Vous aimerez peut-être aussi
- Conception Et Realisation D'Une Couveuse D'Œufs: MonographieDocument66 pagesConception Et Realisation D'Une Couveuse D'Œufs: Monographiebeni makosso100% (3)
- Tutoriaux SolidworksDocument35 pagesTutoriaux SolidworksNeo PacifistaPas encore d'évaluation
- Stage PerfDocument22 pagesStage PerfNa DerPas encore d'évaluation
- Rapport de Stage Électromécanique Des Systèmes Automatiser EUROTECHDocument42 pagesRapport de Stage Électromécanique Des Systèmes Automatiser EUROTECHيوزرسيف زعيم القوة92% (13)
- 2854 2 Gestion Des Stocks - ExercicesDocument4 pages2854 2 Gestion Des Stocks - ExercicesAbdou Mfopa100% (12)
- Mini ProjetDocument66 pagesMini ProjetYassine ChouikhPas encore d'évaluation
- Guide de Pose TricaDocument40 pagesGuide de Pose TricaLucy RugengePas encore d'évaluation
- Pfe Kamal PDFDocument71 pagesPfe Kamal PDFSoufianePas encore d'évaluation
- Projet FinieDocument27 pagesProjet FinieJovy BernyPas encore d'évaluation
- Dahmoun RaDocument36 pagesDahmoun RaAnwar DhiabPas encore d'évaluation
- Pfe BroyeurDocument85 pagesPfe Broyeurabdo issaouiPas encore d'évaluation
- HamzaDocument115 pagesHamzaAhmed LeniPas encore d'évaluation
- PFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFDocument98 pagesPFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFMouad BottePas encore d'évaluation
- Regles Pratiques D Execution Et de Controle Des Plans Au CERN Nouvelle Version (EDMS 1053973)Document22 pagesRegles Pratiques D Execution Et de Controle Des Plans Au CERN Nouvelle Version (EDMS 1053973)OlivierObamePas encore d'évaluation
- Rapport P6 2019 17Document23 pagesRapport P6 2019 17Ameni RezguiPas encore d'évaluation
- RAPORT AAAAAAAAvvvvvvvvvvvvvvvDocument31 pagesRAPORT AAAAAAAAvvvvvvvvvvvvvvvsaif nacer4Pas encore d'évaluation
- Dimensionnement Batiment Pfe FinalDocument100 pagesDimensionnement Batiment Pfe Finalamine allamPas encore d'évaluation
- 7599FDocument49 pages7599FLawrd RrafiePas encore d'évaluation
- Dimensionnement Des Systemes Solaires SyDocument52 pagesDimensionnement Des Systemes Solaires SySARRPas encore d'évaluation
- ATec 2.2 - 14-1644 - V3Document54 pagesATec 2.2 - 14-1644 - V3damien900Pas encore d'évaluation
- Rapport Ines Hespul Vf-1Document15 pagesRapport Ines Hespul Vf-1khadijaPas encore d'évaluation
- Rapport NajwaDocument33 pagesRapport Najwanajoua beggarPas encore d'évaluation
- Procedes Grandes SeriesDocument9 pagesProcedes Grandes SeriesngouoPas encore d'évaluation
- CdCF4 - Tablette Mobile - Indice 02 - 210909 PDFDocument30 pagesCdCF4 - Tablette Mobile - Indice 02 - 210909 PDFBotayna KadimPas encore d'évaluation
- Avis Technique Bloc Éclair 1Document42 pagesAvis Technique Bloc Éclair 1momoPas encore d'évaluation
- Avis Tech ActuDocument24 pagesAvis Tech ActuTarik DIOURIPas encore d'évaluation
- Rapport 4GDocument25 pagesRapport 4GHoucem Bn SalemPas encore d'évaluation
- BAMIZI GuillaumeDocument225 pagesBAMIZI GuillaumeAhmed Leni100% (1)
- R 5Document268 pagesR 5souilahPas encore d'évaluation
- Mémoire de Fin D'annéeDocument21 pagesMémoire de Fin D'annéemarine larcherPas encore d'évaluation
- EF-5 Base Vie Et Poste de LevageDocument25 pagesEF-5 Base Vie Et Poste de LevageMarc RUELLETPas encore d'évaluation
- Mémo2 CORRDocument106 pagesMémo2 CORRcalebjulius07Pas encore d'évaluation
- ZaranDocument119 pagesZarancarrialdiPas encore d'évaluation
- Rapport de StageDocument46 pagesRapport de StageBassit BelarbiPas encore d'évaluation
- OxycoupageDocument82 pagesOxycoupageOumaima WlPas encore d'évaluation
- EssaiDocument26 pagesEssaiHoussem AbidiPas encore d'évaluation
- CSTB - Etudes de Ponts Thermiques Fixation de Dauphin ISODocument15 pagesCSTB - Etudes de Ponts Thermiques Fixation de Dauphin ISOalfredoconconi.bvPas encore d'évaluation
- FDES SOPREMA Mammouth Neo Maj2203Document19 pagesFDES SOPREMA Mammouth Neo Maj2203Charaf Eddine NakhiliPas encore d'évaluation
- RapportDocument42 pagesRapportbelkakarim98Pas encore d'évaluation
- ATec 2.2 - 14-1626 - V3Document67 pagesATec 2.2 - 14-1626 - V3damien900Pas encore d'évaluation
- Rapport de 2 EmeDocument19 pagesRapport de 2 Emeiheb lansariPas encore d'évaluation
- Cahier Des Charges 1Document6 pagesCahier Des Charges 1Delaure FonoPas encore d'évaluation
- CONS Manuel Partie1 Gaznaturel FR 2012 HR For WebDocument120 pagesCONS Manuel Partie1 Gaznaturel FR 2012 HR For WebchkzaPas encore d'évaluation
- Mariem Matoussi MaintenanceDocument26 pagesMariem Matoussi MaintenanceFourat PipoPas encore d'évaluation
- Rapport de Stage D'observationDocument14 pagesRapport de Stage D'observationFatima Zahra Abdoussi100% (1)
- SACMI Brochure CCM - SFM - PMV - PMDDocument24 pagesSACMI Brochure CCM - SFM - PMV - PMDSundar Moorthi50% (2)
- OFDMDocument99 pagesOFDMRabahi Rebahi0% (1)
- 621 382-062 PDFDocument68 pages621 382-062 PDFbouzid mhamdiPas encore d'évaluation
- Memoire DubaiDocument70 pagesMemoire DubairymouachPas encore d'évaluation
- Mémoire FinaleDocument58 pagesMémoire Finaleasmabendref28Pas encore d'évaluation
- Rapport P6-3 2009 43Document24 pagesRapport P6-3 2009 43Samir2020Pas encore d'évaluation
- Kanga Kouame M'braDocument99 pagesKanga Kouame M'braMiloud El hilaliPas encore d'évaluation
- KCM 494Document35 pagesKCM 494Khalîl ÐkhílíPas encore d'évaluation
- Sujet STI2D ITEC 2022Document38 pagesSujet STI2D ITEC 2022Projet74Pas encore d'évaluation
- Ines Mezni 2Document30 pagesInes Mezni 2brutssiPas encore d'évaluation
- RAPORT JawherDocument20 pagesRAPORT Jawhernadamakhlouf5100% (1)
- RAPPORT DE STAGE. Installation Et Maintenance Des Serveurs SIP Et Développement de Réseaux VOIPDocument38 pagesRAPPORT DE STAGE. Installation Et Maintenance Des Serveurs SIP Et Développement de Réseaux VOIPBïlan AbdillahiPas encore d'évaluation
- Réseaux mobiles et satellitaires: Principes, calculs et simulationsD'EverandRéseaux mobiles et satellitaires: Principes, calculs et simulationsPas encore d'évaluation
- L' Ingénieur et le développement durableD'EverandL' Ingénieur et le développement durableÉvaluation : 2 sur 5 étoiles2/5 (1)
- Livret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62D'EverandLivret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62Pas encore d'évaluation
- L'Organisation Du Processus de Qualité Dans Une Maison de CultureDocument89 pagesL'Organisation Du Processus de Qualité Dans Une Maison de CultureMakrem CherifPas encore d'évaluation
- Symetrie ProfDocument2 pagesSymetrie ProfMakrem CherifPas encore d'évaluation
- Industrialisation - Obtention de Brut: IP52 F P13Document6 pagesIndustrialisation - Obtention de Brut: IP52 F P13Makrem CherifPas encore d'évaluation
- Feinguss Masstoleranzen FDocument3 pagesFeinguss Masstoleranzen FMakrem CherifPas encore d'évaluation
- ISSATKR Chaudronnerie Et Soudure TD No 2Document2 pagesISSATKR Chaudronnerie Et Soudure TD No 2Makrem CherifPas encore d'évaluation
- Présentation Du ProjetDocument10 pagesPrésentation Du ProjetMakrem CherifPas encore d'évaluation
- E2 Bac Pro PM Decolletage Juin 2018 Dossier Questions ReponsesDocument9 pagesE2 Bac Pro PM Decolletage Juin 2018 Dossier Questions ReponsesMakrem CherifPas encore d'évaluation
- Inventaire Spe Geo ProfDocument1 pageInventaire Spe Geo ProfMakrem CherifPas encore d'évaluation
- Buteebarillet CompletDocument4 pagesButeebarillet CompletMakrem CherifPas encore d'évaluation
- 30 Rouleuse RCS 3 Rouleaux 09 04 2012Document14 pages30 Rouleuse RCS 3 Rouleaux 09 04 2012Makrem CherifPas encore d'évaluation
- 2-Schema Général de Fab Pièce MouléeDocument1 page2-Schema Général de Fab Pièce MouléeMakrem CherifPas encore d'évaluation
- Archive MobileDocument4 pagesArchive MobileMakrem CherifPas encore d'évaluation
- 4-Simulation - Dusinage-CouvercleDocument8 pages4-Simulation - Dusinage-CouvercleMakrem CherifPas encore d'évaluation
- Les Rayonnages Norm 5-12-20!25!28 35 Brochure Hupfer 30 3 FraDocument24 pagesLes Rayonnages Norm 5-12-20!25!28 35 Brochure Hupfer 30 3 FraMakrem CherifPas encore d'évaluation
- 386 PDFDocument2 pages386 PDFMakrem CherifPas encore d'évaluation
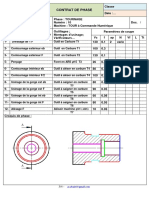
- 3-Contrat de Phase N°10Document1 page3-Contrat de Phase N°10Makrem CherifPas encore d'évaluation
- Technicien Modeleur - 2020Document1 pageTechnicien Modeleur - 2020Makrem CherifPas encore d'évaluation
- LLGT RetraitDocument1 pageLLGT RetraitMakrem CherifPas encore d'évaluation
- L2-Pmi - TP 4 Fab8Document2 pagesL2-Pmi - TP 4 Fab8Makrem CherifPas encore d'évaluation
- Sujetsomab350 PDFDocument6 pagesSujetsomab350 PDFMakrem CherifPas encore d'évaluation
- PDFFFFFF1Document3 pagesPDFFFFFF1Makrem Cherif50% (2)
- CorrigeDocument15 pagesCorrigeMakrem Cherif0% (1)
- Costing 2Document8 pagesCosting 2Makrem CherifPas encore d'évaluation
- Fonction Transmettre Tolerance Et AjustementsDocument4 pagesFonction Transmettre Tolerance Et AjustementsMakrem CherifPas encore d'évaluation
- Cerema Manuel de Corrosion Et Protection Ouvrages Sites Aquatiques Janvier2020 Cle56e144Document102 pagesCerema Manuel de Corrosion Et Protection Ouvrages Sites Aquatiques Janvier2020 Cle56e144EMA EMAPas encore d'évaluation
- Chapitre 4 Pâte de CimentDocument8 pagesChapitre 4 Pâte de CimentSyrine El ouniPas encore d'évaluation
- Cables de Transport D'énergie (Technologies, Caractéristiques)Document35 pagesCables de Transport D'énergie (Technologies, Caractéristiques)mahadPas encore d'évaluation
- Solucionario ShigleyDocument31 pagesSolucionario ShigleyJhuni Gel100% (1)
- Corrigé CC1Document4 pagesCorrigé CC1Kheirou Dymag100% (2)
- Thése AIT TALEB 11-04-2016 Final Ok!Document137 pagesThése AIT TALEB 11-04-2016 Final Ok!Šø FįåÑėPas encore d'évaluation
- Fiches Techniques ECAR EF500Document1 pageFiches Techniques ECAR EF500Joey SudrePas encore d'évaluation
- TP 01 BAP OussamaDocument10 pagesTP 01 BAP OussamaBoubou FouadPas encore d'évaluation
- Exercice 3CGO CDocument69 pagesExercice 3CGO CTomomi IshiguroPas encore d'évaluation
- Beton Fibré PDFDocument24 pagesBeton Fibré PDFSamir RimasPas encore d'évaluation
- Controle Du BétonDocument48 pagesControle Du Bétonhadji0% (1)
- Chapitre 1 FinalDocument7 pagesChapitre 1 FinalSayf BouyeddaPas encore d'évaluation
- 07-Flexion en Precontrainte Partielle - Exemple D-Une DalleDocument7 pages07-Flexion en Precontrainte Partielle - Exemple D-Une DalleingrivoranPas encore d'évaluation
- Renforcement de Structures PorteusesDocument40 pagesRenforcement de Structures PorteusesrafikPas encore d'évaluation
- Technologie Du BétonDocument14 pagesTechnologie Du BétonAm MeghPas encore d'évaluation
- PFE ZinebDocument45 pagesPFE ZinebYassine Khoudmi100% (1)
- Chapitre 4 Etude Du PlancherDocument11 pagesChapitre 4 Etude Du PlancherFarouk Kenniche100% (1)
- Chap 4 Conducteur & Cable 2020Document7 pagesChap 4 Conducteur & Cable 2020Abdourahmane AddouPas encore d'évaluation
- Béton FibréDocument9 pagesBéton FibréYoucef BenmoussaPas encore d'évaluation
- Mémoire SORE FinalDocument63 pagesMémoire SORE FinalCheick SawadogoPas encore d'évaluation
- MK Ted 210041 FRDocument852 pagesMK Ted 210041 FRAaas sssPas encore d'évaluation
- Polycopie Barkat Beton Arme 1Document76 pagesPolycopie Barkat Beton Arme 1Rose EvaPas encore d'évaluation
- Devis Air AlgérieDocument3 pagesDevis Air AlgériechaoukiPas encore d'évaluation
- MMC Sas Catalogue 2011Document188 pagesMMC Sas Catalogue 2011newbornlifePas encore d'évaluation
- Caractéristiques Mécaniques PDFDocument5 pagesCaractéristiques Mécaniques PDFkarim zazaPas encore d'évaluation
- FonteDocument7 pagesFonteAg AbderazakPas encore d'évaluation
- Echantillon DE TRACTIONDocument11 pagesEchantillon DE TRACTIONPaul EhounouPas encore d'évaluation
- Module 07 Concevoir Des Applications StructuralesDocument129 pagesModule 07 Concevoir Des Applications StructuralesmohsenPas encore d'évaluation
- Introduction:: Fig.1: Caractéristiques Dimensionnelles D'un EscalierDocument6 pagesIntroduction:: Fig.1: Caractéristiques Dimensionnelles D'un EscalierNuriPas encore d'évaluation