Vous aimerez peut-être aussi
- 02 MoulageDocument32 pages02 MoulageattouPas encore d'évaluation
- Cours Moulage Ahmed PDFDocument17 pagesCours Moulage Ahmed PDFSamir Kh50% (4)
- Le Moulage en Sable PDFDocument4 pagesLe Moulage en Sable PDFdellmika100% (13)
- Exercice MoulageDocument1 pageExercice MoulageMahrez Zaafouri86% (7)
- TD - MoulageDocument15 pagesTD - MoulageStef Tfh100% (2)
- TD Injection PlastiqueDocument4 pagesTD Injection PlastiqueMounir Douggaz100% (1)
- Regle de Choix de Plan de JointDocument22 pagesRegle de Choix de Plan de JointAyoub Laouinate100% (2)
- Exercice Conditions de Coupe en Tournage ProfDocument8 pagesExercice Conditions de Coupe en Tournage ProfSebastien Moulinié75% (4)
- 1 TD1 Moulage en SableDocument1 page1 TD1 Moulage en Sablenahim100% (1)
- Corrigé - TD de TournageDocument7 pagesCorrigé - TD de TournageMll Ragheb100% (1)
- Élaboration D'un Modèle Réutilisable Avec Portée de Noyau Et NoyauDocument4 pagesÉlaboration D'un Modèle Réutilisable Avec Portée de Noyau Et Noyaukadirikaka100% (1)
- TD MP 1 Moulage BielletteDocument2 pagesTD MP 1 Moulage Biellettekhaled rouabehPas encore d'évaluation
- 2-TD2-Moulage en Sable PDFDocument2 pages2-TD2-Moulage en Sable PDFkhaled rouabehPas encore d'évaluation
- 40 DS Moulage 2016 2017Document4 pages40 DS Moulage 2016 2017Chokri Atef67% (3)
- Exercice 1Document2 pagesExercice 1عدنان كروميPas encore d'évaluation
- Corrigé TD de FraisageDocument5 pagesCorrigé TD de FraisageNabil Jlassi83% (6)
- Exm2015-CorrigeDocument7 pagesExm2015-CorrigeToxic DEVPas encore d'évaluation
- CavalierDocument3 pagesCavalierfgmgpPas encore d'évaluation
- Exercices Usinage CORRIGES Mise en Position IsostatiqueDocument4 pagesExercices Usinage CORRIGES Mise en Position IsostatiqueAwatif BePas encore d'évaluation
- 1 - TD-Couvercle-brut Capable PDFDocument2 pages1 - TD-Couvercle-brut Capable PDFkhaled rouabehPas encore d'évaluation
- TD de TournageDocument4 pagesTD de TournageMll Ragheb100% (5)
- Emboutissage 2émé AnnéeDocument31 pagesEmboutissage 2émé AnnéeMohamed Obey70% (10)
- 09 Transfert de CotesDocument2 pages09 Transfert de CotesSalah Eddine Chouikh100% (3)
- Le MoulageDocument16 pagesLe Moulagemimittta100% (1)
- Compte Rendu TP Tournage PDFDocument4 pagesCompte Rendu TP Tournage PDFRa Him100% (3)
- Fonderie Cours Trace Des Bruts Et Conception Du MouleDocument20 pagesFonderie Cours Trace Des Bruts Et Conception Du MouleEdgard Varela EspinozaPas encore d'évaluation
- Examen À Distance de TP MécaniqueDocument5 pagesExamen À Distance de TP MécaniqueFatima Zahra AmalouPas encore d'évaluation
- 2 EmboutissageDocument33 pages2 EmboutissageHamza RouihemPas encore d'évaluation
- Procédés D'obtention Des ProduitsDocument16 pagesProcédés D'obtention Des ProduitsELMustaphaELMoukhtariPas encore d'évaluation
- Corrigé TD3 PerçageDocument5 pagesCorrigé TD3 PerçageNabil Jlassi50% (2)
- Cours-Etude-Coupe-CFM-Mai-2020-Partie IDocument30 pagesCours-Etude-Coupe-CFM-Mai-2020-Partie Isaif Saadi100% (1)
- 1-Contrat de PhaseDocument2 pages1-Contrat de PhaseRedaAbdraouf60% (5)
- Examens de Rupture-Fatigue-FluageDocument7 pagesExamens de Rupture-Fatigue-FluageAmal Benslimane100% (8)
- Calcul EstampageDocument16 pagesCalcul Estampageyasser50% (2)
- Extrusion Filage EtirageDocument4 pagesExtrusion Filage EtirageZantar Abdelhaq100% (1)
- TD 3 - Temps D'usinageDocument1 pageTD 3 - Temps D'usinageLarbi GueraichePas encore d'évaluation
- 1 Cours Pliage Emboutissage PDFDocument8 pages1 Cours Pliage Emboutissage PDFone0% (1)
- Contrainte D'usinageDocument53 pagesContrainte D'usinagetaha oulkadi86% (7)
- APEF & Contrat de PhaseDocument23 pagesAPEF & Contrat de PhaseMou Hamoudi100% (4)
- TD - Les Conditions de CoupeDocument2 pagesTD - Les Conditions de Coupeعدنان كرومي100% (1)
- Transfert Cotes (TD45) 1Document23 pagesTransfert Cotes (TD45) 1sara91% (11)
- Correction TD Controle de Spécification GéométriqueDocument1 pageCorrection TD Controle de Spécification GéométriqueAzzeddine HdPas encore d'évaluation
- Corrige TD N°7 FraisageDocument27 pagesCorrige TD N°7 FraisageManu CocoPas encore d'évaluation
- Tous Sur Le Mip Et Map PDFDocument5 pagesTous Sur Le Mip Et Map PDFsvans lmsvansi100% (2)
- Isostatisme-Exos 2Document5 pagesIsostatisme-Exos 2Zakaria Nexus100% (7)
- Exercice Cisaillement Sujet 2Document2 pagesExercice Cisaillement Sujet 2Minas Jan0% (2)
- Exercices Sur La Mise en Position Isostatique ProfDocument2 pagesExercices Sur La Mise en Position Isostatique ProfAymen KhalfaouiPas encore d'évaluation
- PDFFFFFF1Document3 pagesPDFFFFFF1Makrem Cherif50% (2)
- UsinageDocument44 pagesUsinageCharaf Leo100% (1)
- 1-Procédés de MoulageDocument119 pages1-Procédés de MoulageimenePas encore d'évaluation
- Chapitre 8 2 PDFDocument45 pagesChapitre 8 2 PDFTabka SouheilPas encore d'évaluation
- Moulage PDFDocument53 pagesMoulage PDFhafid100% (4)
- Proceder de Mise en OeuvreDocument47 pagesProceder de Mise en OeuvreHajbraim Hiba100% (1)
- Procédé de FabricationDocument121 pagesProcédé de Fabricationimane ait baddouPas encore d'évaluation
- MoulageDocument52 pagesMoulageLanjar RanimPas encore d'évaluation
- Chap 1 - Introduction À La Fonderie - Conception de Modèle 2017newDocument35 pagesChap 1 - Introduction À La Fonderie - Conception de Modèle 2017newYessine OmranePas encore d'évaluation
- Chap2 - Outillages Pour Le Moulage en Sable GeneralitesDocument33 pagesChap2 - Outillages Pour Le Moulage en Sable GeneralitesBouthayna HajjiPas encore d'évaluation
- Le MoulageDocument10 pagesLe MoulageHouda Sefi EP SoulaPas encore d'évaluation
- ... 1. Generalite Sur Le MoulageDocument8 pages... 1. Generalite Sur Le MoulagefgmgpPas encore d'évaluation
- Chap 2 Coursmoulage 3080713450383811970Document6 pagesChap 2 Coursmoulage 3080713450383811970Nabil Jlassi100% (1)
- Term. STI GMP PRODUCTIQUE CUH5Document11 pagesTerm. STI GMP PRODUCTIQUE CUH5Nabil JlassiPas encore d'évaluation
- Fascicule de TP Maintenance IndustrielleDocument16 pagesFascicule de TP Maintenance IndustrielleNabil JlassiPas encore d'évaluation
- 09-10 ATI2 OI TP Maintenance TPIII-1Document7 pages09-10 ATI2 OI TP Maintenance TPIII-1Nabil JlassiPas encore d'évaluation
- Chap 2 Coursmoulage 3080713450383811970Document6 pagesChap 2 Coursmoulage 3080713450383811970Nabil Jlassi100% (1)
- Corrigé TD3 PerçageDocument5 pagesCorrigé TD3 PerçageNabil Jlassi50% (2)
- Corrigé TD de FraisageDocument5 pagesCorrigé TD de FraisageNabil Jlassi83% (6)
- Chapitre 8 PROCEDE DE SOUDAGEDocument13 pagesChapitre 8 PROCEDE DE SOUDAGENabil JlassiPas encore d'évaluation
- Etude de La Planification Radio D'un Réseau Umts PDFDocument102 pagesEtude de La Planification Radio D'un Réseau Umts PDFMed Amine CherifPas encore d'évaluation
- Boismortier Re Menor Trompeta y TubaDocument3 pagesBoismortier Re Menor Trompeta y TubaÀngel García MartínezPas encore d'évaluation
- Omelette de Brillat SavarinDocument2 pagesOmelette de Brillat SavarinHPRGPas encore d'évaluation
- La Puce A L'oreille, Feydeau GeorgesDocument91 pagesLa Puce A L'oreille, Feydeau GeorgeseremeevionPas encore d'évaluation
- 13 - 2005 GLNFDocument15 pages13 - 2005 GLNFDesire SaccalPas encore d'évaluation
- Les Modes en MusiqueDocument7 pagesLes Modes en Musiquebeatrice A.PPas encore d'évaluation
- Brioche Hyeroise HVDocument6 pagesBrioche Hyeroise HVSébastien RichezPas encore d'évaluation
- Dracula's America : PrésentationDocument6 pagesDracula's America : PrésentationchasaPas encore d'évaluation
- Cours7 - Meditation de La Parole - Restauration de L'âmeDocument3 pagesCours7 - Meditation de La Parole - Restauration de L'âmeMathias AGPas encore d'évaluation
- POULENC-Les Chemins 2sax AA-pno - Alto Sax 1, 2 Parts PDFDocument8 pagesPOULENC-Les Chemins 2sax AA-pno - Alto Sax 1, 2 Parts PDFJavier TelloPas encore d'évaluation
- Les Caracteristiques de L'estetique BaroqueDocument1 pageLes Caracteristiques de L'estetique BaroqueMarija ErorPas encore d'évaluation
- Cuore VentimiglieseDocument22 pagesCuore VentimiglieseAmoreViolaPas encore d'évaluation
- Le GVDocument5 pagesLe GVElena100% (1)
- 15 SMS POUR DRAGUER UNE FILLE !!.SRTDocument5 pages15 SMS POUR DRAGUER UNE FILLE !!.SRTMarcos MartinezPas encore d'évaluation
- Selection C PDFDocument166 pagesSelection C PDFMalick DiopPas encore d'évaluation
- 3 Dimanche BDocument2 pages3 Dimanche BRalf WolwerinePas encore d'évaluation
- Gilbert Gatore PDFDocument2 pagesGilbert Gatore PDFPOLLYANNA MONTEIRO MICHELOTTOPas encore d'évaluation
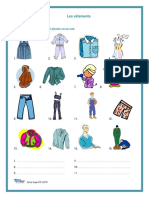
- Les Vetements Exercices Et CorrigeDocument8 pagesLes Vetements Exercices Et CorrigeBelkysGoncalves33% (3)
- Exam Francais 6aep Tantan 2018Document2 pagesExam Francais 6aep Tantan 2018Soufiane ZianiPas encore d'évaluation
- The Role of Discourse Analysis For TranslatorsDocument3 pagesThe Role of Discourse Analysis For TranslatorsChafik HAIF SI HAIFPas encore d'évaluation
- Fine Fine LineDocument7 pagesFine Fine Lineneon__pandaPas encore d'évaluation
- MARIAROSA (Moderato Country) PDFDocument2 pagesMARIAROSA (Moderato Country) PDFLuigi CaggegiPas encore d'évaluation
- Memoire HoldsworthDocument54 pagesMemoire HoldsworthHervé Olsen100% (3)
- Thomson 27lcdb03b Scenium - ManuelDocument25 pagesThomson 27lcdb03b Scenium - Manuelyakaka33Pas encore d'évaluation
- Luther Et Le Luthéranisme, FR Henri Denifle OP, T IIIDocument516 pagesLuther Et Le Luthéranisme, FR Henri Denifle OP, T IIIdfPas encore d'évaluation
- Passage DDocument4 pagesPassage Dpsycoactivo100% (1)
- Evaluation Formative 1Document5 pagesEvaluation Formative 1Boutaina KhiariPas encore d'évaluation
- Roger Dachez - Les Origines de La Maconnerie SpeculativeDocument14 pagesRoger Dachez - Les Origines de La Maconnerie SpeculativeSax_Crus100% (1)
- TP CAO 3D Pompe A MainDocument14 pagesTP CAO 3D Pompe A MainBouraoui Ben AyedPas encore d'évaluation
- Repertoire Des Ateliers Creatifs 05 PDFDocument38 pagesRepertoire Des Ateliers Creatifs 05 PDFdonguiePas encore d'évaluation
- Mingan au 19e siècle: Cycles annuels des Montagnais et politique commerciales de la Compagnie de la Baie d'HudsonD'EverandMingan au 19e siècle: Cycles annuels des Montagnais et politique commerciales de la Compagnie de la Baie d'HudsonPas encore d'évaluation
- Encyclopédie de la magie des cristaux, des pierres précieuses et des métauxD'EverandEncyclopédie de la magie des cristaux, des pierres précieuses et des métauxÉvaluation : 4 sur 5 étoiles4/5 (116)
- Manuel pour les débutants Fabriquez des savons naturelsD'EverandManuel pour les débutants Fabriquez des savons naturelsÉvaluation : 3 sur 5 étoiles3/5 (2)
- Lanthane et lanthanides: Les Grands Articles d'UniversalisD'EverandLanthane et lanthanides: Les Grands Articles d'UniversalisPas encore d'évaluation
- Chromatographie: Les Grands Articles d'UniversalisD'EverandChromatographie: Les Grands Articles d'UniversalisPas encore d'évaluation
- Macromolécules: Les Grands Articles d'UniversalisD'EverandMacromolécules: Les Grands Articles d'UniversalisPas encore d'évaluation
- Les matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesD'EverandLes matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesPas encore d'évaluation
- Le Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.D'EverandLe Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.Pas encore d'évaluation
- La fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirD'EverandLa fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirÉvaluation : 3 sur 5 étoiles3/5 (1)
- YQB - Québec à la conquête de l'air: Québec City. The Sky's the Limit!D'EverandYQB - Québec à la conquête de l'air: Québec City. The Sky's the Limit!Pas encore d'évaluation
- Perturbateurs endocriniens: Où se trouvent-ils ? En quoi sont-ils dangereux ? Comment s'en protéger ?D'EverandPerturbateurs endocriniens: Où se trouvent-ils ? En quoi sont-ils dangereux ? Comment s'en protéger ?Pas encore d'évaluation
- Équilibres en solution: Les Grands Articles d'UniversalisD'EverandÉquilibres en solution: Les Grands Articles d'UniversalisPas encore d'évaluation
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesD'EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesPas encore d'évaluation
- Cristaux: Comment utiliser les cristaux et leur énergie pour améliorer votre vieD'EverandCristaux: Comment utiliser les cristaux et leur énergie pour améliorer votre viePas encore d'évaluation
- Stéréochimie organique: Les Grands Articles d'UniversalisD'EverandStéréochimie organique: Les Grands Articles d'UniversalisPas encore d'évaluation
- Applications de la spectrophotomérie en phytochimie: sciencesD'EverandApplications de la spectrophotomérie en phytochimie: sciencesPas encore d'évaluation
- Vade-mecum du photographe: notice abrégée du daguerréotype et de la photographie sur papierD'EverandVade-mecum du photographe: notice abrégée du daguerréotype et de la photographie sur papierPas encore d'évaluation