Académique Documents
Professionnel Documents
Culture Documents
Text 1
Transféré par
Azzeddine EL-OhnTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Text 1
Transféré par
Azzeddine EL-OhnDroits d'auteur :
Formats disponibles
Royaume du Maroc
OFFICE DE LA FORMATION PROFESSIONNELLE ET DE LA PROMOTION DU TRAVAIL
2. LES AUTOMATES PROGRAMMABLES INDUSTRIELS 2-2
2.1 Introduction 2-2
2.1.1 Historique ............................................................................................................... 2-2
2.1.2 Les domaines d’applications .................................................................................. 2-2
2.2 Exemple d’automatisme 2-3
2.2.1 Séquence en mode automatique du système d’élévateur ....................................... 2-3
2.2.2 En mode manuel ..................................................................................................... 2-3
2.2.3 Le bouton d’arrêt .................................................................................................... 2-3
2.3 Les types d’automates Programmables Industriels (API) 2-4
2.4 Structure de l’automate programmable industriel 2-5
2.4.1 Interface d’entrée .................................................................................................... 2-5
2.4.2 Interface de sortie ................................................................................................... 2-5
2.4.3 La mémoire interne ................................................................................................ 2-6
2.4.4 La mémoire BIT ..................................................................................................... 2-6
2.4.5 La mémoire MOT ................................................................................................... 2-7
2.4.6 Cycle d’opération ................................................................................................... 2-7
2.5 Les branchements électriques 2-8
2.5.1 L’automate programmable ..................................................................................... 2-8
2.5.2 Alimentation des sorties ......................................................................................... 2-8
2.5.3 Alimentation des entrées ........................................................................................ 2-8
2.5.4 Référence ................................................................................................................ 2-9
2.5.5 Les fusibles et les disjoncteurs ............................................................................. 2-10
2.5.6 Le bruit électrique ................................................................................................ 2-10
2.5.7 Règles à suivre lors de l’installation électrique .................................................... 2-11
2.5.8 Installation mécanique.......................................................................................... 2-11
2.6 Les Modules 2-12
2.6.1 Représentation des branchements des modules d’un SLC-500............................ 2-12
2.6.2 Spécifications des modules d’E/S d’un SLC-500 ................................................ 2-13
2.6.3 Langage de programmation .................................................................................. 2-15
2.6.4 Les divers langage de programmation ................................................................. 2-15
2.6.5 Programmation ladder (exemple d’un démarreur de moteur) .............................. 2-16
2.7 Définitions de quelques termes 2-17
2.8 Annexe A : Monte-Charge 2-18
2.9 Annexe B : Système double de pompes en station 2-21
Résumé de Théorie Automates Programmables I
Les Automates Programmables Industriels Page 2-1 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2. Les Automates Programmables Industriels
2.1 Introduction
2.1.1 Historique
De la construction des grandes pyramides d’Égypte en passant par le programme spatiale
américain, l’être humain tente toujours d’automatiser les tâches monotones, répétitives et
dangeureuses. De grande découverte en grande découverte, l’homme se sert de moins en moins
de ses bras et de plus en plus de son intelligence. Après l’apparition du levier et l’utilisation de
la vapeur, c’est l’apparition des semiconducteurs, dans les années 50, qui révolutionne le monde
industriel. À la fin des années 60, un premier automate programmable muni d’un
microprocesseur fait son apparition dans l’industrie automobile.
Cette technologie a tôt fait de remplacer les circuits à relais dans la conception de chaînes de
montage. Bien que les relais se retrouvent encore dans divers équipements, l’utilisation à grande
échelle de ce composant est chose du passé. Ils demandaient un appel de courant trop important,
une installation laborieuse et beaucoup trop d’espace en plus d’être peu flexible et difficile à
dépanner. De plus, le bruit et l’usure des contatcs mécaniques étaient souvent source de
problèmes. La complexité et l’ampleur de ce type d’installation faisaient en sorte que seuls des
électriciens d’expérience ou ayant pris part à l’installation du panneau de contrôle étaient en
mesure de solutionner les pannes.
La venue des Automates Programmables Industriels (API)1, avec leur solution programmée,
réduit de beaucoup l’espace requis pour l’installation, simplifie le filage et élimine
complètement le bruit; les modifications de l’automatisme deviennent presque un jeu d’enfant.
Les électriciens, selon la majorité des experts, ont alors vu leur tâche simplifiée. Par contre,
Dans les années 70 et 80, les électriciens de longue date vous auraient peut-être dit qu’ils avaient
vu leur tâche se complexifier avec la venue de la programmation sur clavier ou par ordinateur.
Peu importe, il est certain que les microprocesseurs à transformer et à modifier, de façon
permanente, la façon de contrôler les machines industrielles. Ainsi, la plupart de électriciens
doivent se recycler ou s’adapter à cette nouvelle réalité du marché du travail.
2.1.2 Les domaines d’applications
Les domaines d’application des automates programmables industriels sont, à ce jour, très
diversifiés qu’il est presque impossible de citer une industrie qui ne les utilise pas. De la station
de pompage au remplissage des bouteilles de boisson gazeuse, l’API se retrouve dans tous les
champs d’application.
Les automates de type monobloc se retrouve dans des applications simples tels le contrôle d’une
grande roue dans un parc d’amusement ou encore le contrôle d’un lave-auto dans une station
service. Les API modulaires se retrouvent dans des applications d’envergure et plus complexes
telles l’industrie automobile, les papetières, l’industrie manufacturière, les siderurgies,
l’industrie de transformation alimentaire, les sociétés de transports, etc.
Qu’il s’agisse de contrôler un robot, des convoyeurs, un système pneumatique ou hydraulique,
les API peuvent maîtriser toutes sortes de problèmes. Que ce soit un contrôle à courant continu
ou à courants alternatif, numérique ou analogique, du plus simple au plus compelexe, les API
peuvent s’adapter facilement au besoin du client.
1
En anglais, PLC de Programmable Logic Controller
Les Automates Programmables Industriels Page 2-2 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.2 Exemple d’automatisme
Il existe des automatismes complexes et d’autres beaucoup plus simples. Dans le cadre de nos
discussions, nous analyserons des systèmes de petites envergures, donc relativement simples. Un
de ces exemples se trouve à l’annexe A sous forme de diagramme électrique à relais.
Ce système est installé dans un grand quotidien de Montréal, ici le journal La Presse.
L’élévateur permet de monter les rouleaux de papier du sous-sol de l’édifice vers le premier
étage.
On retrouve, dans les automatismes, deux sections bien distinctes, à savoir la partie commande
(contrôle) et la section commandée (puissance). Dans l’exemple du monte-charge de l’annexe A
(2-18), la partie commande utilise la technologie des relais de contrôle. Ce cours nous permettra,
en autre, de transformer ces systèmes à relais par des contrôles utilisant les automates
programmables industriels.
2.2.1 Séquence en mode automatique du système d’élévateur
Lorsque l’opérateur apporte un rouleau, il le dépose sur le système à bascule du poussoir #1. Le
rouleau actionne alors S2 et S3. Si le monte-charge n’est pas présent au sous-sol, le poussoir
reste inactif. Si le monte-charge est en bas (S16), le poussoir #1 est actionné suivant un court
délai (3 secondes); ceci permet de diriger le rouleau dans le monte-charge.
Lorsque le rouleau se retrouve dans le monte-charge, il actionne S5 et S6 et, suivant un court
délai (2 secondes), ce dernier débute son ascension. Le frein est mis en fonction lorsque S10 est
actionné permettant de ralentir la course du monte-charge. Une fois complètement en haut (S15),
le poussoir #2 dégage le rouleau et celui-ci actionne, par le fait même, les interrupteurs S13 et
S14. Cette détection permet au poussoir #2 de revenir à son état initial (S9) et, au monte-charge,
de resdescendre.
2.2.2 En mode manuel
Lorsque le sélecteur auto/manuel est placé en mode manuel, l’opérateur peut déplacer le monte-
charge là où il le désire. Quatre boutons poussoirs permettent de charger et décharger les
rouleaux en plus de monter et de descendre le monte-charge selon les actions de l’opérateur.
Évidemment, lorsque le mode manuel est en fonction, le mode automatique ne l’est pas et vice
et versa.
2.2.3 Le bouton d’arrêt
Il est très important de comprendre l’action du bouton d’arrêt. Une action, sur ce bouton
poussoir à retenue mécanique, coupe l’alimentation au reste du circuit. Ainsi, lorsqu’une
urgence survient, le circuit est complètement paralysé. Même le mode manuel est rendu inactif
par l’action du bouton d’arrêt. Cette pratique n’est pas universelle et aucune règle stricte n’est
applicable au mode d’arrêt des automatismes. La seule règle, qui prévaut dans les installations
électriques de ce genre, est que la sécurité doit avoir préséance.
Les Automates Programmables Industriels Page 2-3 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.3 Les types d’automates Programmables Industriels (API)
Il existe deux types d’automate programmable industriel: le type monobloc et le type modulaire.
Selon la complexité de l’automatisme à résoudre, le style monobloc, souvent moins dispendieux,
peut très bien faire l’affaire. Ce dernier possède généralement un nombre d’entrées et de sorties
restreint et son jeu d’instructions ne peut être augmenté. Bien qu’il soit parfois possible d’ajouter
des extensions d’entrées/sorties, le type monobloc a pour fonction de résoudre des automatismes
simples faisant appel à une logique séquentielle et utilisant des informations tout-ou-rien.
Par ailleurs, le type modulaire est adaptable à toutes situations. Selon le besoin, des modules
d’entrées/sorties analogiques sont disponibles en plus de modules spécialisés tels: PID, BASIC
et Langage C, etc. La modularité des API permet un dépannage rapide et une plus grande
flexibilité. La figure 2-1 présente un automate modulaire SLC-500 de la compagnie Allen-
Bradley.
Module d’alimentation
Module de Microprocesseur comprenant les instructions de programmation
Base de l’API à 13 fentes
Connecteur de module
SLC 5/03 CPU OUTPUT INPUT OUTPUT INPUT OUTPUT INPUT
POWER 0 4 8 12 0 4 8 12 0 4 8 12 0 4 8 12
POWER POWER
1 5 9 13 1 5 9 13 1 5 9 13 1 5 9 13
2 6 10 14 2 6 10 14 2 6 10 14 2 6 10 14
3 7 11 15 3 7 11 15 3 7 11 15 3 7 11 15 ANALOG ANALOG
AB ALLEN-BRADLEY
Modules analogiques
Modules TOR Fentes pour expansion future
FIGURE 2- 1 : A U T O M AT E SLC- 5 00 S U R U N E B A S E D E 13 E M P L AC E M E N T S
Les Automates Programmables Industriels Page 2-4 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.4 Structure de l’automate programmable industriel
Un automate programmable industriel possède des interfaces internes permettant d’accepter
différents capteurs et détecteurs en plus d’actionner divers éléments: les lampes, les solénoïdes,
les contacteurs et les petits moteurs.
2.4.1 Interface d’entrée
Les interfaces d’entrées (BIT) peuvent accepter aussi bien des détecteurs fonctionnant à courant
continu que ceux qui travaillent sous 120VCA ou 220VCA. De plus, les entrées analogiques
(MOT) acceptent les standards de travail industriel tels le 0-10V ou le 1-5V ou encore le 4-
20mA. Certains automates modulaires possèdent des modules spéciaux permettant d’interfacer
directement des thermocouples ou des RTD2.
TEMPORISATEURS
COMPTEURS
DE SORTIE BIT
DE SORTIE BIT
D'ENTRÉE BIT
SÉQUENCEURS
MÉMOIRE
INTERFACE
REGISTRES
D'ENTRÉE BIT
MÉMOIRE
INTERFACE
P
+-x/
<=>
OU, ET, NON, OU-EX
X3 Y41
¦---| |-----( )---¦
PROGRAMME
UTILISATEUR
Type K
D'ENTRÉE MOT
DE SORTIE MOT
D'ENTRÉE MOT
DE SORTIE MOT
MÉMOIRE
INTERFACE
INTERFACE
MÉMOIRE
FONCTIONS SPÉCIALES
PID, Horodateur
Dépacement
FIGURE 2- 2 : S T R U C T U R E I N T E R N E S I M P L I F I É E D ’ U N AP I
2.4.2 Interface de sortie
Les modules de sorties sont munis d’interfaces encore là très versatiles. Ces dernières peuvent
fournir des tensions de sorties à courant continu à l’aide d’un module NPN ou PNP ainsi que des
tensions alternatives à l’aide de module à TRIAC acceptant des tensions pouvant aller jusqu’à
240VCA. Par surcroît, il existe des modules à contact sec qui peuvent manipuler des tensions
C.C. ou C.A. selon le besoin et à divers niveaux de tension, d’amplitude ou de fréquence.
Pour ce qui est des sorties analogiques, elle se présente généralement sous deux formes. Sans
placer plus d’importance à une qu’a l’autre, il s’agit de sortie 0-10V et 4-20mA. Quelques fois,
ces sorties nécessitent des alimentations externes.
2
RTD Resistor Thermal Detector. Résistance thermique dont la plus commune est fait de platine et possède un
résistance de 100 à 0°C. Elle varie de 0.385/°C.
Les Automates Programmables Industriels Page 2-5 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.4.3 La mémoire interne
Il est primordinal de comprendre que les automates programmables ne sont que de simples
ordinateurs spécifiquement conçus pour la réalité industrielle et la simplicité d’accès à des
entrées/ sorties.
Ainsi, puisqu’il s’agit d’un ordinateur, il possède une gamme d’instructions qui lui permettra de
manipuler les variables d’entrées et de sorties. Les informations en entrées et en sorties sont
représentées par des variables. Celles-ci peuvent être représentées par un seul bit ou peuvent être
regroupées en mots de 8, 16 ou 32 bits, selon le modèle de l’automate.
Il est également possible de diviser la mémoire de l’automate en diverses sections. Selon son
type, le nombre de sections peut varier et il serait prématuré, à ce moment, de couvrir ce sujet.
Vous pourrez visualiser l’agencement mémoire d’un automate dans un prochain document. Pour
l’instant mentionnons seulement que l’automate possède de la mémoire pour le programme en
échelle, les informations en entrées et en sorties ainsi qu’un jeu d’instructions complet.
Ce jeu d’instructions est spécifique à l’automate utilisé, mais nous pouvons affirmer, sans trop
se tromper, que tous les automates possèdent au moins les instructions de base tels les contacts à
ouverture et à fermeture, les relais, les temporisateurs et les compteurs.
2.4.4 La mémoire BIT
Afin de bien comprendre la structure interne d’un automate, regardons la figure 2-2 en
supposant: l’interrupteur de pression est branché à l’entrée X3; la lumière est reliée à la sortie
Y41.
Lorsque la pression est normale, l’entrée X3 est dite en état de repos puisque cette dernière est à
0V par l’entremise du contact ouvert. Le bit interne de l’adresse X3 est donc à un niveau logique
«0». Lorsque la pression augmente et que le contact ferme, une tension se retrouve sur
l’interface d’entrée et celle-ci fera changer le bit interne à un niveau logique «1». Le programme
en échelle (LADDER), dans l’encadré du centre, présente un contact à fermeture X3 et un bit de
sortie représenté par les parenthèses (Y41).
L’instruction du contact à fermeture X3 utilise le niveau logique du bit interne et non pas le
statut ouvert ou fermé du contact du détecteur de pression. Si le bit est à 0 le contact restera
ouvert. Par contre, si le bit est à 1, le contact permettra une continuité jusqu’à la sortie. À
première vue, ce principe semble évident mais il n’en est pas ainsi lorsqu’on utilise un contact à
ouverture.
Les Automates Programmables Industriels Page 2-6 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.4.5 La mémoire MOT
Les cases mémoires de type MOT regroupent généralement 8 bits, mais de plus en plus les
automates apparaissant sur le marché utilisent des mots de 16, voire même de 32 bits. Ces bits
sont organisés sous la forme binaire afin de représenter, avec les seules symboles 1 et 0, des
nombres pouvant aller, sur 32 bits, de 0 jusqu’a 4 294 967 295.
Exemple:
32768 16384 8192 4096 2048 1024 512 256 128 64 32 16 8 4 2 1
15 14 13 12 11 10 9 8 7 6 5 4 3 2 1
2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 20
0 1 0 0 0 1 0 1 0 0 0 1 0 0 1 0
16384 + 1024 + 256 16 + 2
Le résultat décimal du nombre binaire 0100 0101 0001 0010 est 17682(10) et 4512(16)
2.4.6 Cycle d’opération
Le diagramme ci-contre présente un cycle Scrutation des entrées/sorties
simplifié d’opération, composé de la scrutation du
programme, suivi ou précédé de la scrutation des
E/S.
À la scrutation des E/S, les données sont
transférées du fichier des données de sortie vers
les bornes externes. De plus, les bornes d’entrées
sont examinées et les bits d’état associé dans le
fichier de données d’entrée sont misent à jour.
À la scrutation du programme, la mise à jour de
l’état des appareils externes des entrées est
appliquée au programme utilisateur. Le
processeur exécute la liste complète des
instructions dans l’ordre croissant des lignes. Scrutation du programme
FIGURE 2- 3 : C Y C L E D ' O P É R AT I O N
Les bits d’état sont rafraichis selon les règles de continuité logique au fur et à mesure que la
scrutation du programme se déroule.
La scrutation des E/S et la scrutation du programme sont deux opérations complètement
indépendantes. Aussi, toute modification d’état, se produisant sur les appareils externes
d’entrées pendant la scrutation du programme, n’est prise en considération qu’à la prochaine
scrutation des E/S. Si le temps de scrutation est relativement long, une variation de courte durée
à l’entrée pourrait ne pas être détectée.
Les Automates Programmables Industriels Page 2-7 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.5 Les branchements électriques
Avant de parler de programmation, il faut brièvement expliquer les branchements de l’automate,
ceux des entrées et ceux des sorties.
2.5.1 L’automate programmable
Selon les normes électriques et l’alimentation disponible, l’automate doit se retrouver
généralement dans un armoire électrique avec en amont un circuit de mise en fonction. Ce
circuit, en plus de contrôler l’alimentation de l’automate, permet de rendre sécuritaire
l’utilisation des sorties.
Continuons l’exemple de l’annexe A. L’installation électrique de l’automate remplaçant le
circuit de contrôle doit prendre en compte toutes les entrées de sécurité. En l’occurrence citons
ici :
1. Le bouton poussoir de type champignon à retenue mécanique intitulé ARRET
D’URGENCE. Ce dernier permet d’immobiliser immédiatement l’automatisme. Nous
devrons éliminer ce contact de la programmation afin de s’assurer de sa fonctionnalité
lorsqu’une urgence se présentera.
2. Il existe deux autres interrupteurs de limite S19 (Arrêt Urgence haut) et S20 (Arrêt
Urgence bas). Ces deux protections désactivent immédiatement les sorties qui permettent
d’actionner le moteur en montée ou en descente. Si l’un de ces interrupteurs est actionné,
c’est qu’une erreur s’est produite et que le monte-charge se dirige alors vers un désastre.
Donc, il faut stopper le moteur non pas via l’automate mais par une liaison électrique.
3. Un dernier interrupteur de limite: S17 vérifie que les câbles du monte-charge sont en place
et bien installés sur les roulettes.
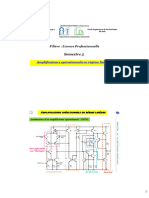
À la figure 2-4, vous pouvez constater l’installation complète de l’automatisme du monte-charge
hormis la section puissance qui, elle, ne change pas. Un contacteur auxiliaire KA0 a été ajouté
afin de fournir ou non de l’alimentation aux sorties de l’automate. Le module principal de l’API
reste alimenté en permanence.
2.5.2 Alimentation des sorties
Il existe deux lignes de pensée quant au branchement des sorties. La première, plus
conservatrice, désalimente toutes les sorties lorsqu’une urgence se présente. La seconde façon de
faire prévoit désalimenter uniquement les sorties qui ont un aspect dangeureux. Il est alors
possible de garder les lumières alimentées et justement de s’en servir à titre indicateur lors d’une
éventuelle urgence.
Nous pouvons conclure que la première méthode est plus sécuritaire et la seconde, plus versatile.
À la figure 2-4, la seconde méthode est présentée. En effet, les deux lumières, automatique et
manuel, sont alimentées en permanence par l’automate. Cette façon de faire permet d’avoir
accès à des indicateurs même lorsque l’automatisme est en arrêt.
2.5.3 Alimentation des entrées
Certains concepteurs d’automatisme préfèrent désalimenter les entrées lors d’une urgence;
d’autres ne voient pas la nécessité de le faire. À la figure 2-4, les modules d’entrées sont reliés
au fil #1 et donc alimentés en tout temps. Fait important à noter, un contact N.O. KA0 permet
d’obtenir l’information que l’automatisme est en arrêt d’urgence.
Remarquez le branchement des entrées. Dans le plan original, les boutons poussoirs étaient
doubles. Au niveau d’un automatisme contrôlé par automate, les entrées sont uniques et c’est la
programmation qui permet de les connecter à divers endroits dans la séquence.
Ici, trois modules de 8 entrées sont utilisés. Nous pourrions regrouper en une seule entrée les
interrupteurs de limite S2 et S3 ainsi que S5 et S6 et finalement S13 et S14 en les branchant en
Les Automates Programmables Industriels Page 2-8 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
paralèlle. Le groupement de ces contacts permettrais d’économiser un module d’entrées puisque
le nombre nécessaire passerait de 18 à 15.
Ce type de regroupement n’est pas recommandé puisqu’il enlève de la flexibilité au
programmeur. Si, pour une raison quelconque, les interrupteurs doivent être programmés
séparement, il est alors impossible de le faire. Donc, à moins de force majeure, les détecteurs et
les boutons poussoirs doivent être reliés séparément à une entrée unique.
F1 T1 F3
0 1
F2
2 KA0
Arrêt
d'urgence
S19 Arrêt Urgence
haut
S20 Arrêt Urgence
bas
3
MODULE
uP
API
Monte-Charge
Monte-Charge
Monte-Charge
Câble
Automatique
S17
Poussoir #1
Poussoir #2
M4 Haut
M4 Bas
dégagé
en haut
Manuel
en bas
Débarqué
S-1
S-2
*Mise en KA0 VCA 1 OUT 0 OUT 1 OUT 2 OUT 3 OUT 4 OUT 5 OUT 6 OUT 7 VCA 2 OUT 8 OUT 9
fonction
A1
H1 Contrôle H2 H3 H4 H5 H6
KA0
Actif ** KT1
A2
2
* Bouton devant être ajouté à l'automatisme KM3 KM4 KM2 KM1
** Contact de surcharge de courant
KA0
IN 0 IN 1 IN 2 IN 3 IN 4 IN 5 IN 6 IN 7 COM IN 8 IN 9 IN 10 IN 11 IN 12 IN 13 IN 14 IN 15 COM IN 16 IN 17 IN 18 IN 19 IN 23 COM
Arret
S12
S18
S10
S11
S13
S14
S15
S16
S1
S4
S8
S7
S2
S3
S5
S6
S9
FIGURE 2- 4 : B R AN C H E M E N T É L E C T R I Q U E D U M O N T E - C H AR G E
2.5.4 Référence
Lors de la programmation, les références aux entrées et aux sorties sont essentielles. Ainsi, sur le
plan électrique, il est important d’indiquer les adresses des entrées et des sorties. Il n’y pas de
convention quant au branchement et à l’idendification des entrées/sorties. Par contre, il faut
toujours prendre en considération les règles de sécurité pour ce qui est des connexions et de la
clarté au niveau de l’identification.
Les Automates Programmables Industriels Page 2-9 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.5.5 Les fusibles et les disjoncteurs
Utilisez les recommandations suivantes lorsque vous réalisez une installation électrique d’un
système à automate programmable.
N’oubliez pas d’observer les particularités électriques de votre région ainsi que les règles de
sécurité.
Le calibre et le type de fusible/disjoncteur dependent de la distribution de puissance à travers
votre installation. Généralement, vous devez utiliser un disjoncteur avant le transformateur
d’isolation, au moins un fusible suivant le tranformateur et un fusible pour chaque groupe de
huit sorties ou à tout le moins un fusible par module.
Parfois, le nombre de fusibles peut paraître exagéré. Souvenez-vous que les fusibles sont peu
coûteuses, qu’ils protègent les équipements de bris importants et, de plus, ils facilitent
grandement le dépannage.
Le fait de placer un fusible par groupe de huit sorties permet de détecter des courts-circuits assez
rapidement. Si une sortie est court-circuitée, le fusible de ce groupe sautera et il sera alors plus
facile de trouver l’origine de la panne, pour finalement en définir la cause.
2.5.6 Le bruit électrique
Le bruit électrique est défini comme étant un signal s’infiltrant dans l’équipement de contrôle.
Le bruit peut se retrouver sous toutes les formes et couvre entièrement le spectre des fréquences.
L’une des difficultés majeures du bruit électrique, c’est qu’il peut se produire à des intervalles
aléatoires. Des bruits continus et fréquents sont faciles à détecter et à corriger. Des bruits
intermittents produisant des pointes de haute tension à des moments divers et espacés peuvent
être plus difficiles à remédier.
Dans l’industrie, la source primaire de bruit provient des éléments qui commutent de fort
courant et des hautes tensions. Par exemple, des gros moteurs, des machines à souder et, des
contacteurs commutant des charges inductives tels des freins magnétiques.
Le bruit peut pénétrer dans l’équipement de contrôle, par une multitude de chemins, par les
phénomènes électrostatiques ou électromagnétiques.
Le couplage électrostatique est provoqué à travers les capacités parasites qui se forment lorsque
deux fils parallèles se retrouvent à proximité l’un de l’autre. Le couplage magnétique est le
résultat de l’inductance entre les fils. La radiation électromagnétique se présente à haute
fréquence. Les fils, agissant comme antenne, récupèrent les ondes radios provennant de diverses
sources.
Deux façons sont utilisées pour corriger le bruit potentiellement nuisible. Ces méthodes sont:
l’isoltation et le «snubbing». La méthode d’isolation est discutée dans un document ultérieur et
comporte l’utilisation de câbles blindés. La méthode de «snubbing» (voir figure 2-4) réduit le
bruit à la source. Applicable seulement aux éléments alimentés par des contacts mécaniques, le
«snubbing» reduit les arcs électriques sur les contacts causés par la mise hors fonction des
charges inductives tels les relais, les moteurs, les solénoïdes, les contacteurs, etc.
Les éléments utilisés pour réaliser cette fonction sont le MOV3 et le réseau RC. Ces éléments
ralentissent les décharges électriques mais n’affectent en rien le réglage même du système.
3
MOV: «Metal Oxyde Varistor»
Les Automates Programmables Industriels Page 2-10 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.5.7 Règles à suivre lors de l’installation électrique
1. Utilisez toujours des fils, les plus courts possibles.
2. Évitez de placer des fils de contrôle à proximité de fils à fort courant ou forte tension.
3. Lorsqu’il est possible, tentez de séparer physiquement les fils des entrées, des sorties et autres
types.
4. Séparez les fils alimentés en courant continu de ceux alimentés en courant alternatif.
5. Évitez les fils à angles trop droit. Utilisez un rayon minimum de 7.6 cm sur toutes les courbures de
fils.
6. Assurez-vous qu’une mise à la terre de moins de 0.1 Ohm se trouve sur chacun de vos
équipements.
7. Évitez d’effilocher les fils à l’intérieur ou près du panneau électrique, de la base, du contrôleur ou
des modules.
2.5.8 Installation mécanique 1
1. Oeillère pour installation mécanique 2
du châssis.
2. Fente d’aération. Laissez de l’espace
pour une bonne circulation d’air. 3
SLC 5//02 CPU
3. Connecteur prêt à recevoir une carte POWER
d’E/S.
4. Guide pour aider à la connexité. AB ALLEN-BRADLEY
5. Carte comportant les divers 4
composants. 5
6. Appuyez pour enlever le module. 6
(dessus et dessous). 7
7. Voyant lumineux permettant de OUTPUT
connaître l’état de l’E/S. 0 4 8 12
1 5 9 13
8. Bornier à vis amovible.
2 6 10 14
10 3 7 11 15
T riac/100-240V
9. Module processeur. Ce dernier doit
9 8
toujours se trouver à l’emplacement
suivant le bloc d’alimentation.
10. Bloc d’alimentation.
FIGURE 2-5 : API SLC-500
ATTENTION : Ne jamais installer, retirer ou filer les modules avec
! l’alimentation présente sur le chassis.
1. Alignez correctement le module à l’aide du guide prévu à cet effet
2. Glissez lentement le module jusqu’au déclic des deux petits loquets.
3. Utilisez, tout au plus, deux fils par terminaison ayant une dimension maximale respectant la norme
14 de AWG4.
4. Les blocs de couleur sont amovibles et permettent plus de facilité lors de l’installation.
5. Cachez toutes les fentes non-utilisées par un cache-fente 1746-N2.
6. Référez-vous au diagramme de connexion pour connaître le branchement des modules.
4
American Wire Gage. Un fil 14 AWG possède un diamètre de 1.63mm et une section de 2.08 mm2.
Les Automates Programmables Industriels Page 2-11 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.6 Les Modules
2.6.1 Représentation des branchements des modules d’un SLC-500
L1 L1
IN 0 IN 0
IN 1 IN 1
IN 2 IN 2
IN 3 IN 3
IN 4 IN 4
IN 5 IN 5
IN 6 IN 6
100 / 120 VCA IN 7 200 / 240 VCA IN 7
IN 8 IN 8
IN 9 IN 9
IN 10 IN 10
IN 11 IN 11
IN 12 IN 12
IN 13 IN 13
IN 14 IN 14
IN 15 IN 15
AC AC
L2 COM
L2 COM
AC AC
COM COM
1746-IA4, 1746-IA8, 1746-IA16 1746-IM4, 1746-IM8, 1746-IM16
Entrées 100/120 VCA Entrées 200/240 VCA
CC+ CC-
IN 0 IN 0
IN 1 IN 1
IN 2 IN 2
IN 3 IN 3
IN 4 IN 4
IN 5 IN 5
IN 6 IN 6
24 VCc IN 7 24 VCC IN 7
IN 8 IN 8
IN 9 IN 9
IN 10 IN 10
IN 11 IN 11
IN 12 IN 12
IN 13 IN 13
IN 14 IN 14
IN 15 IN 15
AC AC
CC- COM
CC+ COM
AC AC
COM COM
1746-IB8, 1746-IB16 1746-IV8, 1746-IV16
Entrées 24VCC (Sink ou NPN) Entrées 24 VCC (Source ou PNP)
VAC/DC L1 ou CC+
OUT 0
OUT 1 VCA ou VCC
OUT 2
not used
in IO4
OUT 3
not used L2 ou CC-
in IO4
L1 IN 0
IN 1
IN 2
100/120V CA not used
in IO4
IN 3
not used
in IO4
AC
L2 COM
1746-IO4, 1746-IO8
Entrées 100/120VCA /Sorties à Relais
Les Automates Programmables Industriels Page 2-12 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
CC+
CC+ VDC
OUT 0
VDC
OUT 1
OUT 0
OUT 2
OUT 1
OUT 3
OUT 2
OUT 4
OUT 3
OUT 5
OUT 4
OUT 6
OUT 5
OUT 7
OUT 6
OUT 8 10-50 VCC
10-50 VCC OUT 7
OUT 9
OUT 8
OUT 10
OUT 9
OUT 11
OUT 10
OUT 12
OUT 11
OUT 13
OUT 12
OUT 14
OUT 13
OUT 15
DC OUT 14
COM OUT 15
DC
CC- CC- COM
1746-OB8, 1746-OB16 1746-OV8, 1746-OV16
Sorties 10-50 VCC Sorties 10-50 VCC
(Source ou PNP) (Sink ou NPN)
L1 VAC1 VAC1
L1 ou CC+
OUT 0 OUT 0
OUT 1 OUT 1
OUT 2 OUT 2
OUT 3 OUT 3
100-240 VCA OUT 4 VCA / VCC OUT 4
OUT 5 OUT 5
OUT 6 OUT 6
OUT 7 OUT 7
L2 L2 ou CC-
L1
VAC2 VAC2 L1 ou CC+
OUT 9 OUT 9
OUT 8 OUT 8
OUT 11 OUT 11
OUT 10 OUT 10
OUT 13 100-240 VCA OUT 13 VCA / VCC
OUT 12 OUT 12
OUT 15 OUT 15
OUT 14 OUT 14
L2 L2 ou CC-
1746-OA8, 1746-OA16 1746OW4, 1746-OW8, 1746-OW16
Sorties TRIAC 100-240 VCA Sorties Relais 24VCC-240 VCA
2.6.2 Spécifications des modules d’E/S d’un SLC-500
T AB L E AU 2- 1 : S P É C I F I C AT I O N G É N É R AL E D E S M O D U L E S
D ' E/ S
Température d’opération 0°C à 60°C
Humidité 5% à 95% (non condensée)
Immunité aux bruits Standard NEMA ICS 2-230
Isolation5 1500 Volts
Certification listé UL, approuvée CSA
Environnement dangereux Classe I Division 2
5
Isolation opto-électrique entre les terminaisons d’entrées/sorties et la logique de contrôle.
Les Automates Programmables Industriels Page 2-13 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
T AB L E AU 2- 2 : S P É C I F I C AT I O N S D E S E N T R É E S
Catégorie Tension # #cat Courant Tension Courant Courant nominal
de tension Opération d’entrée 1746- tiré du 5V au repos au repos à l’entrée
4 IA4 35 mA 30 VCA 2 mA 12 mA @ 120V
100/120 85-132a 8 IA8 50 mA 30 VCA 2 mA 12 mA @ 120V
b
VCA 16 IA16 85 mA 30 VCA 2 mA 12 mA @ 120V
4 IM4 35 mA 50 VCA 2 mA 12 mA @ 240V
200/240 170-265a 8 IM8 50 mA 50 VCA 2 mA 12 mA @ 240V
VCA 16 IM16b 85 mA 50 VCA 2 mA 12 mA @ 240V
8 IB8 50 mA 5.0VCC 1 mA 8 mA @ 24V
10-30 16 IB16 b 85 mA 5.0VCC 1 mA 8 mA @ 24V
24 NPN 16 ITB16 b 85 mA 5.0VCC 1.5 mA 8 mA @ 24V
VCC 8 IV8 50 mA 5.0VCC 1 mA 8 mA @ 24V
10-30 16 IV16 b 85 mA 5.0VCC 1 mA 8 mA @ 24V
PNP 16 ITV16 b 85 mA 5.0VCC 1.5 mA 8 mA @ 24V
5VDC/ 4.5-5.5 16 IG16 b 140 mA 2.0VCC 4.1 mA 3.7 mA @ 5V
TTL source (min)
24 10-30 cc 16 IN16 b 85 mA 3.0VCC 1 mA 8mA @ 24V
VCA / VCC 10-30ca 3.0VCA
T AB L E AU2- 3 : S P É C I F I C AT I O N S D E S S O R T I E S
Catégorie Tension # #cat Courant Courant (A) Courant (A) Baisse de V
de tension Opération d’entrée 1746- tiré du 5V par point du module à la sortie
120/240 85-265a 8 OA8 185 mA 1.0 @ 30°C 8.0 @ 30°C 1.5 V
0.5 @ 60°C 4.0 @ 60°C @ 1.0 A
b
VCA 16 OA16 370 mA 0.5 @ 30°C 8.0 @ 30°C 1.5 V
0.25 @ 60°C 4.0 @ 60°C @ 0.5 A
10-50 8 OB8 135 mA 1.0 @ 30°C 8.0 @ 30°C 1.2 V
0.5 @ 60°C 4.0 @ 60°C @ 1.0 A
PNP 16 OB16 b 280 mA 0.5 @ 30°C 8.0 @ 30°C 1.2V
24 0.25 @ 60°C 4.0 @ 60°C @ 0.5 A
VCC 10-50 8 OV8 135 mA 1.0 @ 30°C 8.0 @ 30°C 1.2 V
0.5 @ 60°C 4.0 @ 60°C @ 1.0 A
NPN 16 OV16 b 270 mA 0.5 @ 30°C 8.0 @ 30°C 1.2V
0.25 @ 60°C 4.0 @ 60°C @ 0.5 A
5VDC/ 4.5-5.5 16 OG16 b 180 mA 24 mA - -
TTL sink
4 OW4 45 mA 2.5A -
@ 240VCA
Relais 5-265 VCA 8 OW8 85 mA 1.0A 1440VA -
CA / CC @ 125VCC
5-125 VCC 16 OW16 85 mA 2.0A -
@ 245VCC
Il existe également trois modules de combinaison: IO4 (2E/2S) , IO8 (4E/4S) et IO12 (6E/6S).
Les spécifications des modules IO4 et IO8 correspondent aux modules IA4 et OW4 et ceux du
module IO12 aux spécifications de IA16 et OW16.
a
Fréquence de 47 à 63 Hz
b
Le bloc de terminaison est amovible
Les Automates Programmables Industriels Page 2-14 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.6.3 Langage de programmation
Il existe de nos jours plusieurs façons de programmer la séquence par laquelle on désire
alimenter les sorties. Le langage le plus commun est évidemment le LADDER. Ce terme, qui se
traduit de l’anglais par «échelle», nous retourne rapidement au diagramme électrique des
automatismes.
2.6.4 Les divers langage de programmation
N’oubliez pas, qu’au départ, les automates ont été conçus pour les électriciens; il fallait donc
garder le langage de programmation le plus simple possible. Par la suite, certains
manufacturiers, telle la compagnie Siemens, ont créé leur propre langage; d’autres utilisent une
programmation booléenne basée sur les équations logiques de l’automatisme et, finalement,
certains s’inspirent de la méthode GRAFCET pour créer des langages.
T AB L E AU 2- 4 : D I F F É R E N T S L AN G AG E S D E P R O G R AM M AT I O N D E S AU T O M AT E S
Diagramme ÉLECTRIQUE :
Les diagrammes en échelle électrique sont depuis toujours la façon de présenter
les schémas d’automatisme. DÉPART
M1
ARRÊT
M1
Programmation MNÉMONIQUE :
Ce type de programmation est utilisé avec les appareils portatifs. Ils sont munis LOAD depart
d’affichage à DEL ou à crystaux liquides et permettent généralement la OR M1
programmation d’une seule instruction à la fois. AND NOT arret
OUT M1
Programmation BOOLÉENNE :
Représentation par équations logiques M1 = (depart + M1 ) * arret
Programmation GRAFCET :
Méthode de GRAFCET : GRAphe Fonctionnel de Commande Étape-Transition. 1
Plusieurs compagnies utilisent un dérivé de ce type de programmation, par
E1 * !E2
exemple, Siemens, par la création du logiciel APT (Application Productivity
Tools). 2 MOTEUR
E2
Programmation LADDER :
La très grande majorité des automates programmables utilisent le langage LADDER. L’avantage, c’est qu’il se
rapproche le plus des schémas électriques et la programmation se fait par insertion de contacts et de relais.
║ DEPART ARRET MOTEUR ║
║ E1 E2 S1 ║
╟─┬────] [─────┬────] [────────────────────────────────────────────────( )─────╢
║ │ │ ║
║ │ MOTEUR │ ║
║ │ S1 │ ║
║ └────] [─────┘ ║
Les Automates Programmables Industriels Page 2-15 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.6.5 Programmation ladder (exemple d’un démarreur de moteur)
Il faut faire attention lorsqu’on modifie une installation à relais vers un système utilsant un
automate programmable. En plus de garder l’installation sécuritaire, il ne faut pas perdre de vue
que l’automate n’est qu’un simple micro-ordinateur ne pouvant interpréter les informations en
entrées que par le biais du programme.
Prenez l’exemple simple d’une ligne de diagramme électrique
DÉPART permettant d’activer le contacteur d’un moteur (M1). Lorsqu’on
M1
appuie sur le bouton poussoir de DÉPART, le contacteur est alimenté
et le contact de maintien M1 permet de relâcher le bouton. Une
pression sur le bouton d’arrêt permet de couper l’alimentation sur le
moteur.
ARRÊT
Le diagramme électrique de la figure 2-6 est à sa plus simple
expression. Lorsqu’on transfert ce type de circuit afin de le brancher à
un automate programmable, il en résulte la figure 2-7. Il est important
M1
de remarquer que le branchement des deux boutons poussoirs n’a pas
changé. Le bouton DÉPART est encore représenté par un contact à
FIGURE 2- 6 fermeture et celui d’ARRÊT, par un contact à ouverture.
C’est au moment d’écrire le programme que
DÉPART survient la confusion. Même les électriciens de
ARRÊT
S S1 longue date éprouveront de la difficulté à
E1
L M1
comprendre ce qui suit. Pourtant, il s’agit de
C programmer uniquement trois contacts et une
/
E2 5 sortie.
0 Le programme permettant de contrôler le
0
départ et l’arrêt du moteur se trouve à la figure
2-8.
FIGURE 2- 7 : B R AN C H E M E N T D E S E / S
║ DEPART ARRET MOTEUR ║
║ E1 E2 S1 ║
╟─┬────] [─────┬────] [────────────────────────────────────────────────( )─────╢
║ │ │ ║
║ │ │ ║
║ │ MOTEUR │ ║
║ │ S1 │ ║
║ └────] [─────┘ ║
F I G U R E 2- 8 : D I AG R AM M E L AD D E R D U D É M AR R E U R D E M O T E U R
La majorité des gens affirmeront qu’il y a une erreur dans ce programme puisque le contact E2
est ouvert. Pensez-y quelques instants. Puisque le bouton ARRÊT offre une continuité de
l’alimentation vers l’entrée E2 de l’automate (figure 2-7), le bit E2 est actif et se trouve à un
niveau logique VRAI, donc à 1. L’instruction du contact à fermeture E2 (figure 2-8) examine si
le bit est actif; puisqu’il l’est, le contact E2 est normalement fermé. Il y aura donc continuité
jusqu’à la sortie lorsque le bouton de départ sera activé.
Les Automates Programmables Industriels Page 2-16 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.7 Définitions de quelques termes
PLC ou PC et API : PLC = de l’anglais «Programmable Logic Controller»
API = du français «Automate Programmable Industriel»
RAM : «Random Acces Memory».
Mémoire permettant la lecture et l’écriture mais qui perd son information lors d’une
coupure d’alimentation.
NVRAM : «Non Volatile RAM»
Mémoire permettant la lecture et l’écriture mais qui ne perd pas son information lors
d’une coupure d’alimentation.
EPROM : «Erasable Programmable Read Only Memory»
Mémoire permettant de stocker en permanence un programme. Elle s’efface suite à
une exposition à la lumière ultraviolet. Elle possède une fenêtre à cet effet.
Mnémonique : Quelques lettres permettant de reconnaître les différentes instructions.
Bit : Indique que l’instruction est représentée en mémoire par une information Vraie (1) ou
Fausse (0).
«Flag» ou Drapeau : Instruction d’un bit attribué à une condition particulière d’opération.
«Word» ou Mot : Information binaire comprenant 8, 16 ou 32 bits.
Entrée/Sortie : Représente l’emplacement physique d’une connexion sur l’automate.
TOR : Tout-ou-rien. Se dit d’une entrée ou d’une sortie logique qui ne possède que deux
niveaux possibles.
«Retentive» : Garde l’information même lors d’une faute, d’une coupure d’alimentation ou lors
d’un passage en mode Programme
Les Automates Programmables Industriels Page 2-17 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.8 Annexe A : Monte-Charge
Ce système est installé au journal « La Presse » de Montréal. Il permet de déplacer le papier du sous-sol vers l’étage ou se situe les presses.
MONTE-CHARGE
M4
S9
*S14
*S13
S17
ROULEAU DE PAPIER
POUR LE JOURNAL
POUSSOIR #2 POIDS
VERS OPERATEUR
S15
EL : 42'-5''
Séquence de l'automatisme:
L'op érateu r roule manu elleme nt un rouleau su r le S10 PORTE
Fonctions des interrupteurs:
dispositif à bascule situé au sous-sol de l'édifice.
Une fois S2 et/ou S3 activé, un délai est enclenché
S2 et/ou S3: Détection du rouleau sur la bascule.
permettant de stabiliser le rouleau.
S5 et/ou S6: Détection du rouleau dans le monte-charge.
Pa r la s u ite, le p ou s s o ir # 1 s e lèv e e t p ou s s e le
S9: Détection du poussoir #2 au repos.
rouleau dans le monte-charge.
S10: Détecte l'arrivée du monte-charge à l'étage des presses.
S11: Détecte l'arrivée du monte-charge au sous-sol.
Lorsque S5 et/ou S6 sont en fonction, un autre délai
S13 et/ou S14: Détecte la sortie du rouleau.
permet au ro ule au de s'immob iliser d ans le mont e-
S15: Indique que le monte-charge est en haut.
charge. Alors, le frein est désactivé et le monte-charge
PORTE S16: Indique que le monte-charge est en bas.
débute son ascension.
S17: Détecte la tension sur le câble.
Une fois que S10 détecte le monte-charge, le frein est
*S6
activé et le système s'immobilise.
*S5
À ce moment, le poussoir #2 décharge le rouleau et
libè re le mo nte -ch arg e . Lors q u e S13 e t/ o u S14 SOUS-SOL
S11 EL : 18'-0''
détecte le p ass ag e du rou lea u, le p ous soir #2 es t
retiré.
Une fois le vérin retiré, le monte-charge redescend. S16 POIDS
*S3
* Selon les dimensions des rouleaux, un
La détection de S11 permet l'arrêt du monte-charge. et /ou deux des interrupteurs s ont
*S2 activés.
POUSSOIR #1
Les Automates Programmables Industriels Page 2-18 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
Q1
1 2
L1 T1 F5
1 2
ARRÊT
3 4
L2 D'URGENCE
ARRÊT
5 6
L3
F1 1 F2 1 F3 1 S1
AUTO-MAN
AUTO
2 2 2
MAN
1 3 5 1 3 5
KM1 KM2
2 4 6 2 4 6 S2 S3 KA1 KA2 KA3 S10 S11
Petit Grand Monte-Charge Monte-harge
Rouleau Rouleau KA4 en haut en bas
KA8
M.C. KA3 KA3
dégagé Rouleau Rouleau
Chargé Déchargé
1 3 5 S4 S7
M-C
F4 CHARGER S5 S6 Vers Haut KA12 KA12
2 4 6 MONTE-CHARGE
Vers le haut Vers le bas
Rouleau dans
1 3 5
monte-charge
S8
S5 M-C
Q2 Petit Rouleau Vers Bas
monte-charge
2 4 6
S6
Grand Rouleau
monte-charge
Y1 1
FREIN
2 KA11 S9
U V W Monte-Charge Poussoir #2
en bas dégagé
KA1 KA4
M4 A1 A1
3~
A2 A2
X1 KA2 A1 KA3 A1 KA5 A1 KA5 A1 KA6 A1
H1
X2 A2 A2 A2 A2 A2
1 2
CONTROLE Stabilisation du ACTIVE Stabilisation du MONTE-CHARGE DESCENTE DU EMBARQUE
ACTIF rouleau sur le POUSSOIR #1 rouleau dans le VERS LE HAUT MONTE-CHARGE FREIN
F5 poussoir #1 monte-charge
Les Automates Programmables Industriels Page 2-19 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
ARRÊT
AUTO
MAN
S18
ARRÊT HAUT
S19
Arrêt Urgence haut
S12 KA9 S20
DÉCHARGER Arrêt Urgence bas
M-C
KA2
S13 S14 Active KA5
Poussoir #1 Vers haut
Passage Passage
Petit Rouleau Grand Rouleau S17
S15 S16 Défaut Câble
KA8 Monte-charge Monte-charge KA7
KA8 en bas
M-C en haut Active
M-C
dégagé Poussoir #2
dégagé
KA10 KA11
M-C M-C
KA10 en haut en bas
Monte-charge
en haut KA5 KA5
M-C M-C
vers Haut vers Haut
KA6 KA6
Frein Frein
KM2 KM1
KA7 A1 KA3 A1 X1 KA8 A1 KA9 A1 KA8 A1 X1 KA10 A1 X1 KA11 A1 KM3 A1 KM4 A1 KA12 A1 X1 X1 A1 A1
H2 H3 H4 H5 H6 KM1 KM2
A2 A2 X2 A2 A2 A2 X2 A2 X2 A2 A2 A2 A2 X2 X2 A2 A2
Protection surcharge
F4 de courant
ACTIVE MONTE-CHARGE DÉGAGÉ DÉLAI MONTE-CHARGE EN HAUT MONTE-CHARGE EN BAS POUSSOIR POUSSOIR AUTO MANUEL MONTE DESCEND
POUSSOIR #2 #1 #2
Les Automates Programmables Industriels Page 2-20 OFPPT/TECCART
Résumé de Théorie Automates Programmables I
2.9 Annexe B : Système double de pompes en station
Ce système de pompes est installé à différents endroits dans le métro souterrain de la ville de
Montréal. Ce dernier permet d’évacuer l’eau s’infiltrant par les fissures ou lors de bris matériels.
Le contact du relais KA5 fait en sorte d’avertir le poste de commande, situé au centre-ville,
qu’un bris important est survenu à la station.
L1
L2
L3
1 3 5 13 21 1 3 5 13 21
14 22 14 22
I> I> I> D01 I> I> I> D02
2 4 6 2 4 6
1 3 5 1 3 5
2 4 6
KM1 2 4 6
KM2
Pompe Pompe
1 2
T1 0 F3
F13 SURCHARGE
KM1
F1 F2 KA3 KA4 F4 F8 F14
KA2
KM1
KA5
SURCHARGE
KM2
KA2 KA4 F16 F18 F20
KA3
KM2
KA5
KA2
KA4
KA3
KA4
KA5
F21
URGENCE
KA5
VERS LA STATION
HENRI BOURASSA
Les Automates Programmables Industriels Page 2-21 OFPPT/TECCART
Vous aimerez peut-être aussi
- Transformateur À Semi-Conducteurs: Révolutionner le réseau électrique pour la qualité de l'électricité et l'efficacité énergétiqueD'EverandTransformateur À Semi-Conducteurs: Révolutionner le réseau électrique pour la qualité de l'électricité et l'efficacité énergétiquePas encore d'évaluation
- API Siemens Step7Document125 pagesAPI Siemens Step7Asma Ben Algia100% (12)
- Traité d'économétrie financière: Modélisation financièreD'EverandTraité d'économétrie financière: Modélisation financièrePas encore d'évaluation
- Automatisation Et Supervision D'une Porte de GarageDocument34 pagesAutomatisation Et Supervision D'une Porte de GarageAII100% (1)
- Formation de Base API Siemens PDFDocument49 pagesFormation de Base API Siemens PDFJennifer McgeePas encore d'évaluation
- Ofppt: Examen de Fin de ModuleDocument4 pagesOfppt: Examen de Fin de ModuleJust to Try it100% (1)
- Introduction à l’analyse des données de sondage avec SPSS : Guide d’auto-apprentissageD'EverandIntroduction à l’analyse des données de sondage avec SPSS : Guide d’auto-apprentissagePas encore d'évaluation
- Guide Modelisation MM 00217 1Document173 pagesGuide Modelisation MM 00217 1french_babarPas encore d'évaluation
- Guide Utilisation Robot M-6i PDFDocument85 pagesGuide Utilisation Robot M-6i PDFpetkoPas encore d'évaluation
- Routage StatiqueDocument34 pagesRoutage Statiquednlpio baPas encore d'évaluation
- Automatismes IndustrielsDocument98 pagesAutomatismes Industrielsriahi maherPas encore d'évaluation
- Emd2 Linux Corrigé 2009-2010Document4 pagesEmd2 Linux Corrigé 2009-2010light dark0% (1)
- Details Et Points Singuliers MenuiseriesDocument103 pagesDetails Et Points Singuliers MenuiseriesZOGO LucPas encore d'évaluation
- Pid-Legend Sysboles PDFDocument1 pagePid-Legend Sysboles PDFAnnakimPas encore d'évaluation
- MF HA20-260-20PX FR E03.12Document143 pagesMF HA20-260-20PX FR E03.12ClémentPas encore d'évaluation
- CPM1 Manuel ProgrammationDocument561 pagesCPM1 Manuel ProgrammationMamadou djibril Ba100% (1)
- A32 (BG15) - Manuel D'installation - FR - Du 17 12 96 (7441) PDFDocument173 pagesA32 (BG15) - Manuel D'installation - FR - Du 17 12 96 (7441) PDFAssir El DjazairiPas encore d'évaluation
- MPC - OPE - IT - Cahier de Charges - V0.1 (Enregistré Automatiquement)Document37 pagesMPC - OPE - IT - Cahier de Charges - V0.1 (Enregistré Automatiquement)Dokat O5Pas encore d'évaluation
- Extract-S8015 - TechniquesDeLIngenieur ApiDocument6 pagesExtract-S8015 - TechniquesDeLIngenieur ApiEl Walid BourasPas encore d'évaluation
- Base de La Programmation d'APIDocument47 pagesBase de La Programmation d'APIAziz FadelPas encore d'évaluation
- Unité2Document22 pagesUnité2Emilio del RioPas encore d'évaluation
- 01 Manuel de Cours GIGM-17Document174 pages01 Manuel de Cours GIGM-17Mohamef ChabaPas encore d'évaluation
- RapportDocument37 pagesRapportabdelkader.elfkihbenahmed.etu21Pas encore d'évaluation
- Coolmay L02 Series PLC Progarmming ManualDocument116 pagesCoolmay L02 Series PLC Progarmming Manualsalah hadriPas encore d'évaluation
- Automatisme Industriel - Initiation À L'automate Programmable Industriel (Niveau Avancé)Document89 pagesAutomatisme Industriel - Initiation À L'automate Programmable Industriel (Niveau Avancé)medmedPas encore d'évaluation
- Polycop TP SAPDocument48 pagesPolycop TP SAPamine jerbouyPas encore d'évaluation
- Automatismes IndustrielsDocument42 pagesAutomatismes IndustrielsWiame Bouyoussef100% (1)
- Catalogue Automatismes 4b 749341Document52 pagesCatalogue Automatismes 4b 749341Mohamed SomaiPas encore d'évaluation
- Cours D'automates Programmables Industrels LPU GEII 2020-2021Document70 pagesCours D'automates Programmables Industrels LPU GEII 2020-2021Mehdi AmchaouriPas encore d'évaluation
- Catalogue Formations 2e Edition 749334Document64 pagesCatalogue Formations 2e Edition 749334عبد الكريم ملوحPas encore d'évaluation
- B 90 ManfrDocument302 pagesB 90 ManfrTayeb LalouiPas encore d'évaluation
- Guide Du SystemeDocument143 pagesGuide Du Systemeandycole8919Pas encore d'évaluation
- Combiac 2Document77 pagesCombiac 2bista chaymaPas encore d'évaluation
- API1Document87 pagesAPI1صحوة آدميPas encore d'évaluation
- LES AUTOMATES PROGRAMMABLES (Notes de Cours)Document17 pagesLES AUTOMATES PROGRAMMABLES (Notes de Cours)Youness RabahPas encore d'évaluation
- 464 Doc8Document564 pages464 Doc8Nullimran HoubbranePas encore d'évaluation
- 2 - TD - Le PortailDocument27 pages2 - TD - Le PortailLucas DevauxPas encore d'évaluation
- Manuel de ServiceDocument1 278 pagesManuel de Servicenourtal2013100% (1)
- Chariots de ManutentionDocument11 pagesChariots de Manutentionforum algerieDZPas encore d'évaluation
- The Smart Controller: Installation Électrique PrécâbléeDocument60 pagesThe Smart Controller: Installation Électrique PrécâbléegomesPas encore d'évaluation
- R Rep M.2038 2004 MSW FDocument168 pagesR Rep M.2038 2004 MSW FDestin GlorieuxPas encore d'évaluation
- Polycopie Du Cours Sur PLC HADJAISSA20191024-46656-15y53s2-With-cover-page-V2Document87 pagesPolycopie Du Cours Sur PLC HADJAISSA20191024-46656-15y53s2-With-cover-page-V2chaouniPas encore d'évaluation
- Rapport Pfe m2gc UrDocument26 pagesRapport Pfe m2gc UrAntsatinaPas encore d'évaluation
- Base de La Programmation d'APIDocument4 pagesBase de La Programmation d'APIMounir FezzaniPas encore d'évaluation
- RLI RapportDocument32 pagesRLI RapportMeryem LaouidiPas encore d'évaluation
- Volume 1 FRDocument103 pagesVolume 1 FRo.pedroPas encore d'évaluation
- Bases de La ProgrammationDocument47 pagesBases de La ProgrammationMounir FezzaniPas encore d'évaluation
- Automates Programmables Industriels: Université Amar Telidji de LaghouatDocument86 pagesAutomates Programmables Industriels: Université Amar Telidji de Laghouatseul alonePas encore d'évaluation
- Azz Oug Mass in IssaDocument87 pagesAzz Oug Mass in IssaJean Claude KonanPas encore d'évaluation
- O-Zone-Tech II V 2 - 4 - 60 (Français) (23-05-2013) QSDocument35 pagesO-Zone-Tech II V 2 - 4 - 60 (Français) (23-05-2013) QSBikl ElPas encore d'évaluation
- Chloride 80-Net Usermanual For FrenchDocument108 pagesChloride 80-Net Usermanual For FrenchCleiton SouzaPas encore d'évaluation
- Memoire Alcate Ocb 283doc PDF FreeDocument141 pagesMemoire Alcate Ocb 283doc PDF Freeabouibacarbrahim0101Pas encore d'évaluation
- Catalogue Modicon M221 Controleurs Logiques Pour Architectures D Automatismes Communicantes SimplesDocument27 pagesCatalogue Modicon M221 Controleurs Logiques Pour Architectures D Automatismes Communicantes SimplesMh BengrinePas encore d'évaluation
- IndEth ApplicomDocument195 pagesIndEth ApplicomBobby JoePas encore d'évaluation
- Ba Ek260 FRDocument135 pagesBa Ek260 FRKarim TadjeddinePas encore d'évaluation
- Les Automatismes Industrielles (Api)Document10 pagesLes Automatismes Industrielles (Api)JospinPas encore d'évaluation
- Gfk0293b FrDocument116 pagesGfk0293b Frهاني ميساويPas encore d'évaluation
- MEMOIRE Alcate OCB 283Document141 pagesMEMOIRE Alcate OCB 283andycole891975% (4)
- Notice D Utilisation de L Automate SiemensDocument24 pagesNotice D Utilisation de L Automate SiemensAli SouriPas encore d'évaluation
- AsicDocument14 pagesAsicAmina GhardallouPas encore d'évaluation
- M2 GytybbbbbbbbbbbbbbDocument57 pagesM2 GytybbbbbbbbbbbbbbpotazeraxPas encore d'évaluation
- Mini Projet de EsaDocument30 pagesMini Projet de EsaBakr IbrahimiPas encore d'évaluation
- Rapport Projet Academique VHDLDocument30 pagesRapport Projet Academique VHDLelabbadi2002Pas encore d'évaluation
- Reporting pilier 3 de solvabilité II: Guide pour la production des QRTD'EverandReporting pilier 3 de solvabilité II: Guide pour la production des QRTPas encore d'évaluation
- Vision Industrielle: Permettre aux ordinateurs de dériver des informations significatives à partir d'images numériques, de vidéos et d'entrées visuellesD'EverandVision Industrielle: Permettre aux ordinateurs de dériver des informations significatives à partir d'images numériques, de vidéos et d'entrées visuellesPas encore d'évaluation
- RT4 Ap1Document26 pagesRT4 Ap1Azzeddine EL-OhnPas encore d'évaluation
- M204 Controleurs 2020 2021Document114 pagesM204 Controleurs 2020 2021Azzeddine EL-OhnPas encore d'évaluation
- Travaux Dirigs-1Document5 pagesTravaux Dirigs-1Azzeddine EL-OhnPas encore d'évaluation
- RT5 Ap1Document13 pagesRT5 Ap1Azzeddine EL-OhnPas encore d'évaluation
- Unité5 TPDocument5 pagesUnité5 TPAzzeddine EL-OhnPas encore d'évaluation
- Unité7 TPDocument5 pagesUnité7 TPAzzeddine EL-OhnPas encore d'évaluation
- Unité4 TPDocument5 pagesUnité4 TPAzzeddine EL-OhnPas encore d'évaluation
- Unité3 TPDocument5 pagesUnité3 TPAzzeddine EL-OhnPas encore d'évaluation
- RT3 Ap1Document19 pagesRT3 Ap1Azzeddine EL-OhnPas encore d'évaluation
- RT6 Ap1Document19 pagesRT6 Ap1Azzeddine EL-OhnPas encore d'évaluation
- Unité6 TPDocument18 pagesUnité6 TPAzzeddine EL-OhnPas encore d'évaluation
- Décomposition SAP Ammoniac JPH VP0 LAST (Demo Version)Document165 pagesDécomposition SAP Ammoniac JPH VP0 LAST (Demo Version)Azzeddine EL-OhnPas encore d'évaluation
- EtDocument1 pageEtAzzeddine EL-OhnPas encore d'évaluation
- EF ML TekUP 22-23Document4 pagesEF ML TekUP 22-23sarra gbPas encore d'évaluation
- OGC Chap 3Document46 pagesOGC Chap 3Lengani Kader EvaricePas encore d'évaluation
- AOP TA (1)Document9 pagesAOP TA (1)El Hasnaoui YsfPas encore d'évaluation
- Boucif Smail PDFDocument128 pagesBoucif Smail PDFTayeb GherbiPas encore d'évaluation
- Dimensionnement TurbinesDocument30 pagesDimensionnement TurbinesUlrich NDJIKIPas encore d'évaluation
- Informatique - Cours de XML - 124 Slides (Jacques Le Maitre) (Universite de Toulon)Document124 pagesInformatique - Cours de XML - 124 Slides (Jacques Le Maitre) (Universite de Toulon)bec souhilaPas encore d'évaluation
- Guide LPKF 1 1Document7 pagesGuide LPKF 1 1abdo tmPas encore d'évaluation
- Chapitre IVDocument7 pagesChapitre IVincocc nnuuPas encore d'évaluation
- MCC 1 0 0 FRDocument31 pagesMCC 1 0 0 FRDenis SpeicherPas encore d'évaluation
- Polycopie TP GE 2023Document51 pagesPolycopie TP GE 2023mariam.ouaaabedPas encore d'évaluation
- تصحيح اختبار الفصل الثالث -اللغة الفرنسية -الأولى ثانوي علوم تجريبيةDocument1 pageتصحيح اختبار الفصل الثالث -اللغة الفرنسية -الأولى ثانوي علوم تجريبية12345Pas encore d'évaluation
- Informatique Et Societe QuebecDocument9 pagesInformatique Et Societe QuebecKalinatsiPas encore d'évaluation
- Presentation EGFIDocument33 pagesPresentation EGFIbelkakarim98Pas encore d'évaluation
- MOUILLOUR Marceau-ACDocument1 pageMOUILLOUR Marceau-ACouiPas encore d'évaluation
- Organigramme AIFE Dec 2023Document1 pageOrganigramme AIFE Dec 2023Adam ArbyPas encore d'évaluation
- Diplômes Et FormationsDocument1 pageDiplômes Et FormationsmohamedPas encore d'évaluation
- Machine A Courant ContinuDocument13 pagesMachine A Courant ContinuFrancois PerraisPas encore d'évaluation
- COU KSB Ain Kercha Qualité EauDocument1 pageCOU KSB Ain Kercha Qualité EauAmel HydPas encore d'évaluation
- ISO 14001 2015 Partie VI Gérer Les RisquesDocument23 pagesISO 14001 2015 Partie VI Gérer Les RisquesGhassen DhouibiPas encore d'évaluation
- PowerWheels f150Document28 pagesPowerWheels f150celso marquezPas encore d'évaluation
- CG SVX039C FR 260 To 710 KWDocument88 pagesCG SVX039C FR 260 To 710 KWKhadija Fekih salemPas encore d'évaluation
- Alphabet Et Couleurs CP RituelDocument1 pageAlphabet Et Couleurs CP RituelAmel AhmedPas encore d'évaluation
- Examencours 2ST Math5Document12 pagesExamencours 2ST Math5Denilson JosemirPas encore d'évaluation
- Defi3 Mediation U6Document14 pagesDefi3 Mediation U6SmithPas encore d'évaluation
- 06 Identite VisuelleDocument10 pages06 Identite VisuelleOliver VADELEUXPas encore d'évaluation