Vous aimerez peut-être aussi
- Traité de L'harmonie Tonale Réduite À Ses Principes NaturelsDocument628 pagesTraité de L'harmonie Tonale Réduite À Ses Principes NaturelsBenjamin Coudrin100% (2)
- Corrige UTBM Gestion de Production Et Des Stocks 2006 IMAPDocument3 pagesCorrige UTBM Gestion de Production Et Des Stocks 2006 IMAPLamrani Mohamed50% (8)
- TP 1, Initiation A La Programmation Du Pic 16F877A Premiere Approche Des Logiciels UtilisesDocument6 pagesTP 1, Initiation A La Programmation Du Pic 16F877A Premiere Approche Des Logiciels UtilisesNaima BajouPas encore d'évaluation
- 09 Machines Tournantes PDFDocument294 pages09 Machines Tournantes PDFMohamed OuichaouiPas encore d'évaluation
- L Encyclopédie de La Préparation PhysiqueDocument1 697 pagesL Encyclopédie de La Préparation PhysiqueAnthony LopezPas encore d'évaluation
- UTBM Gestion de Production Et Des Stocks 2008 IMAPDocument4 pagesUTBM Gestion de Production Et Des Stocks 2008 IMAPMehdi AjAj0% (1)
- PFSADocument7 pagesPFSAAbdelaziz IzzoPas encore d'évaluation
- Ex2 FIFO LIFODocument2 pagesEx2 FIFO LIFOAnonymous b2ma2lPas encore d'évaluation
- TD MRP2Document3 pagesTD MRP2Ibtissam MalekPas encore d'évaluation
- Etude de Cas Gestion de Projet2014Document5 pagesEtude de Cas Gestion de Projet2014Youssef Bensaid50% (2)
- TD2Document2 pagesTD2Khalil RaPas encore d'évaluation
- PFSADocument10 pagesPFSAcyrine khbouPas encore d'évaluation
- 5 - Cas de Synthèse MRP2 - F PDFDocument6 pages5 - Cas de Synthèse MRP2 - F PDFahmed hamza khabouze100% (1)
- Cas MRPDocument2 pagesCas MRPYoussefOulaajeb100% (1)
- Cas Buyo StockDocument2 pagesCas Buyo Stockahmed karamokoPas encore d'évaluation
- Cours Système Lean-ESPRITDocument179 pagesCours Système Lean-ESPRITZayene Khmais100% (1)
- Exercice MRP 2015Document2 pagesExercice MRP 2015ZakariaDandouniPas encore d'évaluation
- 5 - Type MDocument29 pages5 - Type Msouheil80100% (1)
- Td2Proprietes MecaniqueDocument2 pagesTd2Proprietes MecaniqueYoussef BensaidPas encore d'évaluation
- CVDocument1 pageCVMarion GirodPas encore d'évaluation
- C3 MRP 1Document21 pagesC3 MRP 1Rachdi NasriPas encore d'évaluation
- Cours OGP Chapitre 2 Partie 1Document7 pagesCours OGP Chapitre 2 Partie 1Firas AjmiPas encore d'évaluation
- UTBM Gestion de Production Et Des Stocks 2007 IMAPDocument3 pagesUTBM Gestion de Production Et Des Stocks 2007 IMAPmarmara161616Pas encore d'évaluation
- Devoir G. Production 2 GM2 2021Document3 pagesDevoir G. Production 2 GM2 2021Erraji HichamPas encore d'évaluation
- Devoir MRP II PDFDocument2 pagesDevoir MRP II PDFabdo tmPas encore d'évaluation
- MRPDocument6 pagesMRPdoubePas encore d'évaluation
- TD2 (PIC PDP Logistique)Document5 pagesTD2 (PIC PDP Logistique)Er-Rhahmani MedPas encore d'évaluation
- Devoir N°1 Fonctionnement 1er Semestre 2020Document5 pagesDevoir N°1 Fonctionnement 1er Semestre 2020SandersPas encore d'évaluation
- TD N°3 - Calcul Des BesoinsDocument3 pagesTD N°3 - Calcul Des BesoinsSoufyan El KharoufPas encore d'évaluation
- Exercice MRPDocument18 pagesExercice MRPHala El OuarrakPas encore d'évaluation
- Exemples de Calcul MRP1 Et MRP2 PDFDocument28 pagesExemples de Calcul MRP1 Et MRP2 PDFBadr EdouhabiPas encore d'évaluation
- 2665 09 MRP - Exercice 2Document3 pages2665 09 MRP - Exercice 2Jamal Sofiane50% (4)
- TD MRP Correction PDFDocument8 pagesTD MRP Correction PDFachraf weslatiPas encore d'évaluation
- 6.5 Etude de Cas PDP PF1PF2Document4 pages6.5 Etude de Cas PDP PF1PF2AITPas encore d'évaluation
- 04-14 Exercice EugroffalDocument1 page04-14 Exercice Eugroffalninoeug0% (1)
- TP2 MRP PDFDocument1 pageTP2 MRP PDFnachit010% (1)
- 9614 Corrige UTBM Gestion-De-Production-Et-Des-Stocks 2006 IMAPDocument2 pages9614 Corrige UTBM Gestion-De-Production-Et-Des-Stocks 2006 IMAPjacques EDOHPas encore d'évaluation
- Exercices CapaciteDocument8 pagesExercices Capaciteaudrey mappyPas encore d'évaluation
- Exercices GEST075Document20 pagesExercices GEST075jacques EDOHPas encore d'évaluation
- Budget Commercial - Cas VETHOMDocument2 pagesBudget Commercial - Cas VETHOMahmedPas encore d'évaluation
- TD MRPDocument3 pagesTD MRPachraf weslatiPas encore d'évaluation
- Plan Besoins Matieres 4ei2012Document30 pagesPlan Besoins Matieres 4ei2012Sidi Youssef Bcd100% (1)
- Ogp - P1 - 2021 2022Document47 pagesOgp - P1 - 2021 2022Wassim Ben SalahPas encore d'évaluation
- Exercice MetalarmDocument2 pagesExercice MetalarmTCHAMADEU SEVERINPas encore d'évaluation
- TD OPT-leanDocument2 pagesTD OPT-leanAhmed Ben MustaphaPas encore d'évaluation
- 08-09 ATI1 OI TP GP Gravograph-2 PDFDocument6 pages08-09 ATI1 OI TP GP Gravograph-2 PDFنورالله البسدوريPas encore d'évaluation
- Exo MRPDocument2 pagesExo MRPAouci Malek AminePas encore d'évaluation
- OPT - Par L'exemple PDFDocument10 pagesOPT - Par L'exemple PDFBAFAR YASSIRPas encore d'évaluation
- Emrp PDFDocument9 pagesEmrp PDFsoukaina100% (1)
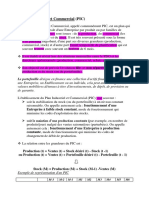
- Chap 1 Plan Industriel Et Commercial PICDocument4 pagesChap 1 Plan Industriel Et Commercial PICJony Bridman100% (1)
- UTBM Gestion de Production Et Des Stocks 2006 IMAP 2Document1 pageUTBM Gestion de Production Et Des Stocks 2006 IMAP 2Jairo ArmandoPas encore d'évaluation
- I. DéfinitionDocument9 pagesI. DéfinitionMohamed BoujnahPas encore d'évaluation
- SP de Type MRP-VFC - ArialDocument294 pagesSP de Type MRP-VFC - ArialAnas MostafaPas encore d'évaluation
- Exercice CBNDocument1 pageExercice CBNÉlmêh D Jâlloulî0% (1)
- TD 1 Capacités Et ChargesDocument3 pagesTD 1 Capacités Et ChargesOumaima CaidPas encore d'évaluation
- Examen DS MO1 - Octobre 2014Document3 pagesExamen DS MO1 - Octobre 2014eyasayari216100% (1)
- TD Stock Et ApproDocument16 pagesTD Stock Et ApproAhmed AndolsiPas encore d'évaluation
- Copie de TD - Chap2Document4 pagesCopie de TD - Chap2James ScottPas encore d'évaluation
- 40383271exercice de Gestion de Production PDFDocument13 pages40383271exercice de Gestion de Production PDFsakiina100% (1)
- Taf - GfiDocument20 pagesTaf - GfiYOUNES TASDROMTEPas encore d'évaluation
- Algorithme de JohnsonDocument17 pagesAlgorithme de JohnsonYriaPas encore d'évaluation
- Methode Des ChaînonsDocument28 pagesMethode Des ChaînonsYass InePas encore d'évaluation
- Gestion Par Point de CommandeDocument34 pagesGestion Par Point de CommandecilekkoksuPas encore d'évaluation
- Methode OptDocument9 pagesMethode OptELGLITI AbdelilahPas encore d'évaluation
- CF MRPDocument2 pagesCF MRPMostafa BelaaroussiPas encore d'évaluation
- TD N°3 GPADocument3 pagesTD N°3 GPAMaloukà Tàw LokàPas encore d'évaluation
- TD MRP 2022 - L3emDocument1 pageTD MRP 2022 - L3emIbrahim ManganePas encore d'évaluation
- Gantt + AMDECDocument2 pagesGantt + AMDECYoussef BensaidPas encore d'évaluation
- Algorithme BellmanDocument5 pagesAlgorithme BellmanYoussef BensaidPas encore d'évaluation
- Données Ajustement Charge Capacité II 2014Document20 pagesDonnées Ajustement Charge Capacité II 2014Youssef BensaidPas encore d'évaluation
- Pr. Nawal BENSAID Cours Evaluation Des Entreprises S6Document16 pagesPr. Nawal BENSAID Cours Evaluation Des Entreprises S6Manal TataPas encore d'évaluation
- Expose DetecteursDocument15 pagesExpose DetecteursPatrice CamaraPas encore d'évaluation
- L'oxydation Des Fruits FicheDocument3 pagesL'oxydation Des Fruits FicheBGH BGH100% (2)
- Statuts SARLDocument13 pagesStatuts SARLZo RabemananjaraPas encore d'évaluation
- L'Alphabet Japonais - DécouverteDocument20 pagesL'Alphabet Japonais - DécouverteAssane BollyPas encore d'évaluation
- Étude Comparative Des Méthodes D'estimation de Canal À L'aide Des Pilotes Dans Les Systèmes OFDM À Travers Un Canal Multi-TrajetsDocument124 pagesÉtude Comparative Des Méthodes D'estimation de Canal À L'aide Des Pilotes Dans Les Systèmes OFDM À Travers Un Canal Multi-TrajetsInconnuPas encore d'évaluation
- Couche Reseau TCP/IPDocument49 pagesCouche Reseau TCP/IPwissal choukriPas encore d'évaluation
- TP GRH GroupknDocument18 pagesTP GRH GroupknBigstone LunumbePas encore d'évaluation
- C 110309Document24 pagesC 110309actionregionalePas encore d'évaluation
- 5-Masse Corrosion (Provisoire)Document67 pages5-Masse Corrosion (Provisoire)dimachampion100% (1)
- Fiche 20Document2 pagesFiche 20rons mouindouPas encore d'évaluation
- Livre Final de Chimie P (C D)Document90 pagesLivre Final de Chimie P (C D)Valeria PeredaPas encore d'évaluation
- Essais MecaniquesDocument10 pagesEssais MecaniqueshamidochPas encore d'évaluation
- Racine Carre 3 CorrigeDocument3 pagesRacine Carre 3 CorrigeMedAmine FilaliPas encore d'évaluation
- Chapitre 2 - Calculs AlgébriquesDocument11 pagesChapitre 2 - Calculs AlgébriquesDavid DupontPas encore d'évaluation
- EFF Théorique TEMI 2013 Corrigé - (WWW - Diploma.ma)Document5 pagesEFF Théorique TEMI 2013 Corrigé - (WWW - Diploma.ma)Hamza NiouarPas encore d'évaluation
- Mouvements Anormaux - Sans VideospptxDocument23 pagesMouvements Anormaux - Sans Videospptxcopie masterPas encore d'évaluation
- PPPT Présentation de ProjetDocument16 pagesPPPT Présentation de Projetالحمد للهPas encore d'évaluation
- Charge Assurance QualiteDocument2 pagesCharge Assurance QualiteHafsa SaadallahPas encore d'évaluation
- TD Sang CorrigéDocument5 pagesTD Sang CorrigéBouhamey Traore100% (1)
- Fiche Technique de La Formation La Préparation - Planification Et Ordonnancement Des Travaux de MaintenanceDocument4 pagesFiche Technique de La Formation La Préparation - Planification Et Ordonnancement Des Travaux de Maintenanceakouche LaminePas encore d'évaluation
- E Classification de MortierDocument2 pagesE Classification de MortierVictor Fon EtotPas encore d'évaluation
- Go MathsDocument3 pagesGo Mathsquivymanon94Pas encore d'évaluation
- 2021 Poenaru Psychopathologie Capitalisme Cognitivo ComportementalDocument12 pages2021 Poenaru Psychopathologie Capitalisme Cognitivo ComportementalChloé PlaziatPas encore d'évaluation