Vous aimerez peut-être aussi
- Conception & Modélisation CAO: Le guide ultime du débutantD'EverandConception & Modélisation CAO: Le guide ultime du débutantÉvaluation : 5 sur 5 étoiles5/5 (2)
- Charpente MétalliqueDocument10 pagesCharpente MétalliqueIng Nour-Eddine100% (9)
- Cours NumeriqueDocument112 pagesCours NumeriqueTarik BouchabchoubPas encore d'évaluation
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Formules ExcelDocument40 pagesFormules ExcelFatma RachdiPas encore d'évaluation
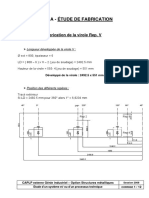
- Etude de Fabrication Du ViroleDocument21 pagesEtude de Fabrication Du VirolenawramiPas encore d'évaluation
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DD'EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DPas encore d'évaluation
- COMPTE Rendu Tour MzhdiDocument7 pagesCOMPTE Rendu Tour MzhdiEl Hamdaoui YoussefPas encore d'évaluation
- Cours de RDMDocument134 pagesCours de RDMflorent karel epoh foumanePas encore d'évaluation
- TP FiletageDocument5 pagesTP FiletageSaid Djaballah100% (2)
- Les Bus de Terrain ENSAMDocument101 pagesLes Bus de Terrain ENSAMnawramiPas encore d'évaluation
- 3.chapitre III Conception Des Pièces Etudiant1Document22 pages3.chapitre III Conception Des Pièces Etudiant1MahdinymosPas encore d'évaluation
- TD N°6 - Fao - L3GM - CF-S3Document4 pagesTD N°6 - Fao - L3GM - CF-S3Belloumi ManelPas encore d'évaluation
- Calcul Des Pannes Selon L'eurocode 3Document19 pagesCalcul Des Pannes Selon L'eurocode 3Abdelhamid Bainine Mido GC91% (11)
- Guide Fraisage - Outils PDFDocument156 pagesGuide Fraisage - Outils PDFMohamed SahilPas encore d'évaluation
- M9 Conception Et Dessin D-Outillage de Production Version 2Document120 pagesM9 Conception Et Dessin D-Outillage de Production Version 2kalgm1100% (6)
- DMOSDocument13 pagesDMOSLycée Alfred kastler100% (2)
- Construire Une Piscine PDFDocument55 pagesConstruire Une Piscine PDFnawramiPas encore d'évaluation
- Exemples de Clcul Des Silos PDFDocument13 pagesExemples de Clcul Des Silos PDFnawramiPas encore d'évaluation
- Cours en Ligne Mise en Forme - ChapitreI-Soualem LMA FinalDocument15 pagesCours en Ligne Mise en Forme - ChapitreI-Soualem LMA Finalhello youPas encore d'évaluation
- M16 Dossier de Fabrication-partie1-FM-TFMDocument68 pagesM16 Dossier de Fabrication-partie1-FM-TFMHanane Tounsi100% (1)
- Le Moulage en CarapaceDocument2 pagesLe Moulage en CarapaceAhmed Ben Romdhan100% (2)
- Tech Des PontsDocument80 pagesTech Des PontsAbdellatif Khafif100% (1)
- Compte-Rendu CNCDocument24 pagesCompte-Rendu CNCMohamed Berzouk0% (1)
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- BA-CORTEX, Le Calcul Des Structures en Béton Selon Les Eurocodes - Poutres-VoilesDocument8 pagesBA-CORTEX, Le Calcul Des Structures en Béton Selon Les Eurocodes - Poutres-Voilesazeaze eazeaze100% (1)
- Formation D'initiation SolidWorks 3st & 4st PDFDocument44 pagesFormation D'initiation SolidWorks 3st & 4st PDFJridette WalidPas encore d'évaluation
- Le CisaillageDocument10 pagesLe Cisaillagesaxhorn100% (1)
- Initiation À La Fonderie 1ère AnnéeDocument23 pagesInitiation À La Fonderie 1ère Annéeyouness100% (2)
- Définition Et Cotation Fonctionnelle Des Pièces Mécaniques PDFDocument86 pagesDéfinition Et Cotation Fonctionnelle Des Pièces Mécaniques PDFGuy Ygal100% (1)
- Exercice Hyperstatisme Et Modelisation C PDFDocument10 pagesExercice Hyperstatisme Et Modelisation C PDFAmine HousniPas encore d'évaluation
- Estimation Dossier ProfDocument63 pagesEstimation Dossier ProfAurélien DjombouPas encore d'évaluation
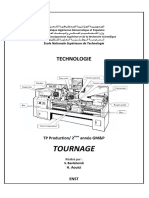
- Tournage Des Pièces MécaniquesDocument11 pagesTournage Des Pièces Mécaniqueskill3rxPas encore d'évaluation
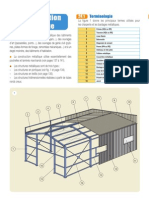
- Terminologie Charpente MétalliqueDocument7 pagesTerminologie Charpente Métalliquenawrami50% (2)
- M1 Fabrication Des Pièces Simple en TournageDocument76 pagesM1 Fabrication Des Pièces Simple en TournageBadr El Rhazzali100% (1)
- Tracage 1Document8 pagesTracage 1ATFP2013Pas encore d'évaluation
- Exemples D'isostatismeDocument5 pagesExemples D'isostatismehamzaouarraq100% (1)
- Corrigé TD RDM 1 PDFDocument4 pagesCorrigé TD RDM 1 PDFAhmed Walid Arab100% (1)
- M11 - Réalisation D'opérations de Rectification PDFDocument71 pagesM11 - Réalisation D'opérations de Rectification PDFMohamed LarbiPas encore d'évaluation
- 11 Usinage CoupeDocument21 pages11 Usinage Coupekarim100% (1)
- TP Fraisage 13 12 2016Document7 pagesTP Fraisage 13 12 2016Feriel GhouilaPas encore d'évaluation
- MODULE 3 Fabrication de Pièces D'usinage Simples en Fraisage PDFDocument93 pagesMODULE 3 Fabrication de Pièces D'usinage Simples en Fraisage PDFnawrami60% (5)
- Tournage PDFDocument12 pagesTournage PDFWa Lid75% (4)
- 2799 22 Optimisation Des Parametres de CoupeDocument6 pages2799 22 Optimisation Des Parametres de CoupeSLIMANE BENCHIHEUB50% (2)
- Correction de La Serie 02Document11 pagesCorrection de La Serie 02Oussama100% (2)
- M03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie1-FM-TSMFMDocument70 pagesM03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie1-FM-TSMFMBrahim Kh50% (2)
- Les Méthodes de Fabrication MécaniqueDocument26 pagesLes Méthodes de Fabrication Mécaniquesharer sharerPas encore d'évaluation
- Catia v5 Machining Brochure FR PDFDocument8 pagesCatia v5 Machining Brochure FR PDFWalid BenaziPas encore d'évaluation
- M03 Fabrication de Pièces D'usinage Simple en TournageDocument73 pagesM03 Fabrication de Pièces D'usinage Simple en TournageJawad Eddaiki83% (6)
- Procédés D'obtention Des ProduitsDocument16 pagesProcédés D'obtention Des ProduitsELMustaphaELMoukhtariPas encore d'évaluation
- Decoupage Mecanique Et Thermique Des PiecesDocument4 pagesDecoupage Mecanique Et Thermique Des Piecesfokou.simplicegmail.com Fokou Simplice100% (1)
- Partie 4 - Mise en Forme Par Déformation Plastique PDFDocument46 pagesPartie 4 - Mise en Forme Par Déformation Plastique PDFamal100% (1)
- Rapport ScientificDocument21 pagesRapport ScientificSekou KabaPas encore d'évaluation
- Avant-Projet D'étude de Fabrication (APEF)Document8 pagesAvant-Projet D'étude de Fabrication (APEF)Zyneb EttalebiPas encore d'évaluation
- TP4 - Taillage D'un Pignon Par Fraise Au ModuleDocument1 pageTP4 - Taillage D'un Pignon Par Fraise Au ModuleOussama Ouafik100% (1)
- TD 1 Dim Outil PresseDocument6 pagesTD 1 Dim Outil Pressetout_tout100% (1)
- Featurecame Guide PDFDocument104 pagesFeaturecame Guide PDFIbra MoulayPas encore d'évaluation
- M8 - Cintrer, Couder À Froid Et À Chaud - CM-FADocument19 pagesM8 - Cintrer, Couder À Froid Et À Chaud - CM-FAbahou10100% (1)
- Coupe Des Métaux 2 - Chapitre IV - Master 1 - FMetPDocument7 pagesCoupe Des Métaux 2 - Chapitre IV - Master 1 - FMetPAli BougailaPas encore d'évaluation
- SYS849 3 Usinage Partie IDocument37 pagesSYS849 3 Usinage Partie Ic oussamaPas encore d'évaluation
- MoulageDocument7 pagesMoulagebiziz100% (2)
- Devoir Surveillé 2stm ProductionDocument8 pagesDevoir Surveillé 2stm ProductionOmar Daali100% (1)
- L'oxycoupageDocument12 pagesL'oxycoupagemarouane karimPas encore d'évaluation
- 309 Taillage 1Document2 pages309 Taillage 1julienPas encore d'évaluation
- Borne Réglable Dessin DéfDocument2 pagesBorne Réglable Dessin DéfZack Mahmoudi100% (1)
- Cours D'analyse 2nd Ch-Ti 2020 ProfDocument21 pagesCours D'analyse 2nd Ch-Ti 2020 Proffokou.simplicegmail.com Fokou SimplicePas encore d'évaluation
- 1GM Cours Operations UsinageDocument5 pages1GM Cours Operations UsinageJairo ArmandoPas encore d'évaluation
- Bureau Des Méthodes Gam Capot PliageDocument1 pageBureau Des Méthodes Gam Capot Pliagematrani100% (1)
- PPM7Document18 pagesPPM7ABDELHADI MIHFADPas encore d'évaluation
- Calcul LD FN DocélèveDocument5 pagesCalcul LD FN DocélèveMathieu FourdrinierPas encore d'évaluation
- Gamme UsinageDocument6 pagesGamme UsinageYasser Lamyasser100% (1)
- CH3-Programmation PGP PDFDocument10 pagesCH3-Programmation PGP PDFahla77100% (1)
- Système Vis ÉcrouDocument2 pagesSystème Vis ÉcrouTarek Ben Moncef AdouaniPas encore d'évaluation
- Choix Préliminaires Du Nombre D'empreintes Dans Un MouleDocument7 pagesChoix Préliminaires Du Nombre D'empreintes Dans Un MouleAnonymous 9qKdViDP4Pas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Catalogue Convoyeur Aluminium PDFDocument28 pagesCatalogue Convoyeur Aluminium PDFnawramiPas encore d'évaluation
- Ps1 NDC EtaiementDocument42 pagesPs1 NDC EtaiementnawramiPas encore d'évaluation
- Lindapter BV - 4 Lnew1 PDFDocument77 pagesLindapter BV - 4 Lnew1 PDFnawramiPas encore d'évaluation
- Calcul Simplifie Du Reservoir PDFDocument15 pagesCalcul Simplifie Du Reservoir PDFnawramiPas encore d'évaluation
- Examen Construction MétalliqueDocument13 pagesExamen Construction MétalliquenawramiPas encore d'évaluation
- Qualification ElectromécaniqueDocument3 pagesQualification Electromécaniquenawrami100% (2)
- Verins Maintien COURS CORRIGEDocument7 pagesVerins Maintien COURS CORRIGEDog RayzPas encore d'évaluation
- (TDM) (CO) Theorie Des MecanismesDocument15 pages(TDM) (CO) Theorie Des MecanismesAhmed Othmen100% (1)
- DM - RDM - 2023 SujetDocument7 pagesDM - RDM - 2023 Sujetalejosua53Pas encore d'évaluation
- Exercices Schéma CinématiqueDocument13 pagesExercices Schéma CinématiqueHajar Ben GaraâPas encore d'évaluation
- Mip Map NormeDocument15 pagesMip Map NormeAkkad MarouanPas encore d'évaluation
- Coursusinage 3Document6 pagesCoursusinage 3Mohamed SahilPas encore d'évaluation
- Ssi b21 Mobilite Des MecanismesDocument2 pagesSsi b21 Mobilite Des MecanismesAmina AzmiPas encore d'évaluation
- GC 2017 LGC L3 S5 GS511 - RDMDocument8 pagesGC 2017 LGC L3 S5 GS511 - RDMMAZOUZI AbdelhamidPas encore d'évaluation
- Bureau Des Méthodes Et CNC (0000000136716)Document51 pagesBureau Des Méthodes Et CNC (0000000136716)luca mussoPas encore d'évaluation
- 2 Esitc La Statique PlaneDocument39 pages2 Esitc La Statique PlaneBilel Ben Brahim100% (1)
- Cours 1 - CTN 318 PDFDocument117 pagesCours 1 - CTN 318 PDFtheo lemeunierPas encore d'évaluation
- Parti Constructif Sismique, DPEA PDFDocument71 pagesParti Constructif Sismique, DPEA PDFLahcen LakdimPas encore d'évaluation
- AaaaaaaaaaaaaaaaaaaaaaaDocument63 pagesAaaaaaaaaaaaaaaaaaaaaaaAchraf El aouame100% (1)
- SNBL Note N°12 Recommandations Professionnelles Février 2016 PDFDocument54 pagesSNBL Note N°12 Recommandations Professionnelles Février 2016 PDFFrankel TakouPas encore d'évaluation
- Bureau Des Méthodes 1 BTS ESA 2021Document30 pagesBureau Des Méthodes 1 BTS ESA 2021LOLIPOOP100% (1)
- Schrader PDFDocument8 pagesSchrader PDFPierre-Eric AllierPas encore d'évaluation
- Rappels de StatiqueDocument17 pagesRappels de StatiqueGaddour ZiediaPas encore d'évaluation
- 01 Variateur GUZA SujetDocument7 pages01 Variateur GUZA Sujetsalem jawherPas encore d'évaluation
- M12 Determination Sollicitations Simple BTP TDBDocument48 pagesM12 Determination Sollicitations Simple BTP TDBChakir AbdessamadPas encore d'évaluation
- CHEM AppliRDM Thermique Corrigé WarrenDocument2 pagesCHEM AppliRDM Thermique Corrigé WarrenguessousPas encore d'évaluation
- Belhadj Lila PDFDocument117 pagesBelhadj Lila PDFĦēř KĩɲgPas encore d'évaluation
- Calcul Des Structures - Application de La Méthode Des Forces PDFDocument28 pagesCalcul Des Structures - Application de La Méthode Des Forces PDFvladimir zogoPas encore d'évaluation
- 3 - Chapitre III - Flexion Plastique - Partie 2 PDFDocument11 pages3 - Chapitre III - Flexion Plastique - Partie 2 PDFyounes100% (1)
- Etude Systeme - Bielle - ManivelleDocument21 pagesEtude Systeme - Bielle - ManivelleFradj TriplexPas encore d'évaluation