Vous aimerez peut-être aussi
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- TPE Matériaux Métalliques: Encadré Par: M. Salah MEZLINI Elaboré Par: Ala BEN SALAH Souha Abdellaoui Groupe: 1Document5 pagesTPE Matériaux Métalliques: Encadré Par: M. Salah MEZLINI Elaboré Par: Ala BEN SALAH Souha Abdellaoui Groupe: 1Derouich RahmaPas encore d'évaluation
- Isolation Thermique : Trouvez l'Artisan Parfait pour une Maison Confortable et Économe en ÉnergieD'EverandIsolation Thermique : Trouvez l'Artisan Parfait pour une Maison Confortable et Économe en ÉnergiePas encore d'évaluation
- Choix Trait Ements AciersDocument16 pagesChoix Trait Ements AciersAbdelkader LoussaiefPas encore d'évaluation
- Choisir le Meilleur Isolant Thermique : Guide Pratique pour une Maison Confortable et ÉcologiqueD'EverandChoisir le Meilleur Isolant Thermique : Guide Pratique pour une Maison Confortable et ÉcologiquePas encore d'évaluation
- TPE 2020 Matériaux Métalliques V EtudiantDocument13 pagesTPE 2020 Matériaux Métalliques V EtudiantDerouich RahmaPas encore d'évaluation
- Cours Aciers InoxDocument13 pagesCours Aciers Inoxyoucefblc99Pas encore d'évaluation
- Traitement Thermique API2 - 2020Document45 pagesTraitement Thermique API2 - 2020Yasser Lamyasser100% (2)
- (Tec) (CO) Traitements Thermiques PDFDocument11 pages(Tec) (CO) Traitements Thermiques PDFLina Ben amorPas encore d'évaluation
- CHAKRANE Ilias-GM2020-TSDocument4 pagesCHAKRANE Ilias-GM2020-TSMed ElkotbiPas encore d'évaluation
- Traitement Thermique VF-CPR2-2017-2018Document55 pagesTraitement Thermique VF-CPR2-2017-2018HOUSSAME NAIMPas encore d'évaluation
- HLLLDocument10 pagesHLLLRahma BoufarhPas encore d'évaluation
- Chapitre 9 Traitements Mecaniques Traitements ThermochimiquesDocument8 pagesChapitre 9 Traitements Mecaniques Traitements ThermochimiquesAbeka Kader100% (1)
- CHAP 17 Traitements Thermique 2016Document8 pagesCHAP 17 Traitements Thermique 2016Wil AimePas encore d'évaluation
- Inspecteur Polyvalent CNDDocument17 pagesInspecteur Polyvalent CNDSid BouhaPas encore d'évaluation
- GALVANISATIONDocument3 pagesGALVANISATIONFabrice Haoulassa HamanPas encore d'évaluation
- Chapitre 4.traitements ThermiquesDocument12 pagesChapitre 4.traitements Thermiquesmohamed NaoueliPas encore d'évaluation
- La FissurationDocument6 pagesLa FissurationdanemsalPas encore d'évaluation
- EXAMEN FINAL Du Mardi 18 Janvier 2011 Partie A: Propriétés Mécaniques Des Matériaux (10 Points)Document4 pagesEXAMEN FINAL Du Mardi 18 Janvier 2011 Partie A: Propriétés Mécaniques Des Matériaux (10 Points)Oumaima OulhadjPas encore d'évaluation
- 609-Formation IWT (Part 1d)Document59 pages609-Formation IWT (Part 1d)Mathieu DouPas encore d'évaluation
- Chapitre 4 Les Transformations A Etat Solide Des Alliages Fe CDocument24 pagesChapitre 4 Les Transformations A Etat Solide Des Alliages Fe CChokri AtefPas encore d'évaluation
- Wa0005.Document13 pagesWa0005.ptyp2pcvr6Pas encore d'évaluation
- CetimDocument3 pagesCetimJulien GilPas encore d'évaluation
- Chap 8 Traitements ThermiquesDocument12 pagesChap 8 Traitements ThermiquesYf0iv jovijoPas encore d'évaluation
- Cours Matériaux Et Structures Partie 2 PDFDocument35 pagesCours Matériaux Et Structures Partie 2 PDFMoudi Bouhlel100% (1)
- Trait Méca Et Chimique 04-12-21Document8 pagesTrait Méca Et Chimique 04-12-21hodhod72Pas encore d'évaluation
- TP 1Document6 pagesTP 1Ramzi AyadiPas encore d'évaluation
- FICHE Les Traitements Thermiques Des Alliages Aluminium-Fev2013Document2 pagesFICHE Les Traitements Thermiques Des Alliages Aluminium-Fev2013MaévaPas encore d'évaluation
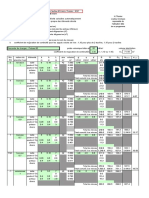
- 2 Masse TTTTRC PDFDocument12 pages2 Masse TTTTRC PDFSalah MezliniPas encore d'évaluation
- CDM9 - Les Traitements Superficiels - 1BADocument5 pagesCDM9 - Les Traitements Superficiels - 1BAniconeusyPas encore d'évaluation
- MaurinDocument23 pagesMaurinPatrick BaridonPas encore d'évaluation
- TP 5Document12 pagesTP 5Youssef HidanePas encore d'évaluation
- TRT TermiqueDocument30 pagesTRT Termiquehassak sihamPas encore d'évaluation
- MémoireDocument16 pagesMémoireLotfi AbderezzakPas encore d'évaluation
- Chapitre 6 Traitements Thermiques ThermochimiquesDocument15 pagesChapitre 6 Traitements Thermiques Thermochimiquesafnene1Pas encore d'évaluation
- Traitement ThermiqueDocument169 pagesTraitement Thermiquelamiabejaoui67% (3)
- Traitement ThermiqueDocument34 pagesTraitement ThermiqueMouad ChourakPas encore d'évaluation
- Tyssen For 821 EsrDocument1 pageTyssen For 821 EsrHanif Azis BudiartoPas encore d'évaluation
- Rapport P6 2017 13Document26 pagesRapport P6 2017 13jhonPas encore d'évaluation
- L1-PMI-GIM - Matériaux2-TP2 Traitements ThermiquesDocument6 pagesL1-PMI-GIM - Matériaux2-TP2 Traitements ThermiquesAyoub LaouinatePas encore d'évaluation
- Opened - Doc - TP 2 - 1Document3 pagesOpened - Doc - TP 2 - 1Mahfoud BenmessahelPas encore d'évaluation
- Traitement ThermiqueDocument12 pagesTraitement Thermiqueprof.stm.stePas encore d'évaluation
- Technoi 08 Traitements ThermiquesDocument5 pagesTechnoi 08 Traitements ThermiquesElie KahambaPas encore d'évaluation
- 04 2003trempeinductionDocument2 pages04 2003trempeinductionAbdelkebir Gaara-samaPas encore d'évaluation
- TP FatigueDocument3 pagesTP FatigueMahfoud BenmessahelPas encore d'évaluation
- Influence Des Traitements Thermiques Sur La StructureDocument12 pagesInfluence Des Traitements Thermiques Sur La StructureAzizPas encore d'évaluation
- Materiaux 3 Correctif PDFDocument11 pagesMateriaux 3 Correctif PDFBoussalia LatifaPas encore d'évaluation
- Borieren F 18122014Document8 pagesBorieren F 18122014Zakaria HamadaPas encore d'évaluation
- MoulageDocument9 pagesMoulageYassine Iferden TorssanovskiPas encore d'évaluation
- Traitement Thermique FinDocument11 pagesTraitement Thermique Finprof.stm.stePas encore d'évaluation
- Chapitre Ii: Généralités Sur La Métallurgie de SoudageDocument49 pagesChapitre Ii: Généralités Sur La Métallurgie de SoudageLagdaa MohammedPas encore d'évaluation
- Presentation Des Traitements ThermiquesDocument22 pagesPresentation Des Traitements ThermiquesNgaty SARRPas encore d'évaluation
- MTR2000 - Intra 22 - H2011 - QSDocument13 pagesMTR2000 - Intra 22 - H2011 - QSIlias NihaPas encore d'évaluation
- Examen Traitement Surface 2020Document4 pagesExamen Traitement Surface 2020HOUSSAME NAIMPas encore d'évaluation
- Metallurgie Prob de BT MF-CM - CorrigeDocument6 pagesMetallurgie Prob de BT MF-CM - CorrigeDayang Dayang100% (4)
- Les Traitements Thermochimiques de DiffusionDocument33 pagesLes Traitements Thermochimiques de Diffusionali BourenanePas encore d'évaluation
- TP Metal 2-3-4Document8 pagesTP Metal 2-3-4Mahmoud RekikPas encore d'évaluation
- Coulée D'un Alliage MétalliqueDocument10 pagesCoulée D'un Alliage MétalliqueDaniele CasariPas encore d'évaluation
- Chap 8 Traitements ThermiquesDocument8 pagesChap 8 Traitements ThermiquesMustfa Badiane100% (3)
- ResilienceDocument6 pagesResilienceDriēs BēnguēsmiāPas encore d'évaluation
- Ciment Et BétonDocument17 pagesCiment Et BétonDriēs BēnguēsmiāPas encore d'évaluation
- New Microsoft Office Word DocumentDocument1 pageNew Microsoft Office Word DocumentDriēs BēnguēsmiāPas encore d'évaluation
- TP Transfert de ChaleurDocument17 pagesTP Transfert de ChaleurDriēs BēnguēsmiāPas encore d'évaluation
- CERAMIDocument9 pagesCERAMIDriēs BēnguēsmiāPas encore d'évaluation
- Essai TriaxialDocument19 pagesEssai TriaxialImane Ne75% (4)
- Comportement Mécanique Des Matériaux - Liste Des Limites Élastiques (Yield Strength)Document3 pagesComportement Mécanique Des Matériaux - Liste Des Limites Élastiques (Yield Strength)elie chanePas encore d'évaluation
- Carnet de Détails D'assemblages MétalliquesDocument26 pagesCarnet de Détails D'assemblages MétalliquesBouye DioufPas encore d'évaluation
- Université M'Hamed Bouguera Boumerdes Faculté de Technologie Département Génie CivilDocument28 pagesUniversité M'Hamed Bouguera Boumerdes Faculté de Technologie Département Génie CivilSa LmaPas encore d'évaluation
- Rapport Wassa OK - 1Document62 pagesRapport Wassa OK - 1Borel TopiPas encore d'évaluation
- Phase Avant Projet Joints de DilatationDocument11 pagesPhase Avant Projet Joints de DilatationQuentin Bindzi100% (1)
- TDT7Document2 pagesTDT7ridhajamel100% (1)
- Fabistone - Linea Sol FR Uk2011Document68 pagesFabistone - Linea Sol FR Uk2011siham_tristarPas encore d'évaluation
- Bac Pro Tisec 2019 Epreuve E2 U21 Elements de CorrectionDocument18 pagesBac Pro Tisec 2019 Epreuve E2 U21 Elements de Correctionjimzd7215Pas encore d'évaluation
- 3 L G Proc Rattra Instrumentation Et CapteurDocument4 pages3 L G Proc Rattra Instrumentation Et CapteurghadaPas encore d'évaluation
- MDC 1chp 1 GeneraliDocument7 pagesMDC 1chp 1 GeneraliSERGIOPas encore d'évaluation
- EscalierDocument8 pagesEscalierRym Kr0% (1)
- Enrobage EC2Document7 pagesEnrobage EC2Abdelkader Drr100% (1)
- Rapport PfeDocument52 pagesRapport PfeHamza BNPas encore d'évaluation
- Tp5 Armand de Nazelle Et Louis Zuber t1Document4 pagesTp5 Armand de Nazelle Et Louis Zuber t1Armand de NazellePas encore d'évaluation
- Dtu 44.1 P2 PDFDocument15 pagesDtu 44.1 P2 PDFyoussefouardi50% (2)
- Serie1 RDM2 2020 2021Document2 pagesSerie1 RDM2 2020 2021Fayza BELOUAFIPas encore d'évaluation
- Mémoire Elie El-Saikly (Construction Par Encorbellements Successifs D'un Pont Routier en Béton Précontraint)Document41 pagesMémoire Elie El-Saikly (Construction Par Encorbellements Successifs D'un Pont Routier en Béton Précontraint)Elie Saikaly100% (1)
- Resistance Au Cisaillement Des Sols 1Document68 pagesResistance Au Cisaillement Des Sols 1Haydar Bousmaha100% (1)
- TD Tassement Et Consolidation Des Sols - 2Document10 pagesTD Tassement Et Consolidation Des Sols - 2walid lamraniPas encore d'évaluation
- 170 Desc de ChargesDocument4 pages170 Desc de Chargestarek cherchaliPas encore d'évaluation
- Béton Armé Compte Rendu-3Document7 pagesBéton Armé Compte Rendu-3florent BernardPas encore d'évaluation
- 8-Machines Thermofrigo - POWERDocument25 pages8-Machines Thermofrigo - POWERKhadija LakhdiriPas encore d'évaluation
- CCTP-Lot3 PlomberieDocument28 pagesCCTP-Lot3 PlomberierekikPas encore d'évaluation
- VR - Catalog Oil Seals 2013 14eDocument20 pagesVR - Catalog Oil Seals 2013 14eTasha RozsokhaPas encore d'évaluation
- Aciers Inoxydables: Generalites Et Vitesses de FissurationDocument54 pagesAciers Inoxydables: Generalites Et Vitesses de FissurationHassan GuenzaouzPas encore d'évaluation
- 8 Tiges PDFDocument4 pages8 Tiges PDFchafqPas encore d'évaluation
- Escalier - Boukhris OmarDocument15 pagesEscalier - Boukhris OmarOmar BoukhrisPas encore d'évaluation
- Liste Eurocodes PDFDocument10 pagesListe Eurocodes PDFthaibinhkxPas encore d'évaluation
- Exercice Descente de ChargesDocument5 pagesExercice Descente de ChargesSamy NdapainPas encore d'évaluation
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsD'EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le livre de la mémoire libérée : Apprenez plus vite, retenez tout avec des techniques de mémorisation simples et puissantesD'EverandLe livre de la mémoire libérée : Apprenez plus vite, retenez tout avec des techniques de mémorisation simples et puissantesÉvaluation : 4 sur 5 étoiles4/5 (6)
- Revue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteD'EverandRevue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteÉvaluation : 3 sur 5 étoiles3/5 (3)
- Force Mentale et Maîtrise de la Discipline: Renforcez votre Confiance en vous pour Débloquer votre Courage et votre Résilience ! (Comprend un Manuel Pratique en 10 Étapes et 15 Puissants Exercices)D'EverandForce Mentale et Maîtrise de la Discipline: Renforcez votre Confiance en vous pour Débloquer votre Courage et votre Résilience ! (Comprend un Manuel Pratique en 10 Étapes et 15 Puissants Exercices)Évaluation : 4.5 sur 5 étoiles4.5/5 (28)
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)D'EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Évaluation : 4 sur 5 étoiles4/5 (3032)
- Entretien clinique: Outils et techniques de diagnostic en santé mentaleD'EverandEntretien clinique: Outils et techniques de diagnostic en santé mentalePas encore d'évaluation
- Comment développer l’autodiscipline: Résiste aux tentations et atteins tes objectifs à long termeD'EverandComment développer l’autodiscipline: Résiste aux tentations et atteins tes objectifs à long termeÉvaluation : 4.5 sur 5 étoiles4.5/5 (7)
- Améliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesD'EverandAméliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesÉvaluation : 5 sur 5 étoiles5/5 (2)
- Coaching de vie: Manuel de bord pour coachs et coachésD'EverandCoaching de vie: Manuel de bord pour coachs et coachésPas encore d'évaluation
- Géobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainD'EverandGéobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Hypnotisme et Magnétisme, Somnambulisme, Suggestion et Télépathie, Influence personnelle: Cours Pratique completD'EverandHypnotisme et Magnétisme, Somnambulisme, Suggestion et Télépathie, Influence personnelle: Cours Pratique completÉvaluation : 4.5 sur 5 étoiles4.5/5 (8)
- Le TDA/H chez l'adulte: Apprendre à vivre sereinement avec son trouble de l'attentionD'EverandLe TDA/H chez l'adulte: Apprendre à vivre sereinement avec son trouble de l'attentionPas encore d'évaluation
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- La Pensée Positive en 30 Jours: Manuel Pratique pour Penser Positivement, Former votre Critique Intérieur, Arrêter la Réflexion Excessive et Changer votre État d'Esprit: Devenir une Personne Consciente et PositiveD'EverandLa Pensée Positive en 30 Jours: Manuel Pratique pour Penser Positivement, Former votre Critique Intérieur, Arrêter la Réflexion Excessive et Changer votre État d'Esprit: Devenir une Personne Consciente et PositiveÉvaluation : 4.5 sur 5 étoiles4.5/5 (12)
- 20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsD'Everand20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Anatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsD'EverandAnatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsPas encore d'évaluation
- Les enfants difficiles (3-8 ans): Évaluation, développement et facteurs de risqueD'EverandLes enfants difficiles (3-8 ans): Évaluation, développement et facteurs de risquePas encore d'évaluation
- Aimez-Vous en 12 Étapes Pratiques: Un Manuel pour Améliorer l'Estime de Soi, Prendre Conscience de sa Valeur, se Débarrasser du Doute et Trouver un Bonheur VéritableD'EverandAimez-Vous en 12 Étapes Pratiques: Un Manuel pour Améliorer l'Estime de Soi, Prendre Conscience de sa Valeur, se Débarrasser du Doute et Trouver un Bonheur VéritableÉvaluation : 5 sur 5 étoiles5/5 (4)