Vous aimerez peut-être aussi
- Conception & Modélisation CAO: Le guide ultime du débutantD'EverandConception & Modélisation CAO: Le guide ultime du débutantÉvaluation : 5 sur 5 étoiles5/5 (2)
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Gamme de ProductionDocument29 pagesGamme de ProductionYoussef90% (31)
- Mini Projet CaoDocument31 pagesMini Projet CaoMouad MouradPas encore d'évaluation
- Elements FinisDocument85 pagesElements Finissleh_sbi100% (6)
- Cours Béton ArméDocument55 pagesCours Béton ArméAmoula Ahmed100% (1)
- Chapitre II (Etude Technologiquede Broyeur)Document31 pagesChapitre II (Etude Technologiquede Broyeur)Dina Boutemeur100% (2)
- Lotissement MarrakechDocument55 pagesLotissement MarrakechAbdel Aziz Toumi100% (1)
- Utt - Rapport Ma13 - Abaqus PDFDocument19 pagesUtt - Rapport Ma13 - Abaqus PDFLeksir KamiliaPas encore d'évaluation
- Atelier CAO F PDFDocument53 pagesAtelier CAO F PDFmohchou100% (1)
- Formation Catia Niveau Débutant P01 PDFDocument53 pagesFormation Catia Niveau Débutant P01 PDFSAID100% (7)
- TP Cao Catia 2020Document30 pagesTP Cao Catia 2020alaPas encore d'évaluation
- Exercice Autocad PDFDocument2 pagesExercice Autocad PDFaitbouhou hichamPas encore d'évaluation
- Rapport TP Cfao&mocnDocument28 pagesRapport TP Cfao&mocnAkkad MarouanPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Fabrication Assistée Par OrdinateurDocument89 pagesFabrication Assistée Par OrdinateurAlaa Eddine Radh93% (14)
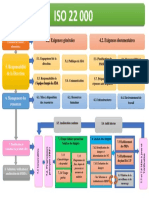
- Carte Conceptuelle ISO 22000Document1 pageCarte Conceptuelle ISO 22000LabroufiAbdelouahed33% (3)
- TP Prototypage RapideDocument8 pagesTP Prototypage Rapidesara0% (1)
- Fascicule TeintureDocument4 pagesFascicule Teinturesleh_sbi100% (1)
- 40 DS Moulage 2016 2017Document4 pages40 DS Moulage 2016 2017Chokri Atef67% (3)
- TP MastercamDocument23 pagesTP MastercamFajjeri HadilPas encore d'évaluation
- TP Fao Catia 0607Document91 pagesTP Fao Catia 0607Youness Ouarrak100% (2)
- Fao CatiaDocument76 pagesFao Catiabnidhal100% (2)
- Fascicule de TP Cao SolidworksDocument38 pagesFascicule de TP Cao SolidworksMed Ali100% (5)
- TP CatiaDocument93 pagesTP Catiaalaaatitallah100% (1)
- Ateliers Flexibles D'usinage PDFDocument12 pagesAteliers Flexibles D'usinage PDFlamiae loukili100% (1)
- Manual de Aplicacion Conjuntos Generadores CumminsDocument324 pagesManual de Aplicacion Conjuntos Generadores Cumminsmateo apolinar100% (1)
- CFAO - Fraisage 2D & DemiDocument17 pagesCFAO - Fraisage 2D & DemiMeryem BelhassanePas encore d'évaluation
- Travaux Diriges de Programmation Des Machines-Outils A Commande Numerique E. LefurDocument12 pagesTravaux Diriges de Programmation Des Machines-Outils A Commande Numerique E. LefurMohamedAyoubPas encore d'évaluation
- TP Cfao SolidworksDocument14 pagesTP Cfao SolidworksOlga StaffordPas encore d'évaluation
- Cours 1 CFAO.Document13 pagesCours 1 CFAO.Bibo LovitchePas encore d'évaluation
- Contrat de PhaseDocument5 pagesContrat de Phasehchaguer100% (2)
- Impression 3DDocument3 pagesImpression 3DHamza BN0% (1)
- tp1 MEF PDFDocument17 pagestp1 MEF PDFOmar 95Pas encore d'évaluation
- Tuto Catia IncompletDocument33 pagesTuto Catia Incompletinsosama100% (1)
- TP #3 AutocadDocument12 pagesTP #3 AutocadOmar Nadji100% (1)
- AutoCAD Mechanical - Formation de Base - 0032Document2 pagesAutoCAD Mechanical - Formation de Base - 0032SpasicPas encore d'évaluation
- Fascicule de TP CAO FAO MécaniqueDocument47 pagesFascicule de TP CAO FAO MécaniqueGadaHaddad100% (1)
- TP N 2 AutocadDocument12 pagesTP N 2 AutocadOmar Nadji50% (2)
- Partie 4 - Mise en Forme Par Déformation Plastique PDFDocument46 pagesPartie 4 - Mise en Forme Par Déformation Plastique PDFamal100% (1)
- Gamme UsinageDocument6 pagesGamme UsinageYasser Lamyasser100% (1)
- Decouverte de Mastercam 2018Document202 pagesDecouverte de Mastercam 2018Anis ZianiPas encore d'évaluation
- Operations ElementairesDocument3 pagesOperations ElementairesAhmed Elouafiq100% (1)
- Examen TribologieDocument10 pagesExamen TribologieHatem HamekPas encore d'évaluation
- Analyse Fonctionnelle InterneDocument11 pagesAnalyse Fonctionnelle InterneossaymoPas encore d'évaluation
- Chapitre 7Document42 pagesChapitre 7Hamza NazihaPas encore d'évaluation
- Exercice 4 ADocument2 pagesExercice 4 ABoss MohamedPas encore d'évaluation
- Mise en PositionDocument21 pagesMise en PositionYouness El Hamri100% (2)
- AbaqusDocument125 pagesAbaqusRamoutcho RamoutchettePas encore d'évaluation
- TP Delmia Esstin V5Document40 pagesTP Delmia Esstin V5Sergio Angarita SPas encore d'évaluation
- Cours DAO Chapitre 1Document24 pagesCours DAO Chapitre 1Halim DalilPas encore d'évaluation
- Rapport MINI PROJETDocument36 pagesRapport MINI PROJETوليد الصحراويPas encore d'évaluation
- TP Moulage SolidworksDocument20 pagesTP Moulage SolidworksHedi SalemPas encore d'évaluation
- Exam Tec Des CNC 2014Document2 pagesExam Tec Des CNC 2014Parc ElyesPas encore d'évaluation
- Compte Rendu TP FAO AvancéeDocument9 pagesCompte Rendu TP FAO AvancéemahdiPas encore d'évaluation
- Prototypage RapideDocument29 pagesPrototypage Rapideamine chabchoubPas encore d'évaluation
- Mini - Projet Imprimante 3dDocument7 pagesMini - Projet Imprimante 3dmed abPas encore d'évaluation
- Cfao 2013-2014 PDFDocument71 pagesCfao 2013-2014 PDFAl Cas75% (4)
- Chap4 PliageDocument34 pagesChap4 Pliageisraalaya167Pas encore d'évaluation
- 1 - Méthodologie - Conception - Cao - Catia - v5 - Rev03Document34 pages1 - Méthodologie - Conception - Cao - Catia - v5 - Rev03Imad BouhafsPas encore d'évaluation
- CFAO FM PrésentationDocument4 pagesCFAO FM PrésentationMustaphaPicassoPas encore d'évaluation
- TP 1Document12 pagesTP 1israalaya167Pas encore d'évaluation
- FAOFRCATIADocument14 pagesFAOFRCATIAHicham HallouâPas encore d'évaluation
- Micro Bio CultureDocument38 pagesMicro Bio Cultureeyahedhily6Pas encore d'évaluation
- 2-Initiation À FCDocument6 pages2-Initiation À FCOtman OtoPas encore d'évaluation
- Fao MMTH 2020 2021 ConvertiDocument10 pagesFao MMTH 2020 2021 ConvertiO'zSamaPas encore d'évaluation
- FAOTRCATIADocument13 pagesFAOTRCATIAHicham HallouâPas encore d'évaluation
- FAO SeanceuneDocument26 pagesFAO SeanceuneMurielle LemogoPas encore d'évaluation
- Note Pour La Transition Vers l'ISO 50003Document2 pagesNote Pour La Transition Vers l'ISO 50003sleh_sbiPas encore d'évaluation
- Fiche Outil MTM 2Document2 pagesFiche Outil MTM 2sleh_sbiPas encore d'évaluation
- COMPTE RENDU DE LA SEANCE DE TRAVAIL Du 25 Avril 2024Document4 pagesCOMPTE RENDU DE LA SEANCE DE TRAVAIL Du 25 Avril 2024Kouakou Barthélemy KOUMANPas encore d'évaluation
- Amarrages Cordistes V 4 LDocument36 pagesAmarrages Cordistes V 4 LAbdelkader MimouniPas encore d'évaluation
- Enigme en Montagne 1Document30 pagesEnigme en Montagne 1alicia.billiouPas encore d'évaluation
- Colorants Liquides À Base de Dispersions PigmentairesDocument2 pagesColorants Liquides À Base de Dispersions PigmentairesalphaPas encore d'évaluation
- Ruger-Cata HumbertDocument3 pagesRuger-Cata HumbertCéline MailholPas encore d'évaluation
- ExamenPhys3 2013rattrapageDocument2 pagesExamenPhys3 2013rattrapageaminaPas encore d'évaluation
- MA OPTISWITCH5100-5150 Double-Relay Vid30426 FR 191121Document40 pagesMA OPTISWITCH5100-5150 Double-Relay Vid30426 FR 191121stephane AbrePas encore d'évaluation
- Recommandations Techniques Sage 100cDocument32 pagesRecommandations Techniques Sage 100cBechir CherifPas encore d'évaluation
- Freelem - Eurocode 1 - VentDocument5 pagesFreelem - Eurocode 1 - VentAbdoul Aziz SavadogoPas encore d'évaluation
- France Transfo Methode EssaiDocument44 pagesFrance Transfo Methode EssaiAmine LakouismiPas encore d'évaluation
- Developpement D Applications Pour Terminaux Android PDFDocument90 pagesDeveloppement D Applications Pour Terminaux Android PDFEssafi EnnaceurPas encore d'évaluation
- Norme Internationale Cei Iec International Standard 60947-3Document124 pagesNorme Internationale Cei Iec International Standard 60947-3TSD CommercialPas encore d'évaluation
- Combustion Des Alcanes College PDFDocument2 pagesCombustion Des Alcanes College PDFMichael100% (1)
- Cha 2 1 Généralités Sur La Protection Du RéseauDocument12 pagesCha 2 1 Généralités Sur La Protection Du RéseausalahouchenesalahPas encore d'évaluation
- Moteurs Modifiés - Auto8 - Mars87 - 21Document5 pagesMoteurs Modifiés - Auto8 - Mars87 - 21vintagerccarPas encore d'évaluation
- Correction TD4 Ordonnancement PDFDocument7 pagesCorrection TD4 Ordonnancement PDFAbdelilah BaibihPas encore d'évaluation
- BétonnièresDocument8 pagesBétonnièresOmar RhalidPas encore d'évaluation
- Capacité Colmatage Filtre AirDocument6 pagesCapacité Colmatage Filtre AirLiebherrPas encore d'évaluation
- Exercices Sur Les Fusibles 1Document2 pagesExercices Sur Les Fusibles 1houriahoussein70Pas encore d'évaluation
- Sujet de Mémoire HAMZADocument3 pagesSujet de Mémoire HAMZAAdel AldusPas encore d'évaluation
- Alimentation Des SystemesDocument59 pagesAlimentation Des SystemesmatmatijamelPas encore d'évaluation
- Tsi PDFDocument156 pagesTsi PDFJankovski22 MaksPas encore d'évaluation
- Technicien Supérieur Dessinateur Projecteur en ArchitectureDocument51 pagesTechnicien Supérieur Dessinateur Projecteur en Architecturefarid khelifiPas encore d'évaluation
- TP1: Conduction Linéaire de La Chaleur Dans Un Solide: 1. ObjectifDocument5 pagesTP1: Conduction Linéaire de La Chaleur Dans Un Solide: 1. ObjectifFouad MihoubPas encore d'évaluation
- 2LR SEM2 SERIE05 Protocoles InternetDocument8 pages2LR SEM2 SERIE05 Protocoles InternetEiriedPas encore d'évaluation