Vous aimerez peut-être aussi
- Cinétique Chimique Pour L3 Genie Des Procédés - Genie ChimiqueDocument452 pagesCinétique Chimique Pour L3 Genie Des Procédés - Genie ChimiqueMOUSSADEK Yahia Abdel Illah100% (1)
- Exercices d'intégrales de lignes, de surfaces et de volumesD'EverandExercices d'intégrales de lignes, de surfaces et de volumesPas encore d'évaluation
- SolidworksDocument127 pagesSolidworksBram's U Yafelman100% (2)
- Cours de MacroéconomieDocument35 pagesCours de MacroéconomieCaroline Baillez100% (1)
- Mecanique TP 1 Compte Rendu (V 1)Document7 pagesMecanique TP 1 Compte Rendu (V 1)mayssam benmim100% (1)
- Rapport de StageDocument15 pagesRapport de StageYounes Nassir100% (1)
- TP Commande D'une Machine MCCDocument8 pagesTP Commande D'une Machine MCCMajected92Pas encore d'évaluation
- TD Turbomachine CorrectionDocument9 pagesTD Turbomachine CorrectionRiadh BelmiloudPas encore d'évaluation
- Calcul Préstations RéciproquesDocument2 pagesCalcul Préstations RéciproquesSwelLuvsYou100% (2)
- Réacteurs Fluide Solide Catalytique (Partie E)Document5 pagesRéacteurs Fluide Solide Catalytique (Partie E)Siamo Quenn100% (2)
- Volatilité de Taux de Change Et Son Impact Sur Les Investissements ÉtrangersDocument21 pagesVolatilité de Taux de Change Et Son Impact Sur Les Investissements ÉtrangersIssam KatouiPas encore d'évaluation
- 4-Exercices CorrigéDocument10 pages4-Exercices CorrigéalemPas encore d'évaluation
- CH 4 - Solution Des ExercicesDocument4 pagesCH 4 - Solution Des Exercicesadel Mansour100% (3)
- 6-Exercic Suite Chap2Document12 pages6-Exercic Suite Chap2alemPas encore d'évaluation
- Mésure de DébitDocument7 pagesMésure de DébitSalim Boual100% (2)
- Centre Du PressionDocument3 pagesCentre Du Pressiontarektnt700075% (4)
- Etude Des Pompes PDFDocument14 pagesEtude Des Pompes PDFamjed_de_enimPas encore d'évaluation
- Corrigé - TD - Liaison de Roue de Réducteur-Vis FinalDocument4 pagesCorrigé - TD - Liaison de Roue de Réducteur-Vis FinalIkram El JamaiPas encore d'évaluation
- Choix Et Dimensionnement Des Actionneurs Et Des Accessoires Du Circuit Hydraulique Du Chargeur Sur ChenilleDocument16 pagesChoix Et Dimensionnement Des Actionneurs Et Des Accessoires Du Circuit Hydraulique Du Chargeur Sur Chenillejannane50% (2)
- 10 Intrebari ComuneDocument4 pages10 Intrebari ComuneGeorge Holostencu100% (1)
- Partie IIDocument6 pagesPartie IImélissa mekkarPas encore d'évaluation
- Corrige - TDDocument6 pagesCorrige - TDDouha MOUFADILPas encore d'évaluation
- TP Mecanique 1Document12 pagesTP Mecanique 1Mahmoud Hajj ChehadePas encore d'évaluation
- pompes-volumetriquesDocument6 pagespompes-volumetriquesDhia AdouniPas encore d'évaluation
- Null PDFDocument5 pagesNull PDFAnass El KasmaouiPas encore d'évaluation
- TP I Etude Des Caractéristiques Fondamentales D'une Pompe CentrifugeDocument9 pagesTP I Etude Des Caractéristiques Fondamentales D'une Pompe CentrifugeBah Khalil100% (2)
- TP mdf1Document3 pagesTP mdf1Rana HnaPas encore d'évaluation
- Chapitre 1Document7 pagesChapitre 1algPas encore d'évaluation
- TP Perte de Charge Groupe 14 - 1Document20 pagesTP Perte de Charge Groupe 14 - 1BarryPas encore d'évaluation
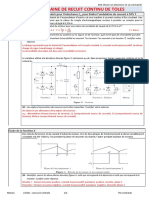
- dm14 - dc04 - Chaine de Recuit Suite-CorDocument6 pagesdm14 - dc04 - Chaine de Recuit Suite-CorPenda NiassPas encore d'évaluation
- Corrigé DS Méca Flu 2023Document3 pagesCorrigé DS Méca Flu 2023montassar.gharbi420Pas encore d'évaluation
- MDF Exam 19Document2 pagesMDF Exam 19Meryem MeryemPas encore d'évaluation
- II. 6. Théorie Des Pompes Centrifuges: 6. 1. Triangle Des VitessesDocument5 pagesII. 6. Théorie Des Pompes Centrifuges: 6. 1. Triangle Des VitessesYahia Herzallah100% (1)
- CR-TP-RH-BHLDocument19 pagesCR-TP-RH-BHLCamelia BensmaiaPas encore d'évaluation
- Longrine de RedressementDocument9 pagesLongrine de RedressementOnanena FaldiPas encore d'évaluation
- Dynamique Des Fluides IncompressiblesDocument12 pagesDynamique Des Fluides IncompressiblesAyoubPas encore d'évaluation
- Thermopropulsion II - Chapitre IIIDocument9 pagesThermopropulsion II - Chapitre IIIzeblaouarPas encore d'évaluation
- Les PompesDocument30 pagesLes PompesybenguennyPas encore d'évaluation
- Fonctionnement de La Pompe PDFDocument11 pagesFonctionnement de La Pompe PDFhelmi1924Pas encore d'évaluation
- Chap V MACHINE THERMIQUE - ST - GC - GEDocument19 pagesChap V MACHINE THERMIQUE - ST - GC - GEJean Marc LengePas encore d'évaluation
- Corriges ENGA2021Document35 pagesCorriges ENGA2021Marona GIRABIPas encore d'évaluation
- Travaux Pratiques VDocument3 pagesTravaux Pratiques VKim KydaniPas encore d'évaluation
- Corriges ENGA2017Document21 pagesCorriges ENGA2017Kahina Dahmani100% (1)
- TP1 Venturi TP2 Verification de L'équation de BernoulliDocument9 pagesTP1 Venturi TP2 Verification de L'équation de BernoulliLï NàPas encore d'évaluation
- TipeDocument30 pagesTipejawaherqqnPas encore d'évaluation
- 4 Etude de Cas Systemes HydroliqueDocument45 pages4 Etude de Cas Systemes HydroliqueAli TrikiPas encore d'évaluation
- TP 5Document10 pagesTP 5Nassib TarikPas encore d'évaluation
- TP Final RahbaouiDocument17 pagesTP Final RahbaouiOUMAIMA ENNAMICHEPas encore d'évaluation
- TP Du Turbomachines-PompesDocument12 pagesTP Du Turbomachines-PompesISMAIL EL KHADDARPas encore d'évaluation
- SN°1MD Fluides SMP (S6) SMC (S4)Document6 pagesSN°1MD Fluides SMP (S6) SMC (S4)rachida lakaazPas encore d'évaluation
- Chap4 1Document20 pagesChap4 1Wassim GarredPas encore d'évaluation
- TP 1 MDFDocument9 pagesTP 1 MDFbouchPas encore d'évaluation
- Chap I Machines Et Systèmes EnergétiquesDocument11 pagesChap I Machines Et Systèmes EnergétiquesAsma MensiPas encore d'évaluation
- Echangeur de ChaleurDocument46 pagesEchangeur de ChaleurOurdane MerouanePas encore d'évaluation
- Chapitre 1Document4 pagesChapitre 1Charaf LeoPas encore d'évaluation
- Excercices PDFDocument10 pagesExcercices PDFMalek Bennabi100% (1)
- TD 3 Et CorrectionDocument10 pagesTD 3 Et CorrectionCǿêûr Ðê PîirâtêPas encore d'évaluation
- tp03 Cric 1112Document8 pagestp03 Cric 1112Serge SoursouPas encore d'évaluation
- 2 PompesDocument11 pages2 PompesElouadini AymanPas encore d'évaluation
- CCMP-PSI-2021-BassinTractionLHEEA-Sujet (4)Document36 pagesCCMP-PSI-2021-BassinTractionLHEEA-Sujet (4)Nizar SahidPas encore d'évaluation
- Pompe 1Document16 pagesPompe 1Saif ElgharselleouiPas encore d'évaluation
- 215-1 - Maths - Compte Rendu Méthodes D - Optimisation NumériqueDocument17 pages215-1 - Maths - Compte Rendu Méthodes D - Optimisation NumériquejeanPas encore d'évaluation
- 215-1 - Maths - ED Méthodes Numériques D - OptimisationDocument3 pages215-1 - Maths - ED Méthodes Numériques D - OptimisationjeanPas encore d'évaluation
- RapportDocument25 pagesRapportjeanPas encore d'évaluation
- Projet Modelisation MOCN CDC V2Document23 pagesProjet Modelisation MOCN CDC V2jeanPas encore d'évaluation
- Rapport TP1 EEA Beltran CharrierDocument10 pagesRapport TP1 EEA Beltran CharrierjeanPas encore d'évaluation
- Modélisation Bond Graph AMESimDocument14 pagesModélisation Bond Graph AMESimjeanPas encore d'évaluation
- Rapport D'exercice Sur L'utilisation de l'IA RDocument7 pagesRapport D'exercice Sur L'utilisation de l'IA RjeanPas encore d'évaluation
- Etude D'axe de Machine Outils Pour Jumeaux NumériqueDocument14 pagesEtude D'axe de Machine Outils Pour Jumeaux NumériquejeanPas encore d'évaluation
- Rapport D'études de Retrofitage/amélioration de Machine OutilsDocument17 pagesRapport D'études de Retrofitage/amélioration de Machine OutilsjeanPas encore d'évaluation
- Chapitre II BM GHODBANEDocument19 pagesChapitre II BM GHODBANESennaoui LaraPas encore d'évaluation
- S7.5 Compactage CoursDocument14 pagesS7.5 Compactage CoursNakoulma FaridatouPas encore d'évaluation
- P2 Encadré - Normes Pers OMSDocument2 pagesP2 Encadré - Normes Pers OMSAlberto GeorgePas encore d'évaluation
- 1492 In098 - Mu e PDFDocument6 pages1492 In098 - Mu e PDFjesusortegavPas encore d'évaluation
- ProsecaDocument5 pagesProsecafidelASPas encore d'évaluation
- Chapitre 2 - Notion de BilanDocument29 pagesChapitre 2 - Notion de BilanMaàma Traoré100% (1)
- Techniques D'irrigation - GME&EM (1èrep-2015Document164 pagesTechniques D'irrigation - GME&EM (1èrep-2015El Amine Bniaiche100% (6)
- Feuille de Route Vers L Industrie Electronique Du FuturDocument140 pagesFeuille de Route Vers L Industrie Electronique Du FuturJourdan MbappePas encore d'évaluation
- NT 007Document14 pagesNT 007Sofiane AoudiaPas encore d'évaluation
- BiomassDocument15 pagesBiomassAleaPas encore d'évaluation
- Correction Du Sujet de Finance D'entreprise MMADocument3 pagesCorrection Du Sujet de Finance D'entreprise MMAKevin NguemaPas encore d'évaluation
- Les Secrets de Lautomatisation YoutubeDocument35 pagesLes Secrets de Lautomatisation Youtubekbcyf8nj6dPas encore d'évaluation
- TP - 4 Mach - HydrDocument3 pagesTP - 4 Mach - HydrIsmail EzzaraaPas encore d'évaluation
- XP Cen Iso-Ts 17892-10Document19 pagesXP Cen Iso-Ts 17892-10Kouassi JaurèsPas encore d'évaluation
- Support de Formation EcologiqueDocument25 pagesSupport de Formation EcologiqueOstine Erold100% (1)
- Tutoriel Pstage Pour Les EtudiantsDocument16 pagesTutoriel Pstage Pour Les EtudiantsmessiliadjoPas encore d'évaluation
- Ouvrage Performance 0702Document194 pagesOuvrage Performance 0702sosi2020Pas encore d'évaluation
- M1 - Gestion Des Processus Et de La Qualité - TDDocument15 pagesM1 - Gestion Des Processus Et de La Qualité - TDdtlnl889Pas encore d'évaluation
- CSC Computer Sciences International S.À R.L. 2015Document18 pagesCSC Computer Sciences International S.À R.L. 2015LuxembourgAtaGlancePas encore d'évaluation
- SDG 28538 Broch Certif WEB 2023 2024Document12 pagesSDG 28538 Broch Certif WEB 2023 2024Coulibaly Youssouf n'goloPas encore d'évaluation
- Loi N 003 2006 Du 25 Avril 2006 Relative A La Declaration Des Biens Et AvoirsDocument6 pagesLoi N 003 2006 Du 25 Avril 2006 Relative A La Declaration Des Biens Et AvoirsCFP PROFISCAL SARLPas encore d'évaluation
- PPP Et HDLCDocument15 pagesPPP Et HDLCimanePas encore d'évaluation
- Résumé Plan FinancierDocument25 pagesRésumé Plan FinancierSahar HammoudaPas encore d'évaluation