPas encore d'évaluation
- SPSSDocument38 pagesSPSSTechout Hassan100% (4)
- MRP PDFDocument6 pagesMRP PDFJPEPas encore d'évaluation
- La méthode Six Sigma: La culture de la perfectionD'EverandLa méthode Six Sigma: La culture de la perfectionÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Cours MSP JrifiDocument93 pagesCours MSP JrifiHoussame NaimPas encore d'évaluation
- Phase Définir Mesurer Partie1Document49 pagesPhase Définir Mesurer Partie1Kh'adîijàDh100% (1)
- Fiche Savoirs ResolultiondeproblemeDocument4 pagesFiche Savoirs ResolultiondeproblemeOusmane NdiayePas encore d'évaluation
- Les Outils de La QualitéDocument14 pagesLes Outils de La Qualitépapesarr100% (1)
- Recherche OpérationnelleDocument21 pagesRecherche Opérationnellekenzaalaoui2002Pas encore d'évaluation
- CAGE Cours 6 Problematique Oct2018Document39 pagesCAGE Cours 6 Problematique Oct2018Yamina YahiaouiPas encore d'évaluation
- Lean Six SigmaDocument36 pagesLean Six Sigmafirdaous elhilaliPas encore d'évaluation
- La Méthode Dmaic: Encadrée ParDocument23 pagesLa Méthode Dmaic: Encadrée ParYmaaPas encore d'évaluation
- Gestion de La QualitéDocument17 pagesGestion de La QualitéLeila DouidenePas encore d'évaluation
- Cours SPC Habsaoui2021Document84 pagesCours SPC Habsaoui2021Zakaria SbaitaPas encore d'évaluation
- La Méthode 6 Sigma: Amélioration et gestion de la qualitéD'EverandLa Méthode 6 Sigma: Amélioration et gestion de la qualitéPas encore d'évaluation
- Le diagramme d'Ishikawa: Les liens de cause à effetD'EverandLe diagramme d'Ishikawa: Les liens de cause à effetÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Value Stream Mapping: Méthode de cartographie des chaînes de valeurD'EverandValue Stream Mapping: Méthode de cartographie des chaînes de valeurPas encore d'évaluation
- La chaîne de valeur de Porter: Identifier la création de valeurD'EverandLa chaîne de valeur de Porter: Identifier la création de valeurÉvaluation : 5 sur 5 étoiles5/5 (2)
- Les tableaux de bord et business plan: Gérer la comptabilité de son entrepriseD'EverandLes tableaux de bord et business plan: Gérer la comptabilité de son entrepriseÉvaluation : 4 sur 5 étoiles4/5 (3)
- La théorie des contraintes: Identifier et éliminer les obstacles pour une efficacité maximaleD'EverandLa théorie des contraintes: Identifier et éliminer les obstacles pour une efficacité maximalePas encore d'évaluation
- Le Diagramme De Pareto: Identifier les problèmes prioritaires pour une amélioration efficace et durableD'EverandLe Diagramme De Pareto: Identifier les problèmes prioritaires pour une amélioration efficace et durablePas encore d'évaluation
- Cours 7 Politiques de DistributionDocument7 pagesCours 7 Politiques de Distributionamidou diarraPas encore d'évaluation
- Sponsoring and Mécénat in Marketing b2bDocument4 pagesSponsoring and Mécénat in Marketing b2bYoussefPas encore d'évaluation
- Extrait de Comptes Compte 05201 000211075 01 C - C Eurocompte Pro Initial Sprouting Young Minds Au 2022-04-29Document1 pageExtrait de Comptes Compte 05201 000211075 01 C - C Eurocompte Pro Initial Sprouting Young Minds Au 2022-04-29Agar St RosePas encore d'évaluation
- Rapport Financier Annuel 2022 FinalDocument91 pagesRapport Financier Annuel 2022 FinalAHMEDPas encore d'évaluation
- Annales IMF 2008 2020Document97 pagesAnnales IMF 2008 2020Naim mitiasPas encore d'évaluation
- RP STG IscamDocument33 pagesRP STG IscamFetranirina RASAMISONPas encore d'évaluation
- 100 Questions TSPM EXAM BLANCDocument22 pages100 Questions TSPM EXAM BLANCassiliPas encore d'évaluation
- HOUNKI 2021 ArchivageDocument404 pagesHOUNKI 2021 ArchivageMohamed DahbiPas encore d'évaluation
- Compta Analytique SujetDocument1 pageCompta Analytique SujetThianfanga Oumar Sanogo ThianoPas encore d'évaluation
- Rapport 1Document35 pagesRapport 1saida gtifa100% (1)
- Sujets Et Corrections Gestion de Projet Et Création D'entreprise 2013 TLDocument8 pagesSujets Et Corrections Gestion de Projet Et Création D'entreprise 2013 TLlangmia.charles100% (3)
- Yzee ServicesDocument44 pagesYzee ServicesIbrahim DahmanPas encore d'évaluation
- Approche Processus & Pilotage de La PerformanceDocument72 pagesApproche Processus & Pilotage de La PerformanceDorcas RosyPas encore d'évaluation
- ISO 9001 Ed 15Document158 pagesISO 9001 Ed 15SBPas encore d'évaluation
- LE Marketing 1,0: Présenté ParDocument19 pagesLE Marketing 1,0: Présenté ParIheb KridenPas encore d'évaluation
- fpq250 PDFDocument3 pagesfpq250 PDFyapiPas encore d'évaluation
- Song for Brother (Crash Landing on You 愛的迫降 OST Piano Sheet)Document3 pagesSong for Brother (Crash Landing on You 愛的迫降 OST Piano Sheet)...Pas encore d'évaluation
- Dossier Demande RJ LJ PM V10 2022Document9 pagesDossier Demande RJ LJ PM V10 2022IMANE EGIPPas encore d'évaluation
- Rapport DO PDFDocument54 pagesRapport DO PDFmarhforPas encore d'évaluation
- Le Traitement Des Charges Indirectes en Comptabilité AnalytiqueDocument10 pagesLe Traitement Des Charges Indirectes en Comptabilité Analytiquecabeaurey100% (1)
- Ministere de Lenseignement Superieur AmeDocument72 pagesMinistere de Lenseignement Superieur Amekenza bouaalamPas encore d'évaluation
- Fiche Technique Du MUP Génie Des Systèmes de Management Qualité Hygiène Sécurité Et EnvironnementDocument2 pagesFiche Technique Du MUP Génie Des Systèmes de Management Qualité Hygiène Sécurité Et EnvironnementYassine 01Pas encore d'évaluation
- Les Agrégats de La Comptabilité NationaleDocument10 pagesLes Agrégats de La Comptabilité NationaleLechhab MohammedPas encore d'évaluation
- Neoma Business School Neoma Alumni Mag-2206 31Document112 pagesNeoma Business School Neoma Alumni Mag-2206 31Julia HeinemannPas encore d'évaluation
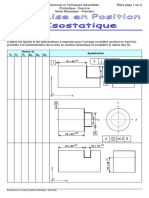
- Exercices Sur La Mise en Position IsostatiqueDocument2 pagesExercices Sur La Mise en Position IsostatiqueFosseni DialloPas encore d'évaluation
- Tableau Synoptique LF 2020Document8 pagesTableau Synoptique LF 2020MEZIANI NabilaPas encore d'évaluation
- Pes 2Document4 pagesPes 2Maoukil TachPas encore d'évaluation
- Note Conceptuelle Et Proramme Du Forum Sur Le Financement Du Secteur Postal en Afrique 3.0Document8 pagesNote Conceptuelle Et Proramme Du Forum Sur Le Financement Du Secteur Postal en Afrique 3.0kobby007Pas encore d'évaluation
- ENT TD6 CalculPrixRevient ExerciceDocument6 pagesENT TD6 CalculPrixRevient ExerciceLauPas encore d'évaluation
- La Vulnerabilite Des Petites Et MoyennesDocument86 pagesLa Vulnerabilite Des Petites Et MoyennesHANAN AIT TALEBPas encore d'évaluation