Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Usinage ÉlectrochimiqueDocument8 pagesUsinage ÉlectrochimiqueAssem BensalemPas encore d'évaluation
- ElectroerosionDocument20 pagesElectroerosionJalal Raougui100% (2)
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Document16 pagesCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
- Calcul EstampageDocument16 pagesCalcul Estampageyasser50% (2)
- Préparation de La FabricationDocument5 pagesPréparation de La FabricationZack MahmoudiPas encore d'évaluation
- Affutage QDocument10 pagesAffutage Qgouader selmenPas encore d'évaluation
- Evaluation Fabrication AddaitiveDocument4 pagesEvaluation Fabrication Addaitiveredwane ouberri100% (1)
- DispersionsDocument5 pagesDispersionsMohamed SahilPas encore d'évaluation
- Gamme UsinageDocument6 pagesGamme UsinageYasser Lamyasser100% (1)
- TP CN FraisageDocument4 pagesTP CN FraisageWael Ben RomdhanePas encore d'évaluation
- 2799 22 Optimisation Des Parametres de CoupeDocument6 pages2799 22 Optimisation Des Parametres de CoupeSLIMANE BENCHIHEUB50% (2)
- 2 EmboutissageDocument33 pages2 EmboutissageHamza RouihemPas encore d'évaluation
- Isostatismes MIP MAP PDFDocument8 pagesIsostatismes MIP MAP PDFMou Hamoudi100% (1)
- Fabrication TournageDocument7 pagesFabrication Tournagetaha oulkadi100% (1)
- Cours Complet EcranDocument1 pageCours Complet EcranFettah Elkallati100% (1)
- 6.1amélioration de La Fiabilité Des ÉquipementsDocument55 pages6.1amélioration de La Fiabilité Des ÉquipementsBest BossPas encore d'évaluation
- Chapitre 3 Fin Procèdes D'obtention Des Pièces Par Enlèvement de MatièreDocument76 pagesChapitre 3 Fin Procèdes D'obtention Des Pièces Par Enlèvement de MatièreIkram DahmaniPas encore d'évaluation
- Cours 2stm Manuel ApplicationDocument97 pagesCours 2stm Manuel Applicationyassine2267% (6)
- Examen Coupe IFM Janvier 2020 VFDocument5 pagesExamen Coupe IFM Janvier 2020 VFImed MejriPas encore d'évaluation
- Usinage Par Enlevement de MatiereDocument8 pagesUsinage Par Enlevement de Matieremaraghni_hassine7592Pas encore d'évaluation
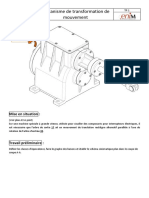
- Sujet - Mécanisme de Transformation de MouvementDocument2 pagesSujet - Mécanisme de Transformation de Mouvementhaziq ridzuanPas encore d'évaluation
- Embrayage Frein Et ReducteurDocument7 pagesEmbrayage Frein Et ReducteurOtman OtoPas encore d'évaluation
- TP Fraisage 2021 - CopieDocument7 pagesTP Fraisage 2021 - CopieMi DO IIPas encore d'évaluation
- CavalierDocument3 pagesCavalierfgmgpPas encore d'évaluation
- CN TournageDocument21 pagesCN TournageAbdellah El BarkanyPas encore d'évaluation
- Contrat de Phase (Correction)Document2 pagesContrat de Phase (Correction)mido100% (1)
- Résumé TransmettreDocument18 pagesRésumé TransmettreMehdi Ben Zouine100% (3)
- TP N°3 Disperssion AléatoiresDocument11 pagesTP N°3 Disperssion AléatoiresBilel Boulehmi0% (1)
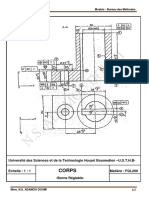
- Borne Réglable Dessin DéfDocument2 pagesBorne Réglable Dessin DéfZack Mahmoudi100% (1)
- 2 Contrôle GéoDocument8 pages2 Contrôle GéoNS ADPas encore d'évaluation
- 02.4 - Modèles de Thévenin Norton Et Sources LiéesDocument2 pages02.4 - Modèles de Thévenin Norton Et Sources Liéesboys77770% (1)
- Usinage Complexe-FM-TFMDocument189 pagesUsinage Complexe-FM-TFMRadhouen NcibiPas encore d'évaluation
- Etude de Fabrication Et Analyse DUsinageDocument232 pagesEtude de Fabrication Et Analyse DUsinageseif75% (4)
- Modélisation de La CoupeDocument20 pagesModélisation de La CoupeChaoune Med100% (1)
- Chapitre 2 DYNAMIQUE DES MACHINESDocument41 pagesChapitre 2 DYNAMIQUE DES MACHINESHana HosniPas encore d'évaluation
- 01-Les Essais Mécaniques-Traction - ElèvesDocument3 pages01-Les Essais Mécaniques-Traction - ElèveskrommPas encore d'évaluation
- Rapport CNCDocument10 pagesRapport CNChajarisoPas encore d'évaluation
- Chapitre 2 Torseur de CohesionDocument8 pagesChapitre 2 Torseur de CohesionAyou HamPas encore d'évaluation
- Cours Moulage Ahmed PDFDocument17 pagesCours Moulage Ahmed PDFSamir Kh50% (4)
- Exm2015-CorrigeDocument7 pagesExm2015-CorrigeToxic DEVPas encore d'évaluation
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- Examen - Rupture 2021Document2 pagesExamen - Rupture 2021abdo tmPas encore d'évaluation
- 3-Calcul Des RessortsDocument3 pages3-Calcul Des RessortsChokri AtefPas encore d'évaluation
- Compte Rendu Usinage À Commande Numérique - CopieDocument15 pagesCompte Rendu Usinage À Commande Numérique - CopieDon Larab100% (1)
- 8 - Essai Jominy - Trempabilité Des Aciers - OKDocument7 pages8 - Essai Jominy - Trempabilité Des Aciers - OKMohsen SaidiPas encore d'évaluation
- Livret CATIA V5Document56 pagesLivret CATIA V5EL-AARBAOUI ABDELJALILPas encore d'évaluation
- QCM - Ued PMP - UsinageDocument23 pagesQCM - Ued PMP - Usinageanthony duboisPas encore d'évaluation
- Institut Supérieur Des Etudes Technologiques de GafsaDocument14 pagesInstitut Supérieur Des Etudes Technologiques de Gafsahajji mohamed100% (1)
- Cours Robotique EnisoDocument22 pagesCours Robotique EnisoOmar 95Pas encore d'évaluation
- Correction Examen Proprits Des Matriaux 1GM Jan2013Document4 pagesCorrection Examen Proprits Des Matriaux 1GM Jan2013Ahmed SoltaniPas encore d'évaluation
- Calcul Des ArbresDocument8 pagesCalcul Des ArbresKamel Bousnina100% (1)
- Torseur LiaisonsDocument1 pageTorseur LiaisonsAmina Dinari100% (1)
- Analyse Par Éléments Finis Des Déférents Procèdes D'usinageDocument25 pagesAnalyse Par Éléments Finis Des Déférents Procèdes D'usinageMohammed LounisPas encore d'évaluation
- Tournage Fraisage Perçage OkDocument34 pagesTournage Fraisage Perçage OkSanae Lhmiri100% (1)
- 694 11 Efforts de Coupe Et PuissancesDocument10 pages694 11 Efforts de Coupe Et PuissancesHakimHadjabhakim100% (6)
- Examen+Gm2+Reducteur A Engrenage InterieurDocument30 pagesExamen+Gm2+Reducteur A Engrenage InterieurHamza BNPas encore d'évaluation
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Electroerosion Et Usinage Electrochimique ProfDocument3 pagesElectroerosion Et Usinage Electrochimique Profislam mohammed100% (1)
- Chaudières Et Fours IndustrielsDocument102 pagesChaudières Et Fours Industrielsrymaachouri83% (6)
- Well Test OpérationsDocument18 pagesWell Test Opérationsbey100% (1)
- Cours de Construction MetalliqueDocument122 pagesCours de Construction Metalliquealmer100% (3)
- CHAPITRE 1 - 7 Avril 2023 - VuDocument8 pagesCHAPITRE 1 - 7 Avril 2023 - VuAma NiPas encore d'évaluation
- TPAspen Complet PDFDocument45 pagesTPAspen Complet PDFMoustapha Metidji75% (4)
- Dossier Elixirs CristauxDocument8 pagesDossier Elixirs CristauxOzoZinoPas encore d'évaluation
- Compilation Bepc Blanc PCT 2024Document33 pagesCompilation Bepc Blanc PCT 2024AdonaïPas encore d'évaluation
- Contrôle Non DestructifDocument15 pagesContrôle Non DestructifYassine Aguelmame100% (2)
- La Reaction Antigene AnticorpsDocument8 pagesLa Reaction Antigene AnticorpsAlex Duguipp100% (1)
- Acide NitriqueDocument20 pagesAcide NitriqueShaheen MansourPas encore d'évaluation
- CR - Presentation Phillipe Delfosse - Avec PPT - 2011 06 21 PDFDocument20 pagesCR - Presentation Phillipe Delfosse - Avec PPT - 2011 06 21 PDFMohamed Latifi100% (1)
- Rapport de TP ESSAI AU BLEU DE METHYLENVBS LDocument6 pagesRapport de TP ESSAI AU BLEU DE METHYLENVBS LOmar Sidi ElyPas encore d'évaluation
- Montage D'un Frigorifique SimpleDocument40 pagesMontage D'un Frigorifique SimpleHakim Hachemi100% (2)
- TP1 - Dissolution - CHAP2Document4 pagesTP1 - Dissolution - CHAP2Youssef MokhtariPas encore d'évaluation
- Guide Choix Classes Exposition BétonDocument8 pagesGuide Choix Classes Exposition Bétoninvisibleyop100% (1)
- Projet Final Steg SousseDocument51 pagesProjet Final Steg Soussenadhir100% (1)
- CH 1 ExostsDocument3 pagesCH 1 ExostsNajimou Alade Tidjani100% (1)
- TP 6 TRT 27Document5 pagesTP 6 TRT 27Abdu KadirPas encore d'évaluation
- Calcul Du PH 1Document1 pageCalcul Du PH 1Rim ElmoutaoukkilPas encore d'évaluation
- Fiche Technique AquadereDocument2 pagesFiche Technique AquadereMed Ali Ombre100% (1)
- Expose PetrochimieDocument13 pagesExpose Petrochimiehalidou N'samboPas encore d'évaluation
- BA - Notations OrganigrammesDocument8 pagesBA - Notations OrganigrammesBilel Ben BrahimPas encore d'évaluation
- 164 DépoussierageDocument153 pages164 DépoussieragedrevetphPas encore d'évaluation