Vous aimerez peut-être aussi
- La Méthode SCORE: Mesurer et améliorer les performances opérationnellesD'EverandLa Méthode SCORE: Mesurer et améliorer les performances opérationnellesPas encore d'évaluation
- Audit Externe LogistiqueDocument3 pagesAudit Externe LogistiqueHoub67% (3)
- APQP 3rd EditionDocument5 pagesAPQP 3rd Editionعبد الحقPas encore d'évaluation
- Fiche de Poste Du Responsable de Production, Operations Et TechniquesDocument3 pagesFiche de Poste Du Responsable de Production, Operations Et Techniquescherradinada42Pas encore d'évaluation
- Copie de PDCADocument37 pagesCopie de PDCAYahya AlferdaoussPas encore d'évaluation
- Tableau Lissage de ProductionDocument2 pagesTableau Lissage de ProductionSaraPas encore d'évaluation
- LPA - Layer Process Audit GuidelinesDocument23 pagesLPA - Layer Process Audit Guidelineselyes100% (1)
- Fiche Poste SmahaneDocument3 pagesFiche Poste SmahanefefeelbouzidiPas encore d'évaluation
- Procedure Amelioration ContinueDocument5 pagesProcedure Amelioration ContinueMed Anouar ChaariPas encore d'évaluation
- 0529 - Cours de Formation Plan de SurveillanceDocument17 pages0529 - Cours de Formation Plan de SurveillanceGabrielle CasanovaPas encore d'évaluation
- PQBE03 V 201502Document5 pagesPQBE03 V 201502Said AnejarePas encore d'évaluation
- Interactions Entre EnjeuxDocument2 pagesInteractions Entre Enjeuxlemounes akramPas encore d'évaluation
- Mini Projet AuditDocument8 pagesMini Projet AuditElnBEKKARYPas encore d'évaluation
- Audit Gpec UimmDocument14 pagesAudit Gpec UimmFATIMA ZAHRA AIT HAMD-OUHSAINPas encore d'évaluation
- Processus Production: Objet Rédacteur Destinataire(s)Document14 pagesProcessus Production: Objet Rédacteur Destinataire(s)Hamid AjdodoPas encore d'évaluation
- Audit Qualité Conformité À L'Iso 9001 V 2015Document30 pagesAudit Qualité Conformité À L'Iso 9001 V 2015Noor El Houda DaifPas encore d'évaluation
- Scrum RSKDocument217 pagesScrum RSKJouhaina NasriPas encore d'évaluation
- 0018 - Cours de Formation Approche ProcessusDocument16 pages0018 - Cours de Formation Approche ProcessusGabrielle CasanovaPas encore d'évaluation
- CAP5M - Manufacturing - Formation - QM02 - Contrôle en Cours de Fabrication - 20170410Document24 pagesCAP5M - Manufacturing - Formation - QM02 - Contrôle en Cours de Fabrication - 20170410Il Meravigliosõ AmirPas encore d'évaluation
- Charté SBL OkDocument35 pagesCharté SBL OkYannick MOUEMBATPas encore d'évaluation
- Copie de Module 3.11 Phase de Mise en OeuvreDocument20 pagesCopie de Module 3.11 Phase de Mise en OeuvreNS ALNPas encore d'évaluation
- Trier: Avant Au Cours de La JournéeDocument4 pagesTrier: Avant Au Cours de La JournéeHamid BoubidiPas encore d'évaluation
- CAP5M - Manufacturing - Formation - QM01 - Référentiels Qualité - 20170410Document54 pagesCAP5M - Manufacturing - Formation - QM01 - Référentiels Qualité - 20170410Il Meravigliosõ AmirPas encore d'évaluation
- Erp 2007 2008 Volume 2Document92 pagesErp 2007 2008 Volume 2Radouane LemghariPas encore d'évaluation
- Livrable 1Document32 pagesLivrable 1AMAHZOUNE mohamed100% (1)
- Manager La QualitéDocument7 pagesManager La Qualitéhappi100% (1)
- 08 - Management - de - La - Qualite - Du - ProjetDocument42 pages08 - Management - de - La - Qualite - Du - Projetsilué tinniloh karimPas encore d'évaluation
- Présentation - Macro-Processus SAV Et MPR PDFDocument91 pagesPrésentation - Macro-Processus SAV Et MPR PDFYasmine KHRIBCHI MaltemPas encore d'évaluation
- Lean Management 2Document67 pagesLean Management 2Ikram El GhazouaniPas encore d'évaluation
- Decouvrez Les Outils Lean XLGroupe PDFDocument39 pagesDecouvrez Les Outils Lean XLGroupe PDFchrispo2100% (1)
- Fiche de Poste Responsable QualitéDocument3 pagesFiche de Poste Responsable QualitéamaniPas encore d'évaluation
- Cour Fezazi Iso 9001 v15Document14 pagesCour Fezazi Iso 9001 v15Soukrani AbdeljabbarPas encore d'évaluation
- Étape 1Document8 pagesÉtape 1tantaoui boutainaPas encore d'évaluation
- Fiche Processus QualitéDocument1 pageFiche Processus QualitéPronos Adri100% (1)
- Systeme de Management de La Qualite LPDocument23 pagesSysteme de Management de La Qualite LPSoulemanPas encore d'évaluation
- Formation - Pilotes ProcessusDocument54 pagesFormation - Pilotes Processussof chimiste100% (3)
- Cycle de Vie Des LogicielsDocument121 pagesCycle de Vie Des LogicielsCellestinePas encore d'évaluation
- Pilotage Des ProcessusDocument23 pagesPilotage Des ProcessusChaimae EL MoussaouiPas encore d'évaluation
- METHODOLOGIEDocument22 pagesMETHODOLOGIEmoussi25Pas encore d'évaluation
- 6 Sigma Et Optimisation Des Procedes XLGroupeDocument16 pages6 Sigma Et Optimisation Des Procedes XLGroupemohdebPas encore d'évaluation
- Amélioration Continue COMPLETDocument20 pagesAmélioration Continue COMPLETАнастасия Казмиренко100% (2)
- CQP Mref ReferentielDocument2 pagesCQP Mref ReferentielzongozenPas encore d'évaluation
- SFI35504 CR 65248176a9928Document86 pagesSFI35504 CR 65248176a9928Sidiki DaoPas encore d'évaluation
- CV Seif - 2024Document2 pagesCV Seif - 2024med seifiPas encore d'évaluation
- FDP - Process ManagerDocument4 pagesFDP - Process ManagerChristian MoïsePas encore d'évaluation
- LE PQCDSM & Le PDCADocument22 pagesLE PQCDSM & Le PDCAEmmanuel ZanguePas encore d'évaluation
- Février 2010: Yves Beunon Bruno SECHETDocument8 pagesFévrier 2010: Yves Beunon Bruno SECHETm_haninePas encore d'évaluation
- Cours de Management de La Qualite Et Approche Processus N°8Document24 pagesCours de Management de La Qualite Et Approche Processus N°8Roddy NgailelePas encore d'évaluation
- Gestion Des Flux Et PlanificationDocument3 pagesGestion Des Flux Et PlanificationBenali AnassPas encore d'évaluation
- Etude de Cas Mise en Place SMQDocument11 pagesEtude de Cas Mise en Place SMQLassaad MlkPas encore d'évaluation
- Rapport D'audit Qualité Interne - Processus FCDocument9 pagesRapport D'audit Qualité Interne - Processus FCAya El Hadri100% (1)
- Fiche Programme Q 743 Lutilisation Des Outils de La QualiteDocument1 pageFiche Programme Q 743 Lutilisation Des Outils de La QualiteTomPas encore d'évaluation
- Revue de Direction DQDocument6 pagesRevue de Direction DQsamia Elmajdoubi100% (1)
- 3 Cours ERP Methodes AutresDocument73 pages3 Cours ERP Methodes AutresMOUSSAB MOUATARIFPas encore d'évaluation
- Préparer La Certification Qualité Des Organismes de Formation FormationDocument1 pagePréparer La Certification Qualité Des Organismes de Formation FormationJayBee PortelettePas encore d'évaluation
- La Mise en Place D Un Systeme QualiteDocument33 pagesLa Mise en Place D Un Systeme QualiteAymen HssainiPas encore d'évaluation
- Guide Du Pilote de ProcessusDocument3 pagesGuide Du Pilote de ProcessusAmeenahDeePas encore d'évaluation
- PHSQ-AutoevaluationQualite2019 V10 VDEF 020919Document5 pagesPHSQ-AutoevaluationQualite2019 V10 VDEF 020919Marina Magnin100% (1)
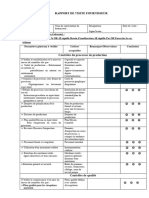
- Rapport de Visite Du FournisseurDocument2 pagesRapport de Visite Du FournisseurScribdTranslationsPas encore d'évaluation
- Fiche Processus SMQDocument2 pagesFiche Processus SMQemanPas encore d'évaluation
- Actions & Propositions EntreprisesDocument4 pagesActions & Propositions Entreprisesnouamane beghitiPas encore d'évaluation
- Pilotage de La Performance XLGroupe - 0Document15 pagesPilotage de La Performance XLGroupe - 0nouamane beghitiPas encore d'évaluation
- Suivi Des Aléas ASC: Aléas Partiel Aléas Total NDI RemarquesDocument2 pagesSuivi Des Aléas ASC: Aléas Partiel Aléas Total NDI Remarquesnouamane beghitiPas encore d'évaluation
- Classification AbcDocument18 pagesClassification Abcnouamane beghitiPas encore d'évaluation
- WBS 1Document1 pageWBS 1nouamane beghitiPas encore d'évaluation
- Project Time ManagementDocument17 pagesProject Time Managementnouamane beghitiPas encore d'évaluation
- SmedDocument10 pagesSmednouamane beghitiPas encore d'évaluation
- TD1 - 07 - 12 - 2019 - CorrigéDocument8 pagesTD1 - 07 - 12 - 2019 - Corrigénouamane beghiti100% (1)
- Checkliste 5 SDocument42 pagesCheckliste 5 Snouamane beghitiPas encore d'évaluation
- Organisation Et ProcessusDocument9 pagesOrganisation Et Processusnouamane beghitiPas encore d'évaluation
- Modelisation Des SDPDocument7 pagesModelisation Des SDPnouamane beghitiPas encore d'évaluation
- Rapport de Stage Dete 1Document30 pagesRapport de Stage Dete 1nouamane beghitiPas encore d'évaluation
- TP1 CorrigéDocument12 pagesTP1 Corrigénouamane beghiti75% (4)
- Yassine Ouazene 2013TROY0025Document126 pagesYassine Ouazene 2013TROY0025nouamane beghitiPas encore d'évaluation
- 5894 U52 CCF 00 Bts Ms Option SefDocument5 pages5894 U52 CCF 00 Bts Ms Option Sefnouamane beghitiPas encore d'évaluation
- Diminution Du Taux de Scrap Des Unites DDocument56 pagesDiminution Du Taux de Scrap Des Unites Dnouamane beghitiPas encore d'évaluation
- INTRODUCTION GENERALE .. ..: SommaireDocument69 pagesINTRODUCTION GENERALE .. ..: SommaireHajkPas encore d'évaluation
- Le Chômage en France: Université Palacký D OlomoucDocument57 pagesLe Chômage en France: Université Palacký D OlomoucChinigami MhPas encore d'évaluation
- Serie 3 IefDocument2 pagesSerie 3 IefD IMPas encore d'évaluation
- Questionnaire MIF (23-03-2016) - Référence 23-03-2016refDocument3 pagesQuestionnaire MIF (23-03-2016) - Référence 23-03-2016refLechelonPas encore d'évaluation
- Les Swaps de Change Et de DevisesDocument19 pagesLes Swaps de Change Et de DevisesChaimaa EssadikPas encore d'évaluation
- Cours PES S3Document58 pagesCours PES S3Boujnah Salma12Pas encore d'évaluation
- 2 PBDocument14 pages2 PBWarda WardaPas encore d'évaluation
- Examen Simulé TraditionnelDocument5 pagesExamen Simulé TraditionnelScribdTranslationsPas encore d'évaluation
- Exageration de La Variation de StockDocument2 pagesExageration de La Variation de StocknzaouvacantPas encore d'évaluation
- Tecnofondi Catalogo Fra 2017Document28 pagesTecnofondi Catalogo Fra 2017SephirothPas encore d'évaluation
- 2022 06 24 Modele de Contrat de Prestations de Nettoyage 1Document11 pages2022 06 24 Modele de Contrat de Prestations de Nettoyage 1zampaligresomedPas encore d'évaluation
- Brice 5Document2 pagesBrice 5nguele lionnelPas encore d'évaluation
- Article 2 Le Crowdfunding Comme Alternative de Financement de Lentrepreneuriat Social Cas Du MarocDocument14 pagesArticle 2 Le Crowdfunding Comme Alternative de Financement de Lentrepreneuriat Social Cas Du MarocSouhail El AyachiPas encore d'évaluation
- RGE - Methodologie - GeneraleDocument34 pagesRGE - Methodologie - GeneraleshamsoudinPas encore d'évaluation
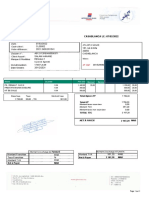
- Facture Inf 013593Document1 pageFacture Inf 013593LOIC STRAGAPEDEPas encore d'évaluation
- EIRL Un Statut ProtecteurDocument14 pagesEIRL Un Statut ProtecteurDembele HervéPas encore d'évaluation
- WWW - Cours Gratuit - Com Id 6933 1Document35 pagesWWW - Cours Gratuit - Com Id 6933 1nsombiPas encore d'évaluation
- Brochure Vip CallDocument13 pagesBrochure Vip Callselma lardjanePas encore d'évaluation
- Guide de L'acquéreur Al OmraneDocument13 pagesGuide de L'acquéreur Al OmranelastoneemperorPas encore d'évaluation
- GF Chap. 4Document3 pagesGF Chap. 4Erblina BekteshiPas encore d'évaluation
- Xsbonfacp1 - 2022-02-07T120023.131Document1 pageXsbonfacp1 - 2022-02-07T120023.131soukaina agnaouPas encore d'évaluation
- Règles Uniformes Financières Et Fiscales (R.U.F.F) : Activité Amont Direction FinancesDocument20 pagesRègles Uniformes Financières Et Fiscales (R.U.F.F) : Activité Amont Direction FinancesRym BoudPas encore d'évaluation
- Catalogue MAVIL 2015Document144 pagesCatalogue MAVIL 2015bePas encore d'évaluation
- 1 GP Exos E11 Allegement Enonce v2020 1Document7 pages1 GP Exos E11 Allegement Enonce v2020 1Rami BenPas encore d'évaluation
- Gestion EntrepotDocument19 pagesGestion Entrepotpol331475Pas encore d'évaluation
- Base de Données D'impacts Environnementaux Des Matériaux Pour Les Ouvrages de GENie CivilDocument10 pagesBase de Données D'impacts Environnementaux Des Matériaux Pour Les Ouvrages de GENie CivildiezPas encore d'évaluation
- L'AuditDocument125 pagesL'AuditAbdelkrim Sadeg100% (1)
- Q1.Economie AppliquéDocument6 pagesQ1.Economie Appliquéou100% (1)
- Le Slip FrançaisDocument3 pagesLe Slip FrançaisAziz MEROUANEPas encore d'évaluation
- Le Maroc Face À La Globalisation FinancièreDocument4 pagesLe Maroc Face À La Globalisation FinancièreSamira ChawniPas encore d'évaluation
- Investir pour les débutants - Démarrer en 10 étapes facilesD'EverandInvestir pour les débutants - Démarrer en 10 étapes facilesÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- 7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueD'Everand7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueÉvaluation : 2.5 sur 5 étoiles2.5/5 (3)
- La comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreD'EverandLa comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreÉvaluation : 2 sur 5 étoiles2/5 (1)
- Le Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiD'EverandLe Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le plan marketing en 4 étapes: Stratégies et étapes clés pour créer des plans de marketing qui fonctionnentD'EverandLe plan marketing en 4 étapes: Stratégies et étapes clés pour créer des plans de marketing qui fonctionnentPas encore d'évaluation
- Agile Practice Guide (French)D'EverandAgile Practice Guide (French)Évaluation : 4 sur 5 étoiles4/5 (2)
- Le money management facile à apprendre: Comment tirer profit des techniques et stratégies de gestion de l'argent pour améliorer l'activité de trading en ligneD'EverandLe money management facile à apprendre: Comment tirer profit des techniques et stratégies de gestion de l'argent pour améliorer l'activité de trading en ligneÉvaluation : 3 sur 5 étoiles3/5 (3)
- Comment Développer Votre Entreprise de Marketing de Réseau en 15 Minutes Par Jour : Rapide ! Efficace ! Fantastique !D'EverandComment Développer Votre Entreprise de Marketing de Réseau en 15 Minutes Par Jour : Rapide ! Efficace ! Fantastique !Évaluation : 4 sur 5 étoiles4/5 (8)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- La communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseD'EverandLa communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsD'EverandLe Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Maîtriser l'Art de la Lettre de Motivation: ...et décrocher plus d'entretiens d'embaucheD'EverandMaîtriser l'Art de la Lettre de Motivation: ...et décrocher plus d'entretiens d'embaucheÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Le marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentD'EverandLe marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentPas encore d'évaluation
- Le dropshipping pour les débutants: Comment vivre de sa boutique E-commerce sans stock, sans investissement et sans expérience.D'EverandLe dropshipping pour les débutants: Comment vivre de sa boutique E-commerce sans stock, sans investissement et sans expérience.Évaluation : 3 sur 5 étoiles3/5 (5)
- Options Binaires: Étapes par étapes guide pour gagner de l'argent à partir du trading l'indice de Volatilite.D'EverandOptions Binaires: Étapes par étapes guide pour gagner de l'argent à partir du trading l'indice de Volatilite.Évaluation : 5 sur 5 étoiles5/5 (1)
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Les Secrets du MLM: Les Secrets des marketers de réseau compétentsD'EverandLes Secrets du MLM: Les Secrets des marketers de réseau compétentsPas encore d'évaluation
- Le jardin des vertueux: Riyad al-SalihinD'EverandLe jardin des vertueux: Riyad al-SalihinÉvaluation : 5 sur 5 étoiles5/5 (1)
- Création d'une start-up à succès de A à Z: Réussir votre Start-up 2.0 Web et MobileD'EverandCréation d'une start-up à succès de A à Z: Réussir votre Start-up 2.0 Web et MobileÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- La psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsD'EverandLa psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsPas encore d'évaluation
- Instagram Marketing Excellence: Découvrez Les Toutes Dernières Stratégies Pour Dominer Instagram Et Booster Vos Ventes!D'EverandInstagram Marketing Excellence: Découvrez Les Toutes Dernières Stratégies Pour Dominer Instagram Et Booster Vos Ventes!Évaluation : 5 sur 5 étoiles5/5 (3)
- Guide OCDE-FAO pour des filières agricoles responsablesD'EverandGuide OCDE-FAO pour des filières agricoles responsablesPas encore d'évaluation
- Ce que vos commerciaux ne font pas et qui vous coûte des millionsD'EverandCe que vos commerciaux ne font pas et qui vous coûte des millionsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Réussir son marketing par courriel : Communiquer - Fidéliser - MonétiserD'EverandRéussir son marketing par courriel : Communiquer - Fidéliser - MonétiserPas encore d'évaluation