Vous aimerez peut-être aussi
- Mémoire de Fin D'études - Stratégie Marketing DigitalDocument44 pagesMémoire de Fin D'études - Stratégie Marketing Digitalfchougrani84% (85)
- Exemple de Plan Assurance Qualité Avec Procédures D'exécutionDocument60 pagesExemple de Plan Assurance Qualité Avec Procédures D'exécutionWassim Mansour100% (4)
- Exercices TRSDocument3 pagesExercices TRSAhmed Lassoued83% (6)
- Exercice - TrsDocument1 pageExercice - TrsMohamedBejja50% (4)
- 119 - TD TPM Trs TRG - Corrige DetailleDocument4 pages119 - TD TPM Trs TRG - Corrige DetailleBoussalia Latifa75% (20)
- 19 - TD TPM TRSDocument5 pages19 - TD TPM TRSImane Mjimer57% (7)
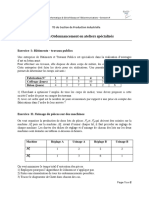
- TD N°3 Ordonnancement: Exercice 1Document4 pagesTD N°3 Ordonnancement: Exercice 1Med Aziz Ben YoussefPas encore d'évaluation
- ENSA de Tanger Département:: Electrique Et IndustrielDocument3 pagesENSA de Tanger Département:: Electrique Et IndustrielfatimaPas encore d'évaluation
- Exercice DupignonDocument4 pagesExercice DupignonOsman KanthePas encore d'évaluation
- Cours 4 Takt TimeDocument20 pagesCours 4 Takt TimeNouha Mnassri100% (1)
- TSMFM Fin de Formation 2014 v1Document15 pagesTSMFM Fin de Formation 2014 v1Ami ne100% (1)
- TD (Gestion de Production Indust)Document2 pagesTD (Gestion de Production Indust)Khawla ElfilaliPas encore d'évaluation
- Leçon 3: Ordonnancement: PlanificationDocument25 pagesLeçon 3: Ordonnancement: Planificationmoustafa officielPas encore d'évaluation
- Fiche Identification EmployeurDocument2 pagesFiche Identification EmployeurMuhamed HA67% (9)
- 8-CPS Electricité Pour Lotissements - Version 4 de Mars 2016Document48 pages8-CPS Electricité Pour Lotissements - Version 4 de Mars 2016SHAMI KHALIL100% (4)
- Livre Blanc Social Media Brand ContentDocument18 pagesLivre Blanc Social Media Brand ContentNahilPas encore d'évaluation
- Série N°4Document4 pagesSérie N°4Omauma El100% (1)
- TD - TPM TRSDocument2 pagesTD - TPM TRSTimo Shmitt100% (1)
- Rapport GPDocument12 pagesRapport GPNour MouawadPas encore d'évaluation
- TD - Gestion de PROD-1Document6 pagesTD - Gestion de PROD-1kawkaPas encore d'évaluation
- Cas TRSDocument8 pagesCas TRStraining Qhsee100% (1)
- TDs DisponibilitéDocument2 pagesTDs DisponibilitéPOLYCAPE MAYOUKPas encore d'évaluation
- Dessin Technique Cours Et Exercics Avec Solutions PDFDocument2 pagesDessin Technique Cours Et Exercics Avec Solutions PDFAziz KaborePas encore d'évaluation
- Capture D'écran . 2024-03-19 À 09.23.28Document3 pagesCapture D'écran . 2024-03-19 À 09.23.28Phil Rosaire BissagouPas encore d'évaluation
- TD Disponibilite 2gecsiDocument4 pagesTD Disponibilite 2gecsiÀLì Bk100% (1)
- TD GmaDocument6 pagesTD GmaMaxi PlusPas encore d'évaluation
- Pro 2014Document13 pagesPro 2014Crazy ytPas encore d'évaluation
- Examen de Fin de Formation 2019 AIIDocument7 pagesExamen de Fin de Formation 2019 AIIsalah hadriPas encore d'évaluation
- Chap3 - Ordonnancement en Ateliers SpécialisésDocument72 pagesChap3 - Ordonnancement en Ateliers Spécialisésjon kong100% (1)
- BTS2 TD Concept FMDDocument20 pagesBTS2 TD Concept FMDLena Ais100% (1)
- O OrdonnancementDocument37 pagesO Ordonnancementmessadi rajaPas encore d'évaluation
- Le TRSDocument4 pagesLe TRSStevy Mikala100% (1)
- Planification Ordonnacement Séance 4Document16 pagesPlanification Ordonnacement Séance 4Brahim Khizrane100% (1)
- Calcul TRSDocument3 pagesCalcul TRSjalal.mifdalPas encore d'évaluation
- Application Gestion de La Qualite 20181Document12 pagesApplication Gestion de La Qualite 20181mohaPas encore d'évaluation
- Exercices CapaciteDocument8 pagesExercices Capaciteaudrey mappyPas encore d'évaluation
- Étude D'implantation: Ameni EltaiefDocument36 pagesÉtude D'implantation: Ameni EltaiefHana HossniPas encore d'évaluation
- Atelier 3Document7 pagesAtelier 3OGHOA MOUELE CLETYPas encore d'évaluation
- CPI A1 BLOC INDUSTRIE Prosit2 GestionDeProduction CorbeilleExercices v3 - 0 EnonceDocument7 pagesCPI A1 BLOC INDUSTRIE Prosit2 GestionDeProduction CorbeilleExercices v3 - 0 EnonceEloïse DELOBELPas encore d'évaluation
- Mise Au Travail Chap 5 Exercice - Relecture de Tentative - AccueilDocument3 pagesMise Au Travail Chap 5 Exercice - Relecture de Tentative - AccueilOmarPas encore d'évaluation
- ExamSys1 LMD 2014 2015 EpreuveCorDocument3 pagesExamSys1 LMD 2014 2015 EpreuveCorSira NdiayePas encore d'évaluation
- Examen FF V2 2015 ÉnoncéDocument13 pagesExamen FF V2 2015 Énoncésimo ockPas encore d'évaluation
- Gop 1 1Document9 pagesGop 1 1Assane TouréPas encore d'évaluation
- 3461 Elements de Corrige Epreuve E2 Bac Pro Mei Dom Rom 2013Document13 pages3461 Elements de Corrige Epreuve E2 Bac Pro Mei Dom Rom 2013Moh HbPas encore d'évaluation
- Chap 5Document24 pagesChap 5Hou HouPas encore d'évaluation
- Exercice de Révision 1Document10 pagesExercice de Révision 1healthy.baby.piePas encore d'évaluation
- TD 4Document4 pagesTD 4Ahmed anis GasmiPas encore d'évaluation
- Ch12-13 Performance Des Machines-Pages-93-104Document12 pagesCh12-13 Performance Des Machines-Pages-93-104Wael MaatougPas encore d'évaluation
- Exercices TRSDocument2 pagesExercices TRSIgor SiedhoffPas encore d'évaluation
- TSMFM FF V2-2014 - ÉnoncéDocument15 pagesTSMFM FF V2-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- 02 TD FMD TRSDocument12 pages02 TD FMD TRSAFFO TOSSOU RamziatouPas encore d'évaluation
- Corrigé EFF12Document6 pagesCorrigé EFF12bae71249Pas encore d'évaluation
- TrsDocument8 pagesTrsmohamed74Pas encore d'évaluation
- Analyse DEFAUT DE BOMBAGE TVDocument5 pagesAnalyse DEFAUT DE BOMBAGE TVNassima TorbyPas encore d'évaluation
- TSMFM FF V1-2014 - ÉnoncéDocument15 pagesTSMFM FF V1-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- TD MaintDocument7 pagesTD MaintBen Ali ali MarwaPas encore d'évaluation
- TD 03 Gsit-4Document2 pagesTD 03 Gsit-4gsitmaster12Pas encore d'évaluation
- TD5 CorDocument12 pagesTD5 CorBoutef El HachemiPas encore d'évaluation
- Enseigner les Traits pertinents temporels: avec la participation active des apprenantsD'EverandEnseigner les Traits pertinents temporels: avec la participation active des apprenantsPas encore d'évaluation
- Systeme Monaitraire International: 1/ Les FonctionsDocument3 pagesSysteme Monaitraire International: 1/ Les FonctionsNejma AdjalPas encore d'évaluation
- Guide Choix Regime Imposition CiDocument22 pagesGuide Choix Regime Imposition Cidip23Pas encore d'évaluation
- M Gastebled Dimitri 31 03 20: Bonjour Voici Votre Facture Du / /20Document1 pageM Gastebled Dimitri 31 03 20: Bonjour Voici Votre Facture Du / /20tom arthurPas encore d'évaluation
- CONTROLE BUDGETAIRE - CopieDocument7 pagesCONTROLE BUDGETAIRE - CopieDara sekou SekouPas encore d'évaluation
- Séance 1 Controle de Gestion S6 G - E1 - 20 - 21 - Séance 1Document12 pagesSéance 1 Controle de Gestion S6 G - E1 - 20 - 21 - Séance 1Mohammed EdrissiPas encore d'évaluation
- Effectué À Marjane Holding: Rapport de Stage de PerfectionnementDocument67 pagesEffectué À Marjane Holding: Rapport de Stage de PerfectionnementWa LidPas encore d'évaluation
- Misisons AttributionsDocument11 pagesMisisons AttributionsMahfoud AgourPas encore d'évaluation
- Assurance QualitéDocument6 pagesAssurance QualitéHamid RahmanePas encore d'évaluation
- Yield ManagementDocument27 pagesYield ManagementRachida رشيدةPas encore d'évaluation
- Quel Systeme de Securite Sociale Pour La RDCDocument2 pagesQuel Systeme de Securite Sociale Pour La RDCDieuvic MvitaPas encore d'évaluation
- Avis Recrutement ChargesdaffairespourCAF Casablanca Avril 2016Document1 pageAvis Recrutement ChargesdaffairespourCAF Casablanca Avril 2016Hicham El HimriPas encore d'évaluation
- Banque Attijari de TunisieDocument2 pagesBanque Attijari de TunisieIssal Haj SalemPas encore d'évaluation
- Initiation Aux Baux Commerciaux Depuis La Loi PinelDocument59 pagesInitiation Aux Baux Commerciaux Depuis La Loi PinelaghPas encore d'évaluation
- Evaluation Des EntreprisesDocument20 pagesEvaluation Des EntreprisesHamza Fath-dinPas encore d'évaluation
- Modèle de PrévisionnelDocument13 pagesModèle de PrévisionnelJunotFranck Lai YockPas encore d'évaluation
- Elements de CorrectionDocument8 pagesElements de CorrectionMamoudou TraoréPas encore d'évaluation
- Série TD 2 2020 2021Document2 pagesSérie TD 2 2020 2021Rayane RanaPas encore d'évaluation
- Inv Phy Des IC Aspect Jur, Compt Et FiscDocument64 pagesInv Phy Des IC Aspect Jur, Compt Et Fiscaaa aaaPas encore d'évaluation
- Feuille TD Economie PubliqueDocument10 pagesFeuille TD Economie PubliqueA-C BPas encore d'évaluation
- FIN200C Séance 6 Chap 5 Annuités Et Rentes FIN 200 Support de CoursDocument10 pagesFIN200C Séance 6 Chap 5 Annuités Et Rentes FIN 200 Support de Coursiwaf dorPas encore d'évaluation
- SAP R3 Principes Generaux ERP (2011)Document25 pagesSAP R3 Principes Generaux ERP (2011)Asterx Le GauloisPas encore d'évaluation
- Afin de Realiser Une Analyse D'exploitation A Travers l'ESG, La Societe ABC INFO Met A Votre Disposition Le CPC Au 31/12/2021Document2 pagesAfin de Realiser Une Analyse D'exploitation A Travers l'ESG, La Societe ABC INFO Met A Votre Disposition Le CPC Au 31/12/2021Achraf BounriPas encore d'évaluation
- Chapitre I - Droit Applicable Aux Contrats de Commerce InternationalDocument20 pagesChapitre I - Droit Applicable Aux Contrats de Commerce InternationalRamzi ChàariPas encore d'évaluation
- CR 2010 02 E5 PDFDocument32 pagesCR 2010 02 E5 PDFFadoul MohamedPas encore d'évaluation
- Chorégraphie Ou L'art de Décrire (... ) Feuillet Raoul btv1b86232407 PDFDocument122 pagesChorégraphie Ou L'art de Décrire (... ) Feuillet Raoul btv1b86232407 PDFSarper DağtekinPas encore d'évaluation