Vous aimerez peut-être aussi
- t2 SCH Inf2007Document4 pagest2 SCH Inf2007Moustapha HanePas encore d'évaluation
- TD2 Gemma PDFDocument3 pagesTD2 Gemma PDFyousef ouasfia100% (1)
- TD GrafcetDocument6 pagesTD GrafcetJovy Berny100% (1)
- Devoir 1 EST-1Document6 pagesDevoir 1 EST-1josias zinsouPas encore d'évaluation
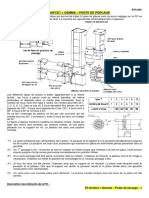
- 12-TD G7 + GEMMA Poste de PerçageDocument3 pages12-TD G7 + GEMMA Poste de PerçageursulaahoulahouPas encore d'évaluation
- Bts Blanc 2elt Ese s1 2023bDocument14 pagesBts Blanc 2elt Ese s1 2023bAbi ClémentPas encore d'évaluation
- Dessin TectnoDocument3 pagesDessin TectnoESSOME ESSOME OLIVIER STEPHANEPas encore d'évaluation
- Sujets Exam AutoDocument3 pagesSujets Exam AutoFth WalterPas encore d'évaluation
- 03 Chapitre 1Document5 pages03 Chapitre 1Firas FirasPas encore d'évaluation
- TD 2 - AutomDocument2 pagesTD 2 - AutomYahiyaoui SofyanePas encore d'évaluation
- Poly TD SAPDocument18 pagesPoly TD SAPOussama BeddaPas encore d'évaluation
- Poly TD API PDFDocument10 pagesPoly TD API PDFKhadija HajadePas encore d'évaluation
- Etude de La Commande PerceuseDocument5 pagesEtude de La Commande PerceuseJUK SPELPas encore d'évaluation
- TD N°3Document6 pagesTD N°3Abdoul Kader OUATTARAPas encore d'évaluation
- TP2 automatismeLAIIDocument6 pagesTP2 automatismeLAIIfakhri menjliPas encore d'évaluation
- td1 AutomatismeDocument6 pagestd1 AutomatismeDhoha GasmiaPas encore d'évaluation
- TD GrafcetDocument10 pagesTD GrafcetMaissa Messi67% (3)
- Est Tle EL 2Document3 pagesEst Tle EL 2josias zinsouPas encore d'évaluation
- Travaux Diriges #2 Exercice N°1:: Transfert de PulvérulentsDocument10 pagesTravaux Diriges #2 Exercice N°1:: Transfert de PulvérulentsAbdoul Kader OUATTARA100% (1)
- TD Grafcet Série2Document3 pagesTD Grafcet Série2Wiam MahboubPas encore d'évaluation
- Tte95ce1 PDFDocument4 pagesTte95ce1 PDFphoto videoPas encore d'évaluation
- Tte 95 Ce 1Document4 pagesTte 95 Ce 1l mPas encore d'évaluation
- TD1 Automatisme - GRAFCETDocument11 pagesTD1 Automatisme - GRAFCETFadila FE100% (2)
- BTS Schéma-AutoDocument3 pagesBTS Schéma-Autondiayemalick1008Pas encore d'évaluation
- Commande 2Document2 pagesCommande 2Bob MinkaPas encore d'évaluation
- Eps Ii 1Document12 pagesEps Ii 1Albertø Là VïtëssëPas encore d'évaluation
- Auto - 1 - 2023 OkDocument8 pagesAuto - 1 - 2023 OkfjosephfabricePas encore d'évaluation
- 2D1S TleF3 ESTDocument2 pages2D1S TleF3 ESTjosias zinsouPas encore d'évaluation
- GRAFCET - Exercices Exercice 1 - Unité de PerçageDocument10 pagesGRAFCET - Exercices Exercice 1 - Unité de Perçagemehdi100% (2)
- Examen APIDocument4 pagesExamen APIHana Khemissi100% (1)
- Exercice Grafcet ApiDocument4 pagesExercice Grafcet Apihammardjamel.0Pas encore d'évaluation
- TD N2 AutomatismeDocument4 pagesTD N2 AutomatismeYouness Bakache100% (4)
- Automatisme: TD3: Cahier Des ChargesDocument2 pagesAutomatisme: TD3: Cahier Des ChargesVincenzo Hicham DimarcoPas encore d'évaluation
- Les 3 TD ApiDocument3 pagesLes 3 TD ApiJiba LassryPas encore d'évaluation
- Schéma AutoDocument10 pagesSchéma AutoKaneki KenPas encore d'évaluation
- TP3 2020Document3 pagesTP3 2020Allaoua LalaounaPas encore d'évaluation
- TP2 - Commande Systemes Electriques II - OnLineDocument7 pagesTP2 - Commande Systemes Electriques II - OnLineKamel TayahiPas encore d'évaluation
- Cahier Des ChargesDocument14 pagesCahier Des ChargesRadouan Sahb100% (2)
- TD ApiDocument8 pagesTD ApibouchraPas encore d'évaluation
- S1_circuit_Cd_cablés_sécurités_15-11-2017Document22 pagesS1_circuit_Cd_cablés_sécurités_15-11-2017poste.sourceassilahPas encore d'évaluation
- TD 2 ModifieDocument6 pagesTD 2 ModifieMartinien YawoloPas encore d'évaluation
- Objectifs: - Systèmes Logiques - Capteurs-Actionneurs - Programmation Des APIDocument3 pagesObjectifs: - Systèmes Logiques - Capteurs-Actionneurs - Programmation Des APIRefka Kaabi100% (1)
- Poste Automatique de Séchage Et D'évacuation: RoyaumeDocument53 pagesPoste Automatique de Séchage Et D'évacuation: RoyaumeAbdelhakimPas encore d'évaluation
- Devoir SurveilleDocument2 pagesDevoir SurveilleMoulayMoulyPas encore d'évaluation
- KKKKKKKKKKDocument4 pagesKKKKKKKKKKAbderrahmane WardiPas encore d'évaluation
- Graf Cet Exercice SDocument15 pagesGraf Cet Exercice SHichem Hamdi50% (2)
- DEV3_SHEMA BAC F3Document3 pagesDEV3_SHEMA BAC F3Daouda OUEDRAOGOPas encore d'évaluation
- Corri TD3 2020Document7 pagesCorri TD3 2020Anisse HimeurPas encore d'évaluation
- DS-2Ing-AutInd 2016Document3 pagesDS-2Ing-AutInd 2016Nouha MnassriPas encore d'évaluation
- Chap8 Aut Log Vol3 v2Document19 pagesChap8 Aut Log Vol3 v2Phoe NixPas encore d'évaluation
- YossDocument18 pagesYossemersonmoubokounou464Pas encore d'évaluation
- ANALYSE DESCENDANT (Ex)Document4 pagesANALYSE DESCENDANT (Ex)Med FilaliPas encore d'évaluation
- TD n3 PDFDocument3 pagesTD n3 PDFsaadoniPas encore d'évaluation
- G7-Ex6 Machine-Rainur PDFDocument6 pagesG7-Ex6 Machine-Rainur PDFKhaled OuniPas encore d'évaluation
- TP Auto PercageDocument21 pagesTP Auto PercagekaoutarPas encore d'évaluation
- Devoir Du Premier TrimestreDocument2 pagesDevoir Du Premier Trimestrejosias zinsouPas encore d'évaluation
- Eff Emi 2012 THDocument6 pagesEff Emi 2012 THInteg StiPas encore d'évaluation
- Groupe 7Document2 pagesGroupe 7josias zinsouPas encore d'évaluation
- Force Et ChampDocument4 pagesForce Et Champjosias zinsouPas encore d'évaluation
- Epreuve Constr Meca T1 1er GR 2023Document6 pagesEpreuve Constr Meca T1 1er GR 2023josias zinsouPas encore d'évaluation
- CN1 T3Document2 pagesCN1 T3josias zinsouPas encore d'évaluation
- Epreuve Electrotech t2 1er GR 2023Document3 pagesEpreuve Electrotech t2 1er GR 2023josias zinsouPas encore d'évaluation
- Groupe 8Document2 pagesGroupe 8josias zinsouPas encore d'évaluation
- Electricite GeneraleDocument32 pagesElectricite Generalejosias zinsouPas encore d'évaluation
- Epreuve Delectricite T1 1er GR 2023Document1 pageEpreuve Delectricite T1 1er GR 2023josias zinsouPas encore d'évaluation
- Groupe 5Document1 pageGroupe 5josias zinsou100% (1)
- 2ème Contrôle Du 2ème TrimestreDocument1 page2ème Contrôle Du 2ème Trimestrejosias zinsouPas encore d'évaluation
- TD ElectroDocument4 pagesTD Electrojosias zinsouPas encore d'évaluation
- Série D'exercices N°1 - Physique - Loi de Coulomb Champ Électrique - 3ème Informatique (2017-2018) MR Hedfi KhemaisDocument3 pagesSérie D'exercices N°1 - Physique - Loi de Coulomb Champ Électrique - 3ème Informatique (2017-2018) MR Hedfi Khemaisjosias zinsouPas encore d'évaluation
- Exercice Ts 1ère f3Document6 pagesExercice Ts 1ère f3josias zinsouPas encore d'évaluation
- Examan Blanc CapDocument4 pagesExaman Blanc Capjosias zinsouPas encore d'évaluation
- Controle 1 2021-2022Document1 pageControle 1 2021-2022josias zinsouPas encore d'évaluation
- 2ème Devoir Du 1er SemetreDocument2 pages2ème Devoir Du 1er Semetrejosias zinsouPas encore d'évaluation
- Controle 1 2022 - 2023Document1 pageControle 1 2022 - 2023josias zinsouPas encore d'évaluation
- EST Tle F3Document3 pagesEST Tle F3josias zinsouPas encore d'évaluation
- Schéma TleDocument8 pagesSchéma Tlejosias zinsouPas encore d'évaluation
- Travaux Diriges de Schema Automatism1Document2 pagesTravaux Diriges de Schema Automatism1josias zinsouPas encore d'évaluation
- Est Tle EL 2Document3 pagesEst Tle EL 2josias zinsouPas encore d'évaluation
- Devoir 2 Semestre 1Document5 pagesDevoir 2 Semestre 1josias zinsouPas encore d'évaluation
- Examen Blanc Pobe2022 Est2Document4 pagesExamen Blanc Pobe2022 Est2josias zinsouPas encore d'évaluation
- Devoir 1 ESTDocument3 pagesDevoir 1 ESTjosias zinsouPas encore d'évaluation
- TRAVAUX DIRIGES EN ETUDE DE SYSTEME TECHNIQUE OkDocument3 pagesTRAVAUX DIRIGES EN ETUDE DE SYSTEME TECHNIQUE Okjosias zinsou100% (1)
- CR #4 Electrotechnique 3AIELDocument2 pagesCR #4 Electrotechnique 3AIELjosias zinsou100% (1)
- Contrôle N2 TerminaleDocument3 pagesContrôle N2 Terminalejosias zinsouPas encore d'évaluation
- Systeme de Lavage AUTOMATIQUE DE Véhicules: VerteDocument20 pagesSysteme de Lavage AUTOMATIQUE DE Véhicules: Vertejosias zinsouPas encore d'évaluation
- TC600 - F SPINNERDocument12 pagesTC600 - F SPINNERKali AbdennourPas encore d'évaluation
- VIKING MB-650-KS Vues ÉclatéesDocument33 pagesVIKING MB-650-KS Vues ÉclatéesLeRodeurPas encore d'évaluation
- Fabrication MécaniqueDocument57 pagesFabrication Mécaniquekhalil labidiPas encore d'évaluation
- Fabrication TournageDocument7 pagesFabrication Tournagetaha oulkadi100% (1)
- TD1.3. - Exercice 1Document1 pageTD1.3. - Exercice 1Mackenzie Moran100% (2)
- QCM API Cosider BiskraDocument7 pagesQCM API Cosider BiskraDanem HalasPas encore d'évaluation
- Le PerçageDocument11 pagesLe PerçageSafouane Ben AmorPas encore d'évaluation
- COURS Filetages Taraudages Professeur PDFDocument5 pagesCOURS Filetages Taraudages Professeur PDFakouPas encore d'évaluation
- Corrigé FinalDocument4 pagesCorrigé FinalSouheil BOUCHAIBPas encore d'évaluation
- TFM Eff Liste de Matiere D'œuvre V1 OkDocument1 pageTFM Eff Liste de Matiere D'œuvre V1 Okbadr hadriPas encore d'évaluation
- Not 200 Verins HB LSDocument20 pagesNot 200 Verins HB LSMazéPas encore d'évaluation
- 4 - Mâchoire Mobile - Rapport TechniqueDocument2 pages4 - Mâchoire Mobile - Rapport Techniquez9zs5vchyvPas encore d'évaluation
- Examens UsinageDocument22 pagesExamens Usinagesalma ihssanPas encore d'évaluation
- 2-Programmation Des MOCN-corrigéDocument6 pages2-Programmation Des MOCN-corrigéatoha00775% (4)
- Efm Eljorf TFM V2Document4 pagesEfm Eljorf TFM V2Wail AhdadouchPas encore d'évaluation
- 3 - Annexe 3 - Machines OutilsDocument20 pages3 - Annexe 3 - Machines OutilsAmine AmmariPas encore d'évaluation
- Chapitre 10 FraisageDocument22 pagesChapitre 10 FraisageKhaled GammoudiPas encore d'évaluation
- Usinage ManuelDocument101 pagesUsinage ManuelIssam OublaPas encore d'évaluation
- Kaindl BGS20Document18 pagesKaindl BGS20Laurent Enfield TricassesPas encore d'évaluation
- Diaporama - SAEEDocument25 pagesDiaporama - SAEEcisar0007Pas encore d'évaluation
- Gamme D Usinage de La Piece 2Document3 pagesGamme D Usinage de La Piece 2Med RTPas encore d'évaluation
- Acero w302Document12 pagesAcero w302Juanjhos120Pas encore d'évaluation
- Fabrication MecaniqueDocument39 pagesFabrication MecaniqueLarax123100% (8)
- Exemple Complet Butée ÉclipsableDocument6 pagesExemple Complet Butée Éclipsablejemai67% (3)
- DocumentDocument10 pagesDocumentDavid HoffmanPas encore d'évaluation
- Fiches Pedagogiques 2021-2022Document26 pagesFiches Pedagogiques 2021-2022Aziz Kabore100% (1)
- Chapitre 02 Les Conditions de CoupeDocument4 pagesChapitre 02 Les Conditions de CoupeMdimagh Mourad100% (1)
- M10 - Travaux D'établi Et Réalisation D'opérations de Perçage Et de Taraudage 45h 1er AnnéeDocument89 pagesM10 - Travaux D'établi Et Réalisation D'opérations de Perçage Et de Taraudage 45h 1er AnnéeMOHAM BELHOUDAPas encore d'évaluation
- SoudageArcSousAtmospherePROF2 PDFDocument11 pagesSoudageArcSousAtmospherePROF2 PDFLuc Mutombo MukuluPas encore d'évaluation
- 14.chapitre IV - Manchon D'accouplementDocument6 pages14.chapitre IV - Manchon D'accouplementsalah eddinePas encore d'évaluation