Vous aimerez peut-être aussi
- Qualification Metrologie Dimensionnelle Et Géometrique PDFDocument73 pagesQualification Metrologie Dimensionnelle Et Géometrique PDFsaid3232100% (2)
- Survivre à son projet de recherche: Introduction à la méthodologie en gestionD'EverandSurvivre à son projet de recherche: Introduction à la méthodologie en gestionPas encore d'évaluation
- M08 Usinage Manue Mesure Contrôle-GE-MMODocument100 pagesM08 Usinage Manue Mesure Contrôle-GE-MMOKesraoui HichemPas encore d'évaluation
- Présentation MS 372 N°3-FDocument42 pagesPrésentation MS 372 N°3-FNasr ÄllahPas encore d'évaluation
- Méthodes qualitatives, quantitatives et mixtes: Dans la recherche en sciences humaines, sociales et de la santéD'EverandMéthodes qualitatives, quantitatives et mixtes: Dans la recherche en sciences humaines, sociales et de la santéPas encore d'évaluation
- Métrologie Et Contrôle Qualité SommaireDocument2 pagesMétrologie Et Contrôle Qualité SommaireMounir Frija100% (1)
- Reconnaissance automatique des cibles: Progrès des techniques de vision par ordinateur pour la reconnaissance de ciblesD'EverandReconnaissance automatique des cibles: Progrès des techniques de vision par ordinateur pour la reconnaissance de ciblesPas encore d'évaluation
- Métrologie Légale RésuméDocument91 pagesMétrologie Légale Résuméhouari bensafiPas encore d'évaluation
- Cours 1 - (1 Et 2) MétrologieDocument33 pagesCours 1 - (1 Et 2) MétrologieSafir GhadjaliPas encore d'évaluation
- Traité d'économétrie financière: Modélisation financièreD'EverandTraité d'économétrie financière: Modélisation financièrePas encore d'évaluation
- Metro 1 GMDocument60 pagesMetro 1 GMmrduck lyPas encore d'évaluation
- Cours Mtrologie 2lstDocument56 pagesCours Mtrologie 2lstMohammed teggar100% (1)
- MS - Calcul de MTR BTP-PS - CopieDocument22 pagesMS - Calcul de MTR BTP-PS - CopieHajar EL Mourabit100% (1)
- Cours Metrologie Finale 2006Document68 pagesCours Metrologie Finale 2006Ahmed Kanoun100% (1)
- M14 - CONTRÔLES ET MESURE (Chaudronnerie)Document22 pagesM14 - CONTRÔLES ET MESURE (Chaudronnerie)Ahmed AhmedPas encore d'évaluation
- M15 - CONTRÔLES ET MESURE (Charpente Et Tuyauterie)Document30 pagesM15 - CONTRÔLES ET MESURE (Charpente Et Tuyauterie)Ahmed AhmedPas encore d'évaluation
- Cours Métrologie Et Contôle de Qualité PDFDocument79 pagesCours Métrologie Et Contôle de Qualité PDFmoez100% (3)
- Metro 2021Document69 pagesMetro 2021MngPas encore d'évaluation
- Chapitre 1 Cours 1Document2 pagesChapitre 1 Cours 1Jojo BoubPas encore d'évaluation
- Métrologie PrésentationDocument176 pagesMétrologie PrésentationLouafi Youssef100% (2)
- Introduction MetrologieDocument34 pagesIntroduction Metrologiesemaphore6Pas encore d'évaluation
- Metrologie Cours GC PDFDocument100 pagesMetrologie Cours GC PDFX Hunter100% (1)
- 0 Métrologie Du LogicielDocument45 pages0 Métrologie Du LogicielFayçal APas encore d'évaluation
- M23 - Reparation Et Reglages de La Machine A Point Invisible (Ourleuse) - Th-TmcecDocument34 pagesM23 - Reparation Et Reglages de La Machine A Point Invisible (Ourleuse) - Th-TmcecMounir Ben Mansour100% (2)
- Metrologie Cours de License ProDocument95 pagesMetrologie Cours de License Prozaidi jamal100% (1)
- Cours Electromecanique Usinage ManuelDocument48 pagesCours Electromecanique Usinage Manuelana ana100% (1)
- 1.1 Mise en Place de La Fonction MétrologiqueDocument66 pages1.1 Mise en Place de La Fonction Métrologiqueassie maurice100% (3)
- Metrologie MicrobiologieDocument40 pagesMetrologie MicrobiologieImanePas encore d'évaluation
- Guide Metrologie Greiner Bio OneDocument20 pagesGuide Metrologie Greiner Bio OneJaouad BarriPas encore d'évaluation
- Fonct Métrologique 1Document34 pagesFonct Métrologique 1bochraPas encore d'évaluation
- Metologie Dimensionnelle Et Geometrique - 3 PDFDocument106 pagesMetologie Dimensionnelle Et Geometrique - 3 PDFdidined100% (3)
- Concept de Mesure de Base METLEGDocument25 pagesConcept de Mesure de Base METLEGRingoPas encore d'évaluation
- Fiche Technique de Formation MétrologiquesDocument1 pageFiche Technique de Formation Métrologiquesmohamed guedichiPas encore d'évaluation
- Module 15 La Gestion de La Maintenance Pla Mmo PDFDocument94 pagesModule 15 La Gestion de La Maintenance Pla Mmo PDFHamid BouleghabPas encore d'évaluation
- Cours Métrologie Et Contrôle Qualité - Maîtrise Génie Mécanique 2013Document79 pagesCours Métrologie Et Contrôle Qualité - Maîtrise Génie Mécanique 2013Pascal Baudin67% (9)
- M04 - Mesure Et Contrôle À L'aide D'instrumens - FM - MGP PDFDocument73 pagesM04 - Mesure Et Contrôle À L'aide D'instrumens - FM - MGP PDFMost ImadPas encore d'évaluation
- Cours Métrologie IS ERPDocument137 pagesCours Métrologie IS ERPmoumnimeryem2002Pas encore d'évaluation
- Metrologie Tci3Document58 pagesMetrologie Tci3ARSENE BRICE NDEMA BOMEPas encore d'évaluation
- Metrologie DSDocument52 pagesMetrologie DSElyes Benhmida100% (3)
- Usinage ManuelDocument50 pagesUsinage ManuelmohamedouffaPas encore d'évaluation
- TP MesureDocument9 pagesTP MesureDAYANGPas encore d'évaluation
- M - 13 - Usinage ManuelDocument65 pagesM - 13 - Usinage Manuelalmis50% (2)
- Fonction Metrologie PDFDocument48 pagesFonction Metrologie PDFBechir Ouhibi100% (3)
- M07 Utilisation Des Appareils de Mesures Electriques GE EB PDFDocument83 pagesM07 Utilisation Des Appareils de Mesures Electriques GE EB PDFDjamel BenoudjitPas encore d'évaluation
- Cours Metrologie Et Assurance Qualité Licence Professionnelle - BCHITOU PDFDocument176 pagesCours Metrologie Et Assurance Qualité Licence Professionnelle - BCHITOU PDFKenza Ammor100% (1)
- Chapitre 1 Introduction À La MétrologieDocument4 pagesChapitre 1 Introduction À La MétrologieLaurenne YaoPas encore d'évaluation
- M - 24 - Dispositifs de Transmission D'énergie Mécanique - (WWW - Diploma.ma)Document62 pagesM - 24 - Dispositifs de Transmission D'énergie Mécanique - (WWW - Diploma.ma)Ibrahim Taki100% (1)
- Chapitre 1Document7 pagesChapitre 1justindawe99Pas encore d'évaluation
- Métrologie Geer2: Département Génie Civil, Energétique Et EnvironnementDocument55 pagesMétrologie Geer2: Département Génie Civil, Energétique Et Environnementlatifa aqchachPas encore d'évaluation
- Cours MetrologieDocument36 pagesCours MetrologieMounir Frija100% (7)
- Mesure Mtrologie LessentielDocument36 pagesMesure Mtrologie LessentielMohamed Amine ChabanePas encore d'évaluation
- Enoncés TP RDM l2 GMDocument30 pagesEnoncés TP RDM l2 GMjahidPas encore d'évaluation
- Gestion Des Moyens de MesureDocument7 pagesGestion Des Moyens de Mesureassie maurice100% (1)
- Aznag Imad-Metrologie-G2Document14 pagesAznag Imad-Metrologie-G2Imad AznagPas encore d'évaluation
- M05 Usinage ManuelDocument7 pagesM05 Usinage ManuelCoolman100% (1)
- 09 - Les Outillages TDocument115 pages09 - Les Outillages Tabdelhafid11011996Pas encore d'évaluation
- Compte Rendu Metrologie tp2Document34 pagesCompte Rendu Metrologie tp2No Raya100% (1)
- Matières TDocument238 pagesMatières TImane holaPas encore d'évaluation
- Garant Salarie MarocDocument1 pageGarant Salarie MarocImane holaPas encore d'évaluation
- Extrusion Tubes Et Profilés TDocument105 pagesExtrusion Tubes Et Profilés TImane holaPas encore d'évaluation
- Nacre Et Charbon Papier Féminin Film Story InstagramDocument1 pageNacre Et Charbon Papier Féminin Film Story InstagramImane holaPas encore d'évaluation
- GMI Global Packaging Supplier Manual v3-1-FR 2023Document58 pagesGMI Global Packaging Supplier Manual v3-1-FR 2023Imane holaPas encore d'évaluation
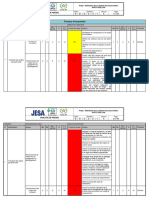
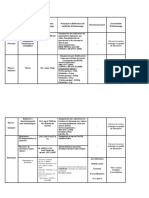
- Analyse Des Risques Version A Projet WWPT OSBL SafiDocument34 pagesAnalyse Des Risques Version A Projet WWPT OSBL SafiImane holaPas encore d'évaluation
- TP I Etude de MarcheDocument1 pageTP I Etude de MarcheImane holaPas encore d'évaluation
- Mise en Place de Système de Management Selon Iso 14001 V 2015Document11 pagesMise en Place de Système de Management Selon Iso 14001 V 2015Imane holaPas encore d'évaluation
- Techniques D'audit - QHSE-EL BOUADI HananeDocument134 pagesTechniques D'audit - QHSE-EL BOUADI HananeImane holaPas encore d'évaluation
- Planification 14000Document22 pagesPlanification 14000Imane holaPas encore d'évaluation
- Partie 1 Mise en Place SME 2021 2022Document7 pagesPartie 1 Mise en Place SME 2021 2022Imane holaPas encore d'évaluation
- Système de Management Intégré Et Certification QSEDocument43 pagesSystème de Management Intégré Et Certification QSEImane holaPas encore d'évaluation
- Cours - Physique Relation Entre Masse Et Poids - 1ère As (2014-2015) MR Bouazizi JilaniDocument3 pagesCours - Physique Relation Entre Masse Et Poids - 1ère As (2014-2015) MR Bouazizi JilaniTahirou FanePas encore d'évaluation
- TP Tournants LivretDocument12 pagesTP Tournants Livretmaxime.lussienPas encore d'évaluation
- Portée Étalonnage''Document153 pagesPortée Étalonnage''Abdelouahab ElhajiPas encore d'évaluation
- Détermination Des Propriétés Dynamométriques Des Fils TextilesDocument4 pagesDétermination Des Propriétés Dynamométriques Des Fils Textilesdifferent music100% (1)
- Physique TP3 Forces Suite Eleve PDFDocument2 pagesPhysique TP3 Forces Suite Eleve PDFAbdelnour BassouPas encore d'évaluation
- Manuel D'utilisation Des Systèmes de Capteurs À DéclenchementDocument57 pagesManuel D'utilisation Des Systèmes de Capteurs À DéclenchementMed Ali MaatougPas encore d'évaluation
- Berregrague Ayoub Rapport de StageDocument41 pagesBerregrague Ayoub Rapport de Stageayoub berrePas encore d'évaluation
- TP 2 - Déformation Élastique Des PortiquesDocument5 pagesTP 2 - Déformation Élastique Des PortiquesYassine chahbounPas encore d'évaluation
- Cours InstrumentationsDocument56 pagesCours Instrumentationsfarid saadPas encore d'évaluation
- Principe Et Référence de Méthode D ÉtalonnageDocument12 pagesPrincipe Et Référence de Méthode D Étalonnagekenza bouaalamPas encore d'évaluation
- CDM ChapiiDocument49 pagesCDM ChapiiHasna JaafarPas encore d'évaluation
- VyMf PDFDocument3 pagesVyMf PDFBELSPas encore d'évaluation
- PC 3emDocument63 pagesPC 3emTojonirina Harison RakotoarisoaPas encore d'évaluation
- TP Forces Dynamometre Élève Anh TânDocument6 pagesTP Forces Dynamometre Élève Anh TânWhavoPas encore d'évaluation
- TD Appareil Enregistreur ElevDocument8 pagesTD Appareil Enregistreur Elevوسيم زعفوريPas encore d'évaluation
- Chap III Banc D'essaiDocument8 pagesChap III Banc D'essaiAek Zaiaek50% (2)
- 046 e Guide Bonnes Pratiques Essais Compression EprouvettesDocument28 pages046 e Guide Bonnes Pratiques Essais Compression EprouvettesjqslPas encore d'évaluation
- HGJGJFGFGGDocument40 pagesHGJGJFGFGGعثمان البريشيPas encore d'évaluation
- Tensotest PCDocument116 pagesTensotest PCJuan MataPas encore d'évaluation
- Essais Statique de Pieu Isolé Sous Charge Axiale - Méthode Essai LPC N°31Document14 pagesEssais Statique de Pieu Isolé Sous Charge Axiale - Méthode Essai LPC N°31Alfredo A LopezPas encore d'évaluation
- TP5-1-GM-Banc EX190Document5 pagesTP5-1-GM-Banc EX190Café PastisPas encore d'évaluation
- Chap 3Document38 pagesChap 3Djo DjaPas encore d'évaluation
- LAB GTA 03V01 (2012) ForceDocument15 pagesLAB GTA 03V01 (2012) ForceHamza MouhibPas encore d'évaluation
- 3 FreinomètresDocument13 pages3 FreinomètresTecnicas Reunidas de Automoción100% (1)
- Compte Rendu RessortDocument10 pagesCompte Rendu RessortKylian DesfossesPas encore d'évaluation
- p11 2024Document3 pagesp11 2024ANTOINE THIAREPas encore d'évaluation
- Équilibre Dun Solide Soumis À Deux ForcesDocument13 pagesÉquilibre Dun Solide Soumis À Deux ForcesAbdelhamid Elbachir100% (1)
- Fiche 2 - Les Actions MécaniquesDocument3 pagesFiche 2 - Les Actions Mécaniquesmaintenance2 sipatPas encore d'évaluation
- Méthodes D'essai LPC N° 31 - Essai Statique de Pieu Isolé Sous Charge AxialeDocument15 pagesMéthodes D'essai LPC N° 31 - Essai Statique de Pieu Isolé Sous Charge Axialerktm.avotraPas encore d'évaluation
- PCT - Bepc .Coll .TchekeDocument141 pagesPCT - Bepc .Coll .TchekeClémence BASSALEPas encore d'évaluation
- Du Néant à la Formule Universelle et retour: La structure des particules élémentaires XIIIfD'EverandDu Néant à la Formule Universelle et retour: La structure des particules élémentaires XIIIfPas encore d'évaluation