Académique Documents
Professionnel Documents
Culture Documents
Mesure Mtrologie Lessentiel
Transféré par
Mohamed Amine ChabaneCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Mesure Mtrologie Lessentiel
Transféré par
Mohamed Amine ChabaneDroits d'auteur :
Formats disponibles
Aix-en-Provence Bollène Cherbourg Metz Roissy Toulouse
Arras Bourges Grenoble Nantes Rouen Vendôme
Bayonne Bordeaux La Ciotat Paris-Rungis SFINT
Belfort Brest Lyon Pau Tarbes
Bièvres Châtellerault Le Havre Rennes Toulon
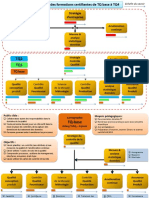
Qu’est-ce que
la métrologie ?
1. Définition du Vocabulaire International La métrologie peut être légale, fondamentale (ou
de Métrologie (VIM) scientifique) ou industrielle appliquée à tous les
2.2 Métrologie, f secteurs d’activité.
Science des mesurages et ses applications
NOTE : La métrologie comprend tous les aspects théoriques 2. Focus sur la métrologie industrielle
et pratiques des mesurages, quels que soient l’incertitude La métrologie est souvent associée uniquement à
de mesure et le domaine d’application.
la gestion des moyens de mesure.
2.1 Mesurage, m, mesure, f La gestion des moyens de mesure comprend : la
Processus consistant à obtenir expérimentalement gestion du parc d’instruments de mesure, l’étalon-
une ou plusieurs valeurs que l’on peut raisonna- nage et/ou vérification, les fiches de vie…
blement attribuer à une grandeur Or la fonction métrologie représente beaucoup
NOTE 1 : Les mesurages ne s’appliquent pas aux propriétés plus : le choix du moyen de mesure, la méthode
qualitatives. de mesure employée, la formation du personnel,
NOTE 2 : Un mesurage implique la comparaison de grandeurs
ou le comptage d’entités.
le raccordement au Système International d’unités
NOTE 3 : Un mesurage suppose une description de la gran- (SI), les estimations d’incertitudes de mesures, la
deur compatible avec l’usage prévu d’un résultat de mesure, détermination des intervalles de confirmation et
une procédure de mesure et un système de mesure étalonné bien sûr la gestion des moyens de mesure.
fonctionnant selon la procédure de mesure spécifiée, incluant
les conditions de mesure.
Tous ces axes permettent de maîtriser son
La métrologie rassemble l’ensemble des techniques processus de mesure, de fiabiliser ses résultats
permettant de réaliser des mesures, de les inter- et d’apporter des outils précieux pour l’amélio-
préter et d’assurer leur fiabilité. ration de la productivité.
Choix des moyens de mesure
Méthodes de mesures
Formation du personnel
Définition de la stratégie de raccordement
Estimation des incertitudes
Détermination des intervalles de confirmation
Gestion du parc
Étalonnage
Gestion des moyens de mesure
Vérification
Fiche de vie…
Représentation de la fonction métrologie.
4 NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018
concepts
DE BASE
Il est important de s’assurer que les exigences
métrologiques sont compatibles avec l’aspect stra-
tégique et économique de l’entreprise.
3e étape : comment choisir son équipement de
mesure ?
Pour choisir son équipement de mesure, il faut au
préalable définir le ou les processus de mesure
pouvant contenir l’équipement ; déterminer les
conditions d’exploitation des résultats de justesse
de l’équipement.
Il est important de ne pas acheter une Rolls Royce
si une 2 CV suffit et inversement.
4e étape : qui va réaliser la mesure ?
La personne qui réalise la mesure a une grande
influence sur le résultat final.
Si plusieurs opérateurs effectuent la mesure, il
3. Comment obtenir une « bonne » convient de s’assurer que leurs résultats sont
mesure? comparables entre eux. Pour cela il est nécessaire
Une « bonne » mesure est une mesure dans laquelle de réaliser des tests de répétabilité et de repro-
on a confiance. ductibilité entre tous les opérateurs qui exécuteront
Pour obtenir une mesure fiable, il faut se poser les la mesure.
bonnes questions, et procéder par étapes.
5e étape : où fait-on la mesure ?
ère
1 étape : pourquoi mesure-t-on ? L’impact du lieu sur la mesure ne sera pas le même
Une mesure n’est jamais faite par hasard. On ne si elle est réalisée dans un laboratoire de contrôle
mesure pas par plaisir, on mesure par besoin. climatisé ou sur la chaine de production. La tempé-
Une mesure peut être faite pour différentes raisons : rature, les vibrations ou encore les poussières ont
répondre à une demande client ; vérifier la confor- une influence sur la mesure. Il est essentiel de
mité du produit ; répondre à une exigence normative quantifier tous ces paramètres pour éviter de
par exemple à la norme ISO 9001:2015 ; surveiller mauvaises surprises.
la production…
6e étape : comment faire la mesure ?
2e étape : comment définir le besoin ? Une méthode doit être clairement définie pour que
L’analyse des besoins permet de : comprendre les tous les opérateurs puissent exécuter la mesure
attentes du client ou d’un service en interne ; évaluer correctement et de la même manière. Il est impor-
© Ametek Creaform
la différence entre besoin exprimé et besoin réel ; tant qu’elle soit écrite pour éviter les confusions
impliquer les services marketing, développement, lors d’une transmission orale. La méthode doit
bureau d’études… ; traduire le besoin en tolérances décrire de manière rigoureuse le processus de
et spécifications. mesure.
NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018 5
concepts
DE BASE
QU’EST-CE QUE
LA MÉTROLOGIE ?
Mé Ma
tho in d Ma
de ’œu tièr
vre e
Mesure
lie u yen
Mi Mo
Diagramme d’Ishikawa (5M).
7e étape : mon choix est-il bon ? 4. Un exemple d’apport de la métrologie
Il est conseillé de se poser les questions suivantes dans l’industrie
une fois le processus de mesure en place. Mon Une PME manufacturière réalise un chiffre d’affaires
processus de mesure est-il capable de répondre à de 20 M , avec un résultat de 5 % malgré un taux
mon besoin ? Ai-je fait les bons choix ? de rebut d’environ 4 %. Le directeur demande à
Le processus de mesure doit être apte à déclarer la son service commercial une augmentation du CA
conformité d’une caractéristique à sa spécification. de 10 % ce qui représente une progression de 2 M€
et donne un résultat de 100 k .
8e étape : comment garantir la conformité de Parallèlement le service métrologie s’intéresse aux
mon processus de mesure dans le temps ? causes de rebut et constate le fait suivant 70 %
Une fois le processus de mesure en place, il faut le des rebuts sont issus de trois causes principales :
maîtriser par exemple avec la mise en place d’une - le besoin client n’est pas correctement défini
surveillance. (50 % des produits rebutés sont conformes au
Il est important dans un second temps, d’optimiser besoin fonctionnel) ;
ce processus avec : une maîtrise de la mesure au - le test d’acceptation est subjectif,
juste coût ; des incertitudes compatibles avec le - le processus de mesure peut être amélioré (70 %
besoin et donc une connaissance de toutes les de produits rebutés par erreur).
composantes influençant le résultat ; des erreurs
maximales tolérées les plus grandes possible et bien Grâce à ses actions, le service métrologie a permis
sûr des périodicités justifiées et adaptées ; et ceci à l’entreprise de réduire son taux de rebut de près
grâce à une bonne connaissance de ses besoins… de 320 k€ par an, et donc d’améliorer d’autant les
profits de l’entreprise ●
L’étape 1 traite du besoin de la mesure.
Les étapes 2, 3, 4, 5 et 6 suivent tout simplement
le schéma des 5M.
Les étapes 7 et 8 permettent d’améliorer en continu
le processus de mesure.
6 NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018
Qu’est-ce qu’un
étalonnage ?
1. Définition du Vocabulaire International dire une erreur de l’indicateur de +0,2 °C. L’in-
de Métrologie (VIM) certitude de ce thermomètre est évidemment
2.39 Étalonnage, m supérieure à l’incertitude du thermomètre de réfé-
Opération qui, dans des conditions spécifiées, rence et doit être correctement estimée. On
établit en une première étape une relation entre suppose ici que l’incertitude élargie de ce ther-
les valeurs et les incertitudes de mesure associées momètre de travail est de 0,05 °C.
qui sont fournies par des étalons et les indications
correspondantes avec les incertitudes associées, Remarque : En utilisation, il faudra appliquer une
puis utilise en une seconde étape cette information correction de -0,2 °C au thermomètre de travail pour
pour établir une relation permettant d’obtenir un corriger le biais de ce thermomètre s’il est utilisé à
résultat de mesure à partir d’une indication. 37 °C. En effet, rappelons un principe de base en
NOTE 1 : Un étalonnage peut être exprimé sous la forme métrologie : « Celui qui commet une erreur, qui le sait
d’un énoncé, d’une fonction d’étalonnage, d’un diagramme et qui ne la corrige pas en commet une seconde ».
d’étalonnage, d’une courbe d’étalonnage ou d’une table
d’étalonnage. Dans certains cas, il peut consister en une
correction additive ou multiplicative de l’indication avec une Mais la question que l’on peut se poser, c’est « que
incertitude de mesure associée. se passe-t-il si on utilise alors le thermomètre de
NOTE 2 : Il convient de ne pas confondre l’étalonnage avec travail à une température autre que 37 °C ? ». La
l’ajustage d’un système de mesure, souvent appelé impropre-
ment “autoétalonnage”, ni avec la vérification de l’étalonnage. réponse à cette question correspond au concept
d’étalonnage.
Prenons l’exemple de la mesure de température
avec deux thermomètres, à savoir : 2. Explication
- un premier thermomètre, appelé thermomètre La seule première étape dans la définition est
étalon, qui fournit une moyenne de mesures à 37 °C. souvent perçue, à tort, comme étant l’étalonnage.
Ce résultat présente une incertitude de…. °C confor- Cette première étape constitue en réalité la défi-
mément au CE d’étalonnage. nition de la précédente édition du VIM du terme
- Un second thermomètre de travail, appelé « indi- étalonnage.
cateur » (fig. ci-dessous) donne une température
moyenne de 37,2 °C. Le thermomètre de travail Il s’agit pour le métrologue ou le prestataire d’éta-
présente donc une erreur de justesse, c’est-à- lonnage de fournir un tableau ou une courbe de
Étalon Indicateur
37,0 °C +0,2 °C 37,2 °C
-0,05 °C +0,05 °C
8 NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018
concepts
DE BASE
Incertitude de l’étalon Incertitude
T référence T lue sur l’instrument Correction
(k=2) d’étalonnage (k=2)
0,0 °C 0,1 °C 0,1 °C -0,1 °C 0,2 °C
5,0 °C 0,1 °C 5,5 °C -0,5 °C 0,2 °C
37,0 °C 0,1 °C 37,6 °C -0,6 °C 0,3 °C
Tableau de résultat avec les incertitudes associées
résultats avec les incertitudes associées : de l’instrument dans ce cas.
La seconde étape consiste, pour le métrologue ou Une telle relation permet de travailler entre 2 points
le prestataire d’étalonnage, à fournir une relation d’étalonnage et de connaître, par exemple, la tempé-
qui permet de déterminer la température supposée rature supposée être vraie pour une température lue
être vraie à partir de la température lue sur l’ins- de 20 °C.
trument, par exemple :
Tvraie = A.Tlue+B Remarque : En revanche, il convient de faire attention
Avec : à la relation choisie, qui doit correspondre physique-
Tvraie : la température supposée être vraie ment au processus. Dans le cas d’un thermomètre,
Tlue : la température lue sur l’instrument supposer une droite est réaliste. Néanmoins, ceci n’est
A et B étant les coefficients de la droite d’étalonnage pas forcément le cas pour tous les processus ●
© florinoprea
Étalonnage d'un thermomètre.
NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018 9
concepts
DE BASE
Qu’est-ce qu’une
vérification ?
1. Définition du Vocabulaire International La température de l’enceinte est alors vérifiée avec
de Métrologie (VIM) un thermomètre préalablement étalonné, ayant
2.44 Vérification, f une incertitude de 0,05 °C. La valeur lue sur le
Fourniture de preuves tangibles qu’une entité donnée thermomètre est : 37,2 °C.
satisfait à des exigences spécifiées.
EXEMPLE 1 : Confirmation qu’un matériau de référence 2. Explication
donné est bien, comme déclaré, homogène pour la Il s’agit de s’assurer de la conformité des résultats
valeur et la procédure de mesure concernées jusqu’à d’étalonnage au regard de son besoin usuellement
des prises de mesure de masse 10 mg. exprimé sous le nom d’erreur maximale tolérée
EXEMPLE 2 : Confirmation que des propriétés relatives (EMT).
aux performances ou des exigences légales sont satis- Pour s’assurer de la conformité à l’EMT, il convient
faites par un système de mesure. de vérifier que la somme de la valeur absolue de
EXEMPLE 3 : Confirmation qu’une incertitude cible
l’erreur de mesure et de l’incertitude d’étalonnage
peut être atteinte.
est inférieure à l’erreur maximale tolérée.
NOTE 1 : S’il y a lieu, il convient de prendre en compte l’in-
certitude de mesure. |Erreur de mesure|+ Incertitude d’étalonnage < EMT
NOTE 2 : L’entité peut être, par exemple, un processus, une 0,2 + 0,05 < 0,5 donc l’étuve est conforme
procédure de mesure, un matériau, un composé ou un
système de mesure.
Remarque : Il est à noter que la correction est la
NOTE 3 : Les exigences spécifiées peuvent être, par exemple,
les spécifications d’un fabricant. valeur opposée de l’erreur de mesure. Si les EMT
NOTE 4 : La vérification en métrologie légale, comme définie fournisseurs tiennent déjà compte de ces incerti-
dans le VIML [53], et plus généralement en évaluation de tudes et que le métrologue n’a pas demandé des
la conformité, comporte l’examen et le marquage et/ou la
délivrance d’un certificat de vérification pour un système
spécifications autres, elles ne sont pas reprises
de mesure. une deuxième fois (double peine) : par conséquent,
NOTE 5 : Il convient de ne pas confondre la vérification avec le métrologue ou le prestataire ne compare que
l’étalonnage. Toute vérification n’est pas une validation. l’erreur à l’EMT. Il est donc important pour le métro-
NOTE 6 : En chimie, la vérification de l’identité d’une entité,
ou celle d’une activité, nécessite une description de la struc- logue de bien préciser son besoin.
ture ou des propriétés de cette entité ou activité. Remarque : L’incertitude de mesure doit dégrader
Prenons l’exemple d’une étuve dont la température l’incertitude d’étalonnage pour prendre en compte
attendue doit être de 37 °C ± 0,5 °C (EMT de la dérive et les conditions d’utilisation qui peuvent
0,5 °C). La question posée est donc : « Est-elle être différentes des conditions d’étalonnage
conforme ou non conforme » ? (profondeur d’immersion d’un thermomètre, etc.) ●
V mesurée : 37,2 °C
+ 0,2 °C
36,5 °C 37,5 °C
37,0 °C
- 0,05 °C + 0,05 °C
10 NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018
concepts
DE BASE
Qu’est-ce que
l’incertitude de mesure ?
1. Définition du Vocabulaire International Il est important pour le décideur public ou privé
de Métrologie (VIM) de bien comprendre le concept de résultat de
2.26 Incertitude de mesure, f, incertitude, f mesure et de l’incertitude associée à ce résultat
Paramètre non négatif qui caractérise la dispersion pour se l’approprier.
des valeurs attribuées à un mesurande, à partir
des informations utilisées En bref, le résultat de mesure est égal à une valeur
NOTE 1 : L’incertitude de mesure comprend des composantes mesurée avec son incertitude.
provenant d’effets systématiques tels que les composantes
associées aux corrections et aux valeurs assignées des
étalons, ainsi que l’incertitude définitionnelle.
La note 1 éclaire la définition. Il faut donc bien
Parfois, on ne corrige pas des effets systématiques estimés, comprendre que le résultat de mesure n’est pas
mais on insère plutôt des composantes associées de l’in- une valeur unique, mais une distribution de valeurs.
certitude. Dans la pratique, on ne communique pas cette
NOTE 2 : Le paramètre peut être, par exemple, un écart-
type appelé incertitude-type (ou un de ses multiples) ou la distribution, mais un « résumé » de cette distribu-
demi-étendue d’un intervalle ayant une probabilité de couver- tion sous forme de deux paramètres : un paramètre
ture déterminée. de tendance centrale tel que la moyenne, la médiane
NOTE 3 : L’incertitude de mesure comprend en général de
et un paramètre de dispersion tel que l’écart-type
nombreuses composantes. Certaines peuvent être évaluées
par une évaluation de type A de l’incertitude à partir de la ou l’interquantile à 95 % qui représente l’incertitude
distribution statistique des valeurs provenant de séries de de mesure. L’incertitude se quantifiera alors sous
mesurages et peuvent être caractérisées par des écarts- la forme d’un écart-type, d’un intervalle élargi.
types. Les autres composantes, qui peuvent être évaluées
par une évaluation de type B de l’incertitude, peuvent aussi
être caractérisées par des écarts-types, évalués à partir de Il faudra donc disposer de méthodes pour esti-
fonctions de densité de probabilité fondées sur l’expérience mer cette dispersion des valeurs attribuées au
ou d’autres informations.
mesurande.
NOTE 4 : En général, pour des informations données, on
sous-entend que l’incertitude de mesure est associée à une
valeur déterminée attribuée au mesurande. Une modification Comment utiliser cette information que constitue
de cette valeur entraîne une modification de l’incertitude l’incertitude de mesure ?
associée.
Le concept de résultat de mesure et de l’incertitude
NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018 13
concepts
DE BASE
QU’EST-CE QUE
L’INCERTITUDE DE MESURE ?
Risque d’une décision de conformité, lorsque le résultat est proche d’une limite
L’introduction du GUM nous aide à préciser cette Il est donc important pour les décideurs d’apprécier
question : le risque associé à leur décision.
[…] Lorsque l’on rend compte du résultat d’un mesu- Actuellement, plusieurs référentiels traitent de
rage d’une grandeur physique, il faut obligatoirement ce sujet.
donner une indication quantitative sur la qualité du Au niveau international on trouve le Guide ILAC
résultat pour que ceux qui l’utiliseront puissent esti- G8 (2009) « Guidelines on Assessment and reporting
mer sa fiabilité. En l’absence d’une telle indication, of compliance with specification ». Au niveau de
les résultats de mesure ne peuvent plus être compa- la France, il existe un fascicule de documentation
rés soit entre eux, soit par rapport à des valeurs de qui traite de ces questions FD X 07-022 (2004)
référence données dans une spécification ou une « Utilisation des incertitudes de mesure : présentation
norme […]. de quelques cas et pratiques usuelles ».
2.Utilisation de l’incertitude dans les Plus récemment, le JCGM, Joint Committee for
déclarations de conformité Guides in Metrology, a publié un document, « Evalua-
Comment décider de la conformité lorsqu’un résul- tion of measurement data – The role of measurement
tat de mesure est proche d’une limite de spécifi- uncertainty in conformity assessment JCGM 106:2012 »
cation, la figure ci-dessous illustre cette situation qui développe une méthode pour traiter ces ques-
avec une limite de spécification inférieure. tions. Ce document porte également la référence
Dans la figure ci-dessus l’aire sous la courbe repré- NF ISO/CEI Guide 98-4.
sentant l’incertitude de mesure de la valeur mesu- Au niveau de l’Afnor, un travail est en cours pour
rée est à cheval dans la zone de conformité et la préparer un fascicule de documentation FDX07 039
zone de non-conformité. L’aire sous la courbe à « Rôle de l’incertitude de mesure dans l’évaluation
l’extérieur de la limite de spécification représente de la conformité – Mise en œuvre de la norme
la probabilité d’obtenir des valeurs extérieures à NF ISO/CEI Guide 98-4 – Illustration au travers
la zone de spécification. d’études de cas industriels » ●
14 NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018
Qu’est-ce qu’une
surveillance ?
1. Le concept de surveillance - répondre aux exigences normatives
La mise en place d’un dispositif de surveillance des (ISO 9001:2015, ISO 10012:2003…),
processus de mesure est un élément fondamental - réduire les coûts liés à la gestion des instruments
pour garantir la qualité des produits et pour maîtri- de mesure (en complément du fascicule FD X
ser au mieux les risques. Il faut donc avoir, au niveau 07-014 et du guide Opperet) tout en diminuant
de l’entreprise, une démarche structurée de maîtrise les risques,
des risques afin de déterminer le bon niveau de - maîtriser les processus de mesure (et non les
surveillance : étalonnage/vérification seul, plan de instruments de mesure uniquement) et ainsi à
surveillance seul, combinaison des deux, vérification terme, de réduire les coûts de non-qualité,
avant utilisation… - sensibiliser tous les acteurs de l’entreprise aux
incertitudes de mesure et aux capabilités en obser-
Cette démarche peut se baser sur différentes tech- vant, lors des surveillances, les dispersions liées
niques, telles que l’Amdec (1) , la pyramide de aux mesures,
Hazop(2) ou toute autre approche relevant souvent - développer et promouvoir la culture statistique
du bon sens. liée à la réalisation d’un produit et/ou service.
Avoir une stratégie de surveillance permet de : 2. Quelques méthodes de surveillance
- réagir rapidement, Il existe différentes méthodes de surveillance de
© elen 31
Pour surveiller un processus de mesure de pesée on peut prendre, par exemple, un “caillou” que l’on pèse
fréquemment.
16 NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018
concepts
DE BASE
processus de mesure : de telle sorte que le problème ne soit pas détecté,
- suivi d’un objet connu, ce qui est peu probable…). Si le caillou sert à surveil-
- redondance des mesures, ler plusieurs balances, l’analyse est simple : soit
- processus de mesure dédié… toutes les balances surveillées sortent des limites
le même jour et le caillou est directement incriminé,
Pour surveiller un processus de mesure de pesée soit une seule balance est détectée « hors limite »
d’environ 20 g, on peut prendre, par exemple, un et il est alors très probable que le problème détecté
“caillou” que l’on pèse fréquemment. lui soit imputable. Dans ce dernier cas, comme
dans celui où la seule balance est surveillée par le
Surveillance du processus de mesure caillou, il est nécessaire de procéder à un étalonnage
Chaque jour d’utilisation, avant la première pesée pour lever le doute ●
le matin, l’opérateur mesure un objet type, un caillou
dans notre cas. Le caillou choisi est un silex (car
réputé peu poreux) d’environ 20 g. Il a été peint
de façon à pouvoir observer rapidement une éven-
tuelle détérioration.
(1) L'Amdec (analyse des modes de défaillance, de leurs effets
Il s’agit alors de s’assurer que la valeur affichée par et de leur criticité) est un outil de sûreté de fonctionnement
la balance est comprise entre les limites de surveil- (SdF) et de gestion de la qualité. Amdec est la traduction de
lance déterminées de la façon suivante pour le l'anglais FMECA (Failure Modes, Effects and Criticality Analysis,
littéralement « analyse des modes, des effets et de la criticité
couple caillou/balance.
des défaillances »), désignation d'une méthode élaborée par
l'armée américaine dans les années 1940.
Détermination des limites de surveillance
par le produit (indice de fréquence) × (indice de gravité) ×
La criticité d'un mode de défaillance se détermine généralement
Pendant les 15 premiers jours, le caillou a été mesuré
(indice de détection). Ces indices sont définis par le client,
chaque matin et chaque début d’après-midi, ceci l'entreprise qui fixe également un seuil d'acceptabilité, au-
afin d’obtenir rapidement 30 valeurs en ayant fait dessus duquel toute criticité doit être réduite, par un moyen
varier différents paramètres (conditions environ- à définir (reprise de conception, plan de maintenance, action
nementales, opérateurs…). On calcule alors la de surveillance...).
Les limites de surveillance sont égales à m0 ± 3s
moyenne (m0) et l’écart type (s) des 30 valeurs. (2) L'Hazop (Hazard and operability study) est une des
méthodes les plus utilisées pour l'analyse des risques indus-
et les résultats obtenus chaque jour sont portés triels.
Son intérêt est l'identification et l'évaluation des situations
sur un simple graphique papier. pouvant représenter un risque pour le personnel ou les équi-
pements, et le déploiement des moyens (procédés, équipe-
En cas de sortie des limites de surveillance, il peut ments) de prévention adéquats.
La méthode Hazop a été initialement développée pour analyser
fixées à ± 3s soit un niveau de confiance égal à
s’agir, soit d’un effet aléatoire (les limites étant
des systèmes de procédés chimiques. Elle fut ensuite étendue
à d'autres types de systèmes industriels. Elle a aussi été trans-
99,7 %. De ce fait, il existe naturellement 0,3 % posée dans le cadre d'opérations complexes et de systèmes
des valeurs qui peuvent apparaitre hors des limites), logiciels.
L'Hazop est une méthode qualitative d'analyse de risques,
soit d’un problème sur le caillou, soit d’un problème reposant sur des mots-clefs, et alimentée par une équipe
sur la balance (sauf à craindre que balance et multidisciplinaire (l'équipe Hazop), généralement lors de
caillou dérivent en même temps et en sens inverse réunions.
NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018 17
Qu’est-ce qu’une
périodicité d’étalonnage ?
1. Contexte La méthode Opperet suggère neuf items, c’est-
La confirmation métrologique des équipements de à-dire neuf thèmes de réflexion. Certains de
mesure doit permettre aux utilisateurs de maîtriser ces items sont d’ordre quantitatif, d’autres sont
le risque d’effectuer des mesures à l’aide d’un équi- d’ordre qualitatif.
pement non conforme aux spécifications qui lui
sont attribuées. Il peut s’agir de facteurs aggravant le risque de
La détermination des périodicités d’étalonnage (ou réaliser un mesurage erroné, comme l’utilisation
intervalles de confirmation) doit prendre en compte intensive de l’équipement, des manutentions
les conséquences économiques pouvant résulter nombreuses… Ou de facteurs dits d’évitement
de mesures effectuées en utilisant un équipement (réduire le risque en diminuant la probabilité d’une
hors de ses spécifications. mesure incorrecte) comme la redondance des
mesures, le suivi statistique de l’équipement…
2. Méthode
La méthode proposée dans le fascicule FD X 07-014 Par exemple, si une pipette est utilisée par un seul
permet de répondre à cette problématique en analy- technicien expérimenté dans un laboratoire, il aura
sant la contribution de l’équipement dans l’éva- plus de chance de donner une « bonne » mesure
luation de l’incertitude sur les mesures effectuées que s’il passe entre les mains de plusieurs opéra-
dans les conditions réelles d’utilisation. S’il est teurs peu attentionnés.
possible d’observer la dérive, la détermination des
périodicités peut se faire par cette analyse, ce sera D’autres contraintes peuvent être également prises
le cas notamment pour les calibres à limites. en compte :
- les contraintes économiques : le prix de l’étalon-
Quelle que soit la méthode retenue pour la déter- nage d’une pipette n’est pas le même que celui
mination de la périodicité optimale, il est nécessaire d’un spectrophotomètre,
de surveiller périodiquement l’équipement et le - les contraintes d’organisation, comme la poly-
processus de mesure. Cette surveillance peut être valence des équipements, les créneaux de main-
mise en œuvre par les utilisateurs et peut, dans tenance imposés, ou le regroupement des
certains cas, se limiter à un examen visuel. étalonnages d’une même famille d’instruments…
La méthode proposée dans le fascicule ne prend Toutes ces contraintes peuvent constituer un
cependant pas en compte des critères qualitatifs frein au développement d’une périodicité adaptée
de type redondance, taux de panne, coût d’une à chaque équipement.
mauvaise mesure, polyvalence de l’équipement…
Parmi ces critères, tous n’ont pas la même impor-
Afin de pallier un manque, une méthode complé- tance. On imagine aisément que, dans de nombreux
mentaire a été développée par le Collège français cas, les critères traitant du risque de réaliser un
de métrologie sous le nom d’Opperet (optimisation mesurage erroné doivent peser davantage que ceux
des périodicités d’étalonnage). traitant de l’organisation des opérations d’étalonnage
18 NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018
concepts
DE BASE
et de vérification. L’industriel devra donc choisir, compétences impliquées dans la maîtrise de la
pour chaque critère, un coefficient de pondération. mesure dans l’entreprise. Les méthodes d’optimi-
sation FD X 07-014 ou Opperet permettent géné-
Le choix de la méthode Opperet impose de réunir ralement de réduire de plus de 30 % le budget
un groupe de réflexion composé des différentes d’étalonnage d’une entreprise ●
ET n’oubliez pas
de lire l’excellente
revue INDUSTRIES
COSMETIQUES !
www.souscrivez.com
Editocom - 11, allée Jacques Decour - 93270 Sevran - RCS Bobigny B 524 000 635 000 10
NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018 19
Comment répondre
à un audit de la fonction
métrologie ?
1. La norme ISO 9001:2015 3. Comment répondre aux questions pièges
et les normes associées des auditeurs ?
La norme ISO 9001 et les normes associées Faut-il posséder les certificats d’étalonnage des éta-
(EN 9100, IATF 16 949, ISO 13485) sont LES lons du laboratoire qui a fait les étalonnages ?
normes clés des systèmes de management de Les documents d’étalonnage portant le logotype
la qualité. Elles constituent un réel socle pour d’un accréditeur signataire des accords de recon-
répondre aux besoins des clients de manière adap- naissance EA, Ilac, etc., sont les preuves factuelles
tée et pérenne. Ces outils de management sont au de la traçabilité des mesures aux unités du système
service de la compétitivité et de la performance international (SI). En revanche, il convient de s’as-
des organisations. surer que le programme d’étalonnage répond aux
besoins techniques du processus de mesure utile
2. L’audit de la fonction métrologie à la société.
Pour répondre à l’audit de la fonction métrologie,
il faut commencer par bien appréhender les thé- Lorsqu’il existe des certificats portant un logotype
matiques concernant la mesure au sein de la norme. d’un organisme d’accréditation et d’autres hors de
toute accréditation, il convient d’examiner l’en-
La fonction métrologie doit répondre aux exigences semble du processus d’évaluation des sous-traitants
de l’article 7.1.5 traitant des ressources pour la sur- (compétence des auditeurs des sous-traitants, pro-
veillance et la mesure. Mais d’autres articles sont cessus de qualification interne, exploitation des
également concernés ; l’article 7.2 traitant des com- résultats de telles évaluations).
pétences ; les articles 4.4 et 6.1 où la notion de
risque est abordée ; les articles 8.1; 8.2 ; 8.4 ; 8.5 Si le laboratoire n’a pas émis un certificat d’éta-
concernant l’opérationnel ; enfin les articles 9.1 trai- lonnage Cofrac, la preuve de la traçabilité des éta-
tant de la surveillance, mesure, analyse et évaluation lons est nécessaire.
et 9.3 traitant de la revue de direction, sont aussi
à prendre en considération. Le laboratoire accrédité qui étalonne des instru-
ments de mesure n’est pas dans l’obligation de
Attention cependant, dans la version 2016 de la fournir les certificats d’étalonnage de ses étalons ;
norme ISO 13485, le chapitre concernant la fonction c’est le Cofrac qui contrôle ces aspects-là. Mauvais
métrologie est toujours le chapitre 7.6. Néanmoins, pli pris dans les années 80-90 par les auditeurs,
les questions évoquées ci-dessous s’appliquent ils ne devraient pas ou plus exiger cela dès lors
tout autant. que les certificats d’étalonnages portent le logo
20 NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018
concepts
DE BASE
du Cofrac (ou son équivalent d’un accréditeur ou au système international d’unités. La traçabilité
membre d’EA). technique et documentaire doit être démontrée.
Cependant, il convient d’être prudent, car la tâche
Un dépassement de la périodicité d’étalonnage de peut être complexe dans le cas de longues chaînes
quelques jours peut-il générer un écart ? de raccordements.
A priori l’auditeur peut émettre un tel écart selon
les instructions données par l’organisme de certifi- Si le laboratoire possède une accréditation dans
cation pour lequel il intervient. Toutefois, il s’agit un autre domaine, il y a un préjugé favorable sur
d’un écart strictement formel, car rien ne permet sa compétence à exécuter les étalonnages deman-
de démontrer que la maîtrise du processus de mesure dés. Cependant, rien ne prouve officiellement qu’il
soit compromise par ces quelques jours. Afin d’éviter soit réellement compétent. La traçabilité technique
ce désagrément, l’entreprise peut prévoir une pro- et documentaire doit être démontrée.
cédure dérogatoire pour le cas où elle utiliserait des
équipements dont la périodicité d’étalonnage ou de Les périodicités d’étalonnage et de vérification doi-
vérification est dépassée. Cette procédure doit per- vent-elles être justifiées ?
mettre de démontrer la maîtrise du risque. La périodicité est un intervalle de temps à l’intérieur
duquel la probabilité est forte pour que la dérive
Certaines normes suggèrent de mettre en place d’un équipement donné n’ait pas dépassé des
des « contrôles » intermédiaires donnant des élé- limites acceptables pour l’entreprise. Une périodicité
ments techniques pour maintenir la confiance dans doit donc pouvoir être justifiée.
le statut d’aptitude à l’emploi de l’équipement de
mesure, dans ce cas elles doivent être effectuées La détermination des périodicités a des consé-
selon une procédure documentée. quences importantes sur le coût de la fonction
métrologie. Les périodicités ne doivent donc pas
L’intervalle entre deux étalonnages est déterminé être figées, mais adaptées en fonction de l’équi-
par de nombreux critères. Un processus de sur- pement, de son utilisation, de son historique.
veillance en continu peut amener à élargir cet inter-
valle voire à s’y substituer lorsque cela peut être Plus les périodicités seront importantes et plus
démontré par des données techniques. l’entreprise devra être à même de prouver qu’elle
maîtrise le risque et de justifier les périodicités
Faut-il établir une traçabilité complète pour des définies.
instruments étalonnés par un laboratoire non
accrédité ? L’entreprise peut utiliser les outils d’aide à la déter-
Si le laboratoire n’a aucune accréditation, sa com- mination des périodicités : FD X 07-014 Détermi-
pétence n’est pas reconnue par un organisme accré- nation optimisée des intervalles de confirmation
diteur, le client doit s’assurer de sa compétence et métrologique, méthode Opperet (optimisation des
de sa capacité à remonter aux étalons nationaux périodicités d’étalonnage).
NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018 21
concepts
DE BASE
COMMENT RÉPONDRE À UN AUDIT
DE LA FONCTION MÉTROLOGIE ?
Que faut-il faire quand un équipement se révèle non nement conforme de la centrifugeuse à la régle-
conforme à la suite d’un étalonnage ou d’une véri- mentation alors que la confirmation métrologique
fication ? (en vitesse de rotation et en température si elle
Il faut effectuer une recherche d’antériorité pour est réfrigérée afin de dissiper les calories issues
analyser les conséquences de son utilisation « l’or- de la rotation) permet d’assurer la conformité
ganisme doit évaluer et enregistrer la validité des aux EMT.
résultats de mesure antérieurs lorsqu’un équipement
se révèle non conforme aux exigences. L’organisme Erreur ou incertitude : quelle est la différence ?
doit entreprendre les actions appropriées sur l’équi- Il est important de ne pas confondre les termes
pement et sur tout produit affecté (ISO 9001) ». « erreur » et « incertitude ».
En toute logique, il faut remonter jusqu’à la dernière L’erreur est la différence entre la valeur mesurée
confirmation métrologique, d’où un fort intérêt et la « valeur vraie » de la grandeur que l’on cherche
pour la mise en place de processus de surveillance à mesurer et qui est généralement la « valeur
(Surveillance des processus de mesure ou comment conventionnelle ». L’incertitude est une quantifi-
garantir au quotidien la performance des processus cation du doute que l’on a sur le résultat de mesure.
de mesure – guide publié par le Collège français
de métrologie). Généralement, on essaie de corriger les erreurs
connues (systématiques) en appliquant des cor-
La surveillance permet également de détecter la rections ; par exemple, l’erreur d’indication d’un
dérive éventuelle d’autres facteurs du processus instrument sera corrigée en appliquant aux lectures
de mesure (opérateur, environnement, variation la correction indiquée dans le certificat d’étalonnage.
du produit mesuré…) améliorant ainsi la maîtrise Confondre « erreur » et « incertitude » conduit à
des processus de mesure. faire la même confusion qu’entre « moyenne » et
« écart-type ». Les erreurs modifient la moyenne,
Est-ce que le procès-verbal de maintenance d’un et l’incertitude est de même nature qu’un écart-
équipement de mesure est acceptable au titre d’une type : c’est un paramètre qui caractérise une dis-
confirmation métrologique ou pas ? persion. L’erreur maximale tolérée correspond à la
La confusion entre maintenance et confirmation différence maximale autorisée entre la valeur mesu-
métrologique est parfois tenace alors que ces opé- rée et la « valeur vraie » ●
rations apportent des garanties différentes : le fonc-
tionnement en toute sécurité pour la maintenance
et le fonctionnement au niveau d’exigence métro-
logique souhaité pour la confirmation métrologique.
NB : en général la « valeur vraie » n’est pas connue
Prenons l’exemple d’une centrifugeuse : l’opération et est remplacée par une « valeur conventionnelle »
de maintenance permet de garantir un fonction- admise internationalement.
NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018 23
Rencontre avec un adhérent du CFM
François Daubenfeld
« La mesure doit être une source de compétitivité
pour l’entreprise »
maitrise réelle de l’ensemble Pourtant, aujourd’hui, mesurer
des processus. La qualité des n’a jamais semblé aussi facile
mesures doit nous permettre en avec les progrès technologiques
premier lieu de prendre les récents. Nous cherchons donc à
bonnes décisions et de maîtriser rompre avec les modes de
les risques. La diversité des pensées habituels, et il faut faire
mesures est très grande au sein preuve de créativité et rester
du groupe et nous devons ouvert et connecté afin de
couvrir à peu de chose près tous trouver la meilleure solution en
François Daubenfeld, les domaines de mesure, des mode collaboratif. Nous devons
Métier expertise de la Mesure, mesures sensorielles aux donc raisonner processus de
PSA Groupe mesures physiques plus mesure au sens large, ce qui est
classiques (mécanique, plus complexe. Par exemple,
acoustique, matériaux…) en une difficulté concerne
Quelle place la métrologie passant par les mesures de l’optimisation du besoin en ce
occupe-t-elle dans votre couleur. Et pour ce faire nous qui concerne les
entreprise ? Quelles grandeurs gérons plus de 200 000 moyens caractéristiques à mesurer et les
mesurez-vous ? de mesure ! moyens de mesures nécessaires
La métrologie est la une science et les règles de déclaration de
de la mesure, elle revêt une Quelles sont vos conformité. Trop souvent ces
importance particulière au sein problématiques en mesure étapes ne sont pas optimisées au
de PSA Groupe qui a créé une aujourd’hui ? juste nécessaire.
filière d’expertise en métrologie. La problématique est plus
Car la mesure est utilisée dans organisationnelle que Quelles sont les perspectives de
toute l’entreprise pour prendre technique. D’une façon votre métier dans votre
des décisions, elle intervient de générale, la métrologie est trop entreprise ?
la conception d’un nouveau souvent perçue comme le Le Big Data s’impose de
produit jusqu’à la fabrication. service de « gestion des manière inévitable avec de
Les services après-vente sont équipements de mesure » ou de nouveaux métiers Data Analyst,
également concernés par la « réalisation des mesures Data Scientist, Data Architect,
mesure, en ce qui concerne la géométriques ». De fait, elle est etc. Mais la matière première de
remise en conformité. souvent considérée uniquement ces nouveaux métiers reste en
comme un centre de coût dans très grande majorité des
La métrologie est donc bien au l’entreprise et les certifications résultats de mesure ! De fait la
cœur des processus de ISO n’ont pas aidé la métrologie, fiabilité et la qualité de ces
l’entreprise. Elle doit être une car trop souvent centrées sur le mesures deviennent
source de compétitivité, par la moyen de mesure seul. fondamentales et cette qualité
NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018 25
Rencontre avec un adhérent du CFM
ne sera obtenue qu’en allant l’entreprise. Le métrologue complètement ces concepts ou
bien au-delà des simples devra maintenant pouvoir sache les adapter en fonction du
vérifications/étalonnages et la quantifier le risque de la non- contexte. Combien
métrologie doit être au cœur de conformité en regard du risque d’équipements de mesure ont-
cette exigence. final et devenir le garant du ils été étalonnés sans se poser la
processus de mesure, de la question du besoin et du
L’ensemble des acteurs doit être qualité des mesures. Cette risque ?
convaincu et porteur du nouvelle norme doit nous aider
changement et nous devons à rejoindre l’excellence Mais c’est chose terminée avec
saisir ces opportunités pour opérationnelle ! les nouveaux référentiels
montrer la réelle valeur ajoutée qualité qui introduisent
que peut avoir la métrologie En métrologie les notions clairement cette notion de
dans l’entreprise. d’incertitude de mesure et de risque en regard des dispositifs
capabilité des moyens de à mettre en place ! Ces normes
D’autre part, la nouvelle norme contrôle intègrent ces notions ouvrent de nouveaux horizons
ISO 9001:2015 qui introduit la de risques et les conséquences de performance pour les
notion de risque ouvre associées (ppm de défauts) sans entreprises et représentent les
également de nouveaux pour autant que la fonction enjeux de demain ●
horizons de performance pour métrologie maîtrise
Benoît Boudier
« Notre métier d’ingénieur instrumentation évolue
vers celui de gestionnaire de parc expert
en instrumentation et statistiques. »
Quelle place la métrologie provenance principalement du
occupe-t-elle dans votre quart nord-est de la France, tout
laboratoire ? cela dans selon un système de
Le Laboratoire départemental management de la qualité
d’analyses et de recherche de accrédité ISO/CEI 17025. Le
l’Aisne (LDAR) est un LDAR met quotidiennement en
laboratoire d’analyses de 150 œuvre des processus plus ou
personnes spécialisé dans les moins complexes de mesures
Benoit Boudier analyses agronomiques, chimiques, biologiques et
Responsable du service Qualité, hydrologiques, microbiologiques allant de
Hygiène et Sécurité, Laboratoire environnementales et l’analyse pH-métrique à la
Départemental d’Analyse vétérinaires. Il réalise chaque biologie moléculaire. Pour
et de Recherche année l’analyse de plus d’un réaliser ces analyses, le LDAR
million d’échantillons en dispose d’un parc ●●●
26 NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018
Rencontre avec un adhérent du CFM
matériel de plus de 2 500 à l’important développement d’évolution des technologies de
instruments de mesure, dont la d’instruments de mesure « mesure. Le réel besoin est que
fiabilité et la disponibilité fermés », véritable boite cela fonctionne, c’est-à-dire
influent directement de la obscure fournissant des pour faire simple, que les
qualité des analyses. C’est le résultats de mesure à partir critères de justesse et de fidélité
métier de l’équipe métrologie d’un échantillon : on appelle de la méthode de mesure soient
que je dirige de garantir la cela des méthodes « kits », le constants, la contribution de
conformité de ce parc nécessaire d’analyse est vendu l’instrument dans le processus
d’instruments. Nous assurons par le fournisseur de global et son impact étant peu
chaque année la gestion de près l’instrument de mesure. Le ou mal connue de l’utilisateur.
de 5 000 confirmations principe de leur
métrologiques, soit réalisées par fonctionnement est connu, mais Quelles sont les perspectives de
nos soins soit confiées à des les caractéristiques données par votre métier dans votre
prestataires externes accrédités. le fournisseur sont exprimées laboratoire ?
Mais notre rôle dépasse en rapport du résultat de Les perspectives au sein du
largement la réalisation de mesure et non dans la réalité de LDAR sont très simples : faire
confirmations, nous apportons la mesure, ce qui rend les mieux demain avec moins de
notre expertise auprès des dossiers de validation de ressources dans un contexte
responsables techniques et des méthode très complexes à d’un parc d’instruments en
utilisateurs dans la définition mettre en œuvre. En quelques constante augmentation.
des exigences lors d’achat de mots, cela fonctionne, mais on Nous devons donc nous
nouveaux matériels, dans ne sait pas vraiment comment ! remettre en question en
l’estimation des incertitudes de La seconde est relative à une permanence afin d’optimiser
mesures, dans l’assurance constante augmentation du nos pratiques. Pour cela nous
qualité des mesures et en cas de niveau d’exigences des révisons régulièrement nos
situations d’écart accréditeurs vis-à-vis des périodicités de confirmation
(confirmations non conformes, laboratoires d’analyses et avec la méthode OPPERET,
dérives, pannes). Sans ce rôle d’essais choisissant de réaliser nous analysons les dérives avec
d’expertise, nous ne pourrions leur métrologie en interne. nos outils de surveillances pour
continuer à œuvrer en interne, Aujourd’hui, l’accréditeur limiter les non-conformités et
la baisse générale des prix des français demande aux réduisons les opérations à faible
confirmations et l’organisation laboratoires d’analyses et valeur ajoutée par
des prestataires de métrologie d’essais de suivre les mêmes l’informatisation et
font que le LDAR confierait son exigences que les laboratoires l’automatisation (étiquetage,
parc à un spécialiste. d’étalonnage. Si le principe est série d’opérations de
parfaitement légitime, la mise confirmation ajustée,
Quelles sont vos en pratique est parfois confirmation in situ sans
problématiques en mesure complexe. démontage).
aujourd’hui ? Enfin, la troisième Notre métier d’ingénieur
Nous sommes confrontés problématique est liée à instrumentation évolue vers
actuellement à trois l’expression du besoin celui de gestionnaire de parc
problématiques majeures. La métrologique par les expert en instrumentation et
première et la principale est liée utilisateurs dans un contexte statistiques ●
28 NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018
Rencontre avec un adhérent du CFM
Philippe Couderc
« Il faut être à la fois rigoureux, créatif, et agile »
étroite avec les autres processus pour nous permettre de :
opérationnels transverses de - garantir, surveiller et évaluer à
l’entreprise tout moment l’état de santé et
(validation/performance/ le bon fonctionnement du
fiabilité). Il comprend plusieurs moteur au cours de toutes ses
techniciens mesure qualifiés et phases de vie ;
polyvalents ainsi que des - juger de la performance des
ingénieurs spécialistes en systèmes développés, tant
traitement et analyse des dans le domaine mécanique
Philippe Couderc signaux orientés mesure qu’électrique ;
Responsable service mesure, physique, dynamique des - comprendre les mécanismes
Renault Sport Racing structures et des machines et phénomènes physiques
tournantes. pouvant conduire à des
endommagements critiques ;
Dans notre organisation, nous - valider le bien-fondé des
Quelle place la métrologie distinguons le service mesure études et des calculs ayant
occupe-t-elle dans votre du service métrologie qui, lui, conduit à la conception des
entreprise ? Quelles grandeurs assure par ailleurs le contrôle pièces. Par une collaboration
mesurez-vous ? de toutes les pièces que nous croisée avec d’autres experts
Renault Sport Racing Viry a faisons réaliser et (bureau d’études/simulation/
pour mission principale de approvisionnons : vérification matériaux) et une approche
concevoir, valider et produire de conformité dimensionnelle, corrélation calcul/mesure, le
des moteurs de Formule 1 d’aspect et de propreté. service mesure contribue au
(appelé « Power Unit », car il processus de choix des
s’agit d’une technologie de À Viry-Châtillon, nous définitions techniques des
moteur hybride, basé sur un V6 disposons de nombreux bancs pièces du moteur.
suralimenté et fortement d’essai chargés d’accueillir nos
électrifié) pour le bénéfice de sa moteurs pour tester et valider Par analogie avec la médecine
propre écurie ainsi que pour le fruit de notre travail de qui accompagne et suit le corps
motoriser d’autres écuries conception. Liées à notre humain tout au long de sa vie, la
clientes. activité de compétition, nos mesure nous permet d’établir
boucles de développement, un lien avec la machine,
Le service mesure est rattaché à prises de décision et évaluation d’évaluer ses performances, de
la direction des opérations et des risques associés doivent comprendre son état de
s’intègre dans un système de être ultrarapides. Pour cela, un fonctionnement (diagnostic) et
management de la qualité au nombre important de voies de d’alerter sur ses dérives
travers du processus « Mesure mesures dynamiques est utilisé (alarme)… Et ce d’autant plus
et Moyens d’essais » en relation en permanence dans ces bancs que nos moteurs vieillissent
NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018 29
Rencontre avec un adhérent du CFM
très vite, et que nous les d'images. Pour ne citer que les et modes opératoires : il faut
exploitons jusqu'à leur dernier plus importants. être à la fois rigoureux, créatif,
souffle. Ici plus qu’ailleurs, et agile.
nous considérons que tout Quelles sont vos problématiques
moteur bien portant est un en mesure aujourd’hui ? Pour mesurer précisément la
malade qui s’ignore. Nous In fine, en termes de puissance de nos moteurs, dans
devons le surveiller en performance, le produit final tous ses cas d’usage, nos voies
permanence. que nous exploitons en piste est de mesure banc doivent
jugé sur un seul critère : le délivrer des résultats d’une
Sans mesures, nous serions temps au tour qu’il permet de justesse et d’une
aveugles et sans connaissance faire réaliser à la monoplace. La reproductibilité parfaitement
objective nous permettant différence qui nous sépare de maîtrisée. Nous avons mis en
d’analyser et orienter le choix de nos concurrents est de l’ordre de place un système d’assurance
nos développements. Dans quelques dixièmes de seconde qualité mesure (AQM) qui
chaque banc d’essai, ce sont en sur un tour moyen de 90 s. garantit, au travers des
moyenne 150 voies de mesure opérations de vérifications et
enregistrées et visualisées en Pour nous assurer que nos d’étalonnages réguliers, la
temps réel qui permettent aux développements apportent une connaissance fine des
ingénieurs d’essais d’évaluer la réelle performance à nos clients incertitudes et des dérives de
performance du moteur tout en et trier nos solutions, nous toutes nos voies de mesures
surveillant en permanence devons les quantifier avec une participant à l’estimation de la
l’intégrité de son état de santé, extrême précision. Adossé à un puissance du moteur.
apportant ainsi une aide à la contexte réglementaire figé, cela
décision capitale pour le choix nous oblige à discrimer des Ces opérations métrologiques
des définitions techniques. solutions qui apportent des concernent non seulement les
évolutions de puissance capteurs et instruments pris
En parallèle de ces voies de propulsives de l’ordre de isolément, mais surtout, et c’est
mesure banc dites « standard » quelques dixièmes de pour cent. bien là une vérité de terrain, le
(essentiellement pressions, La difficulté est donc de devoir processus de mesurage
débits, températures, couple), de fournir des résultats complet, c’est-à-dire la chaîne
nous disposons d’un nombre métrologiques aux exigences de mesure dans son
conséquent d’équipements de proches de celle d’un environnement opérationnel,
mesure additionnels qui nous laboratoire, dans un contexte intégrant tous les éléments
permet de caractériser tout type industriel où les boucles de sources de variabilité et de
de grandeurs ou paramètres, avec développement/ validation sont dérive : capteur,
une grande précision, parmi ultra-courtes, la réduction des conditionnement électrique,
lesquels : déplacements, délais capitale, et le respect de câblage, système d’acquisition
vibrations, analyse de particules, jalons serrés impérieux. C’est et de visualisation des données.
contraintes, microdéformations, tout sauf un exercice simple : les Pour être réactif, la plupart de
efforts, acoustique, analyse de clés de la réussite résident, non ces opérations métrologiques
gaz imagerie infrarouge, seulement dans la qualité sont réalisées en interne, grâce
visualisation rapide et extraction métrologique, mais aussi dans à des procédures et instructions
de données par traitement l’optimisation de nos processus cadrées utilisant des
30 NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018
Rencontre avec un adhérent du CFM
calibrateurs et étalons planifiée basée sur une la recherche et la mise en œuvre
raccordés. Outre les périodicité calendaire, que nous de solutions de Prognostics and
vérifications périodiques savons tous discutable. Avant et Health Management (PHM),
planifiées, nous saisissons aussi après chaque opération thématique émergente qui
toute opportunité d’arrêt non d'étalonnage d'un banc complet, prend une part grandissante
planifié d’un banc. Certaines une prise de mesure typique dans les activités de
voies de mesures cruciales suivant un protocole dédié est maintenance. Ces solutions de
comme les pressions effectuée en utilisant un moteur pronostic-PHM sont le fruit de
instantanées dans chaque de référence pour vérifier les l’évolution des techniques et
cylindre peuvent être vérifiées écarts et s'assurer qu’il n’y a pas technologies et complètent les
jusqu’à cinq fois par jour sur un eu d’effets de bord lors de activités traditionnelles de
même moteur pour des essais l’intervention métrologique. maintenance préventive et
métier comparatifs dont le corrective, par une prise en
programme orienté compte plus réactive et
performance impose des Quelles sont les perspectives de proactive des phénomènes de
exigences en termes de dérive votre métier dans votre défaillance. Leur mise en œuvre
(sensibilité et linéarité) très entreprise/laboratoire ? peut apporter des bénéfices en
élevées. L’heure du Big Data, de mettant en œuvre des stratégies
l’intelligence artificielle et du de maintenance plus
Par ailleurs, nos protocoles machine learning constitue une « dynamiques ». Afin
d’essais eux-mêmes sont conçus opportunité pour faire évoluer d'augmenter le rendement de
pour surveiller la détection des votre métier en apportant un nos moyens d'essais et mesure,
dérives en temps réel. Des surcroit d’intelligence dans nous souhaitons renforcer notre
contre-essais systématiques l’exploitation des données capacité à anticiper les
(essais dits « A-B-A ») nous mesurées. Nous restons attentifs défaillances pour recourir à des
permettent de faire la part des à toutes les nouvelles évolutions actions préventives les plus
choses entre un écart réel de technologiques qui nous justes, dans un triple objectif :
puissance que nous souhaitons permettraient de digérer plus réduction des risques, réduction
quantifier et une dérive des efficacement et d’extraire le des indisponiblités et réduction
voies de mesure, que l’on maximum d’intelligence du flot des coûts ●
corrige alors en cours d’essai de données considérables
pour plus de pertinence sur les provenant des voies de mesures.
résultats comparatifs et
décisions associées. Les voies Nous nous intéressons de près
cruciales sont pour la plupart aux méthodes nouvelles de
redondées afin de détecter au diagnostic de défaut en temps
cours de l’essai tout écart réel et en conditions
incompatible avec les erreurs opérationnelles. Nos exigences
maximales tolérées par le client de gain de performance dans les
interne (l’essayeur motoriste). meilleurs délais nous poussent à
Ce, pour agir immédiatement nous intéresser et à renforcer
sans attendre « bêtement » une notre capacité à anticiper les
opération de vérification phénomènes de défaillance, par
NUMÉRO SPÉCIAL DE CONTRÔLES ESSAIS MESURES ● NOVEMBRE 2018 31
Vous aimerez peut-être aussi
- KDDocument96 pagesKDAbdelkader ChahmiPas encore d'évaluation
- 1.1 Mise en Place de La Fonction MétrologiqueDocument66 pages1.1 Mise en Place de La Fonction Métrologiqueassie maurice100% (3)
- Chapitre 4 Fonction Métrologique Dans L'entrepriseDocument27 pagesChapitre 4 Fonction Métrologique Dans L'entrepriseMounir ben achourPas encore d'évaluation
- Metrologie Et Fiabilite Des ResultatsDocument82 pagesMetrologie Et Fiabilite Des ResultatsAhmed Ben Ahmed100% (1)
- Metrologie IiDocument22 pagesMetrologie IiTim Stelens Seka100% (1)
- Création D'un SMQDocument12 pagesCréation D'un SMQmoezPas encore d'évaluation
- Maîtrise de La Métrologie Dans Un Projet de Recherche ScientifiqueDocument40 pagesMaîtrise de La Métrologie Dans Un Projet de Recherche ScientifiquePenn100% (1)
- Cours QSE DUT GMP EST Casablanca Premieeere PartieDocument97 pagesCours QSE DUT GMP EST Casablanca Premieeere PartieA KhouilidPas encore d'évaluation
- Fiches de Calcul Des Incertitudes de Mesure Et enDocument2 pagesFiches de Calcul Des Incertitudes de Mesure Et enAyoub GhabriPas encore d'évaluation
- Chap 1Document28 pagesChap 1yosserPas encore d'évaluation
- Procedure D'etalonnageDocument10 pagesProcedure D'etalonnageNabil EL AtfaouiPas encore d'évaluation
- Chapitre 1 MetrologieDocument53 pagesChapitre 1 Metrologiendiaye100% (1)
- FICHE PRATIQUE. Comparaison Entre Les Exigences Des Normes ISO 9001, 14001 Et OHSAS 18001Document10 pagesFICHE PRATIQUE. Comparaison Entre Les Exigences Des Normes ISO 9001, 14001 Et OHSAS 18001Compaore Charles Isaac LaurentPas encore d'évaluation
- Livre Calcule Des Incertitude PDFDocument178 pagesLivre Calcule Des Incertitude PDFmoez100% (1)
- QQOQCCPDocument2 pagesQQOQCCPNat ARPas encore d'évaluation
- Qualite Les FondementsDocument25 pagesQualite Les FondementsnicolasPas encore d'évaluation
- Cours La Metrologie en Pharmacie - 2022Document110 pagesCours La Metrologie en Pharmacie - 2022daniel ndriPas encore d'évaluation
- Outil - Auto - Evaluation - Labo - 17025 IttcDocument12 pagesOutil - Auto - Evaluation - Labo - 17025 IttcYoussra. BePas encore d'évaluation
- Module 8D Une Démarche de Progrès PermanentDocument25 pagesModule 8D Une Démarche de Progrès Permanentxjokester100% (1)
- 3 MSA StagiaireDocument49 pages3 MSA StagiaireTourvillePas encore d'évaluation
- Presentation Generale Metrologie v6 OlasDocument21 pagesPresentation Generale Metrologie v6 Olasامين بوعزيزPas encore d'évaluation
- Cartograph I eDocument6 pagesCartograph I eMichael BenidirPas encore d'évaluation
- Spécification Géométrique Des Produits (GPS) : Norme ExpérimentaleDocument24 pagesSpécification Géométrique Des Produits (GPS) : Norme ExpérimentaleYvettePas encore d'évaluation
- Metrologie PDFDocument56 pagesMetrologie PDFlamrissPas encore d'évaluation
- Limite de La Norme Iso 4253 1 PDFDocument5 pagesLimite de La Norme Iso 4253 1 PDFbonnaventurePas encore d'évaluation
- Cours de MetrologieDocument7 pagesCours de MetrologieTIEBE SERGES0% (1)
- Analyse AMDEC Processus ProductionDocument3 pagesAnalyse AMDEC Processus ProductionYamadou DiopPas encore d'évaluation
- Coq Selon NFX 50 126 Oct 86Document5 pagesCoq Selon NFX 50 126 Oct 86Mohamed BchihyPas encore d'évaluation
- F0728 Audit de PosteDocument2 pagesF0728 Audit de PosteKlunsky50% (2)
- Maitrise Que de Procedes 9Document9 pagesMaitrise Que de Procedes 9Ait El Caid AbdellatifPas encore d'évaluation
- Support Sensibilisation QLTDocument34 pagesSupport Sensibilisation QLTRAVELOSON NoraPas encore d'évaluation
- 118 Desenfant Evaluation Aptitude Comparaisons InterlaboratoiresDocument4 pages118 Desenfant Evaluation Aptitude Comparaisons InterlaboratoiresAhmed HamadaPas encore d'évaluation
- Plan de Surveillance ProcessDocument2 pagesPlan de Surveillance ProcessHakim ALAMIPas encore d'évaluation
- Iso 14253-2 02Document82 pagesIso 14253-2 02MehdiPas encore d'évaluation
- Logiciel M-Care ExpoDocument16 pagesLogiciel M-Care Expojoseph etienne achyPas encore d'évaluation
- Formation Norme ISO 17025 2005Document167 pagesFormation Norme ISO 17025 2005dimachampionPas encore d'évaluation
- A A Afnor X 07-016: Opérations de Vérification Et ÉtalonnageDocument4 pagesA A Afnor X 07-016: Opérations de Vérification Et ÉtalonnageDhahriPas encore d'évaluation
- M1S2-Rév 02-La Documenttion Du Système QualitéDocument18 pagesM1S2-Rév 02-La Documenttion Du Système Qualitéassi kimouPas encore d'évaluation
- NF E11-096 (2023) - Jauges de ProfondeurDocument23 pagesNF E11-096 (2023) - Jauges de ProfondeurAbdellhakPas encore d'évaluation
- Accreditation FRDocument32 pagesAccreditation FRDelondon AlasckoPas encore d'évaluation
- ABC de La QualiteDocument116 pagesABC de La QualiteRachid Amazigh0% (1)
- QUESTIONS DE METROLOGIE - Revision de La Norme ISO CEI 17025 PDFDocument2 pagesQUESTIONS DE METROLOGIE - Revision de La Norme ISO CEI 17025 PDFBechir OuhibiPas encore d'évaluation
- QRQC Conference1Document37 pagesQRQC Conference1Mohamed BchihyPas encore d'évaluation
- Auto Diagnostique Iso 9001 2015Document9 pagesAuto Diagnostique Iso 9001 2015Hassan SaPas encore d'évaluation
- Cours - Metrologie - GBI2 - AIT ADDIDocument38 pagesCours - Metrologie - GBI2 - AIT ADDIMohamed ECHAMAIPas encore d'évaluation
- QRQC Niveau 2Document6 pagesQRQC Niveau 2Riyad BENZIANPas encore d'évaluation
- 20 Vocabulaire Métrologie OptDocument26 pages20 Vocabulaire Métrologie Optbibo02100% (1)
- Formation Variabilité Des Procédés 4 JoursDocument384 pagesFormation Variabilité Des Procédés 4 JoursHammamiSalahPas encore d'évaluation
- Dt03-Bra A Methode 8dDocument17 pagesDt03-Bra A Methode 8dfatima_zahra_1820Pas encore d'évaluation
- La CertificationDocument32 pagesLa CertificationBen Aissa Oussama100% (1)
- Analyse Du Système de Mesure MSA: Fethi Derbeli 2021Document81 pagesAnalyse Du Système de Mesure MSA: Fethi Derbeli 2021thouraya hadj hassenPas encore d'évaluation
- 04 Msa1 PDFDocument43 pages04 Msa1 PDFTunENSTABPas encore d'évaluation
- 5335 F 707 Eca 94Document28 pages5335 F 707 Eca 94BouaouniPas encore d'évaluation
- 1 - Qu'Est Ce Que La Métrologie CoursDocument47 pages1 - Qu'Est Ce Que La Métrologie CoursAchy Joseph EtiennePas encore d'évaluation
- Metrologie PDFDocument103 pagesMetrologie PDFenzoPas encore d'évaluation
- Fonction Metrologie PDFDocument48 pagesFonction Metrologie PDFOussama BouzidPas encore d'évaluation
- College Metrologie Les EnjeuxDocument32 pagesCollege Metrologie Les EnjeuxmetrologuesenherbePas encore d'évaluation
- Metrologie Cours GC PDFDocument100 pagesMetrologie Cours GC PDFX Hunter100% (1)
- Metro 1 GMDocument60 pagesMetro 1 GMmrduck lyPas encore d'évaluation
- 0 Métrologie Du LogicielDocument45 pages0 Métrologie Du LogicielFayçal APas encore d'évaluation
- DROIT DES AFFAIRES IscaeDocument27 pagesDROIT DES AFFAIRES Iscaesalima nadir100% (1)
- Verision Final 1Document66 pagesVerision Final 1variety jonesPas encore d'évaluation
- Enjeux Eacute Thiques Des Prix de TransfertDocument14 pagesEnjeux Eacute Thiques Des Prix de TransfertSaid dahbiPas encore d'évaluation
- Cours de Gestion Et Développement de Portefeuille Avril - 2021Document99 pagesCours de Gestion Et Développement de Portefeuille Avril - 2021hajarPas encore d'évaluation
- Appréciation Des Arts-Etapa 3Document7 pagesAppréciation Des Arts-Etapa 3Nestor MartinezPas encore d'évaluation
- LC-810 108276915 PDFDocument9 pagesLC-810 108276915 PDFFranck AssamoiPas encore d'évaluation
- Rapport de Stage RedouaneDocument35 pagesRapport de Stage RedouaneKLMPas encore d'évaluation
- Marketing Digital PDFDocument68 pagesMarketing Digital PDFMalik SAWADOGOPas encore d'évaluation
- Revision 1 P Pd-ConvertiDocument7 pagesRevision 1 P Pd-ConvertihoussinePas encore d'évaluation
- Etats Financiers AnnuelsDocument29 pagesEtats Financiers Annuelssamassafatoumata59Pas encore d'évaluation
- Qu'est-Ce Qu'une AssociationDocument14 pagesQu'est-Ce Qu'une Associationahlame elallaliPas encore d'évaluation
- Depenses Acquittees Au Titre de La Formation Continue en Dehors de L'EntrepriseDocument1 pageDepenses Acquittees Au Titre de La Formation Continue en Dehors de L'Entreprisebrahim yahmadiPas encore d'évaluation
- SeQuelec Fiche 8Document2 pagesSeQuelec Fiche 8Florient HURELPas encore d'évaluation
- Devis 230092Document5 pagesDevis 230092Marwa Trabelsi EP KhairallahPas encore d'évaluation
- Faisabilite D'un Train Navette - EN-NAIMANI Zakariae - 2024 PDFDocument69 pagesFaisabilite D'un Train Navette - EN-NAIMANI Zakariae - 2024 PDFAyoub JerbouaiPas encore d'évaluation
- BTS Developpement Realisation BoisDocument109 pagesBTS Developpement Realisation Boisnap andriaPas encore d'évaluation
- Choix Des Outillages de Coupe en - To - FR - PEDocument14 pagesChoix Des Outillages de Coupe en - To - FR - PEZyneb EttalebiPas encore d'évaluation
- NE430 - P - Audit Des Comptes Clients - V20Document66 pagesNE430 - P - Audit Des Comptes Clients - V20AhmedElhanitiPas encore d'évaluation
- Marshallplan Africa FR DataDocument34 pagesMarshallplan Africa FR DataƆईひる7 ƐkɔPas encore d'évaluation
- Epreuve Bac Blanc 2023 Histoire Geographie Serie A B D College Monajoce Yopougon Cote D'ivoireDocument2 pagesEpreuve Bac Blanc 2023 Histoire Geographie Serie A B D College Monajoce Yopougon Cote D'ivoireGniguin Yasmine OuattaraPas encore d'évaluation
- Cartographie Des RisquesDocument20 pagesCartographie Des RisquesNattouw KiwiiPas encore d'évaluation
- BTS 2023 CEJM Culture Économique Juridique Et ManagérialeDocument17 pagesBTS 2023 CEJM Culture Économique Juridique Et ManagérialeLETUDIANT86% (7)
- Rapport Metier Et Formation YounesDocument12 pagesRapport Metier Et Formation Younesyounesrock14_927633044% (16)
- Biat Etats Financiers Annuels Consolides 31 12 2018 PDFDocument36 pagesBiat Etats Financiers Annuels Consolides 31 12 2018 PDFSamara BenhassiPas encore d'évaluation
- TD 2Document3 pagesTD 2Yvette Heule SiendjeuPas encore d'évaluation
- Les Facteurs Influencants La Decision D'achatDocument2 pagesLes Facteurs Influencants La Decision D'achatfofanamamadou779842Pas encore d'évaluation
- chp6 - Analyse Fondamentale Et Analyse TechniqueDocument24 pageschp6 - Analyse Fondamentale Et Analyse Technique11 FATIPas encore d'évaluation
- Cours - Objectifs de L'audit Financier PDFDocument24 pagesCours - Objectifs de L'audit Financier PDFTaha Can71% (7)
- Investir OuTrouverLesMeilleursRendements - Janv2023 n2558Document36 pagesInvestir OuTrouverLesMeilleursRendements - Janv2023 n2558jaquiPas encore d'évaluation
- SOUTENANCE PresentationDocument19 pagesSOUTENANCE PresentationAkabowPas encore d'évaluation