Vous aimerez peut-être aussi
- Le diagramme d'Ishikawa: Les liens de cause à effetD'EverandLe diagramme d'Ishikawa: Les liens de cause à effetÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- SMQ Chap 3 Version 2023 2024Document59 pagesSMQ Chap 3 Version 2023 2024Abdou JebaliPas encore d'évaluation
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DD'EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DPas encore d'évaluation
- Diagrammes D'ishikawa Et de Pareto PDFDocument11 pagesDiagrammes D'ishikawa Et de Pareto PDFDivin MakitaPas encore d'évaluation
- L'impression 3D | un guide étape par étape: Le guide pratique pour les débutants et les utilisateursD'EverandL'impression 3D | un guide étape par étape: Le guide pratique pour les débutants et les utilisateursÉvaluation : 4 sur 5 étoiles4/5 (1)
- LES OUTILS DE LA QUALITE CopieDocument16 pagesLES OUTILS DE LA QUALITE CopieMohamed HammadiPas encore d'évaluation
- Universite Mohammed Premier: Diagramme D'Ishikawa: Cause A EffetDocument11 pagesUniversite Mohammed Premier: Diagramme D'Ishikawa: Cause A EffetPFEPas encore d'évaluation
- 5385 D 5479 A 288Document11 pages5385 D 5479 A 288Abdel Motaleb AL-SaadyPas encore d'évaluation
- Chap2. Analyse Des Causes de DefaillanceDocument6 pagesChap2. Analyse Des Causes de DefaillanceWijdanePas encore d'évaluation
- Diagramme Cause-EffetDocument5 pagesDiagramme Cause-EffetNORM CONSULTINGPas encore d'évaluation
- 04 IshikawaDocument9 pages04 IshikawaFouadPas encore d'évaluation
- DEMARCHE DE RESOLUTION DE PROBLEME - Diagramme Ishikawa Et Diagramme CausesDocument8 pagesDEMARCHE DE RESOLUTION DE PROBLEME - Diagramme Ishikawa Et Diagramme CausesKourfiaDiaby100% (2)
- Cours IshikawaDocument8 pagesCours IshikawaMohamed El MerabetPas encore d'évaluation
- Qualité-Guide Outils QualiteDocument28 pagesQualité-Guide Outils QualiteS.HALI100% (2)
- Cours2 QualitytoolsDocument18 pagesCours2 QualitytoolsMaissae RaniaPas encore d'évaluation
- Maintpannes PDFDocument27 pagesMaintpannes PDFHabib BensaadaPas encore d'évaluation
- IshikawaDocument25 pagesIshikawaالبيرت اينشتاين المغربيPas encore d'évaluation
- Diagramme d'ISHIKAWADocument14 pagesDiagramme d'ISHIKAWAsophia100% (2)
- Diagramme IshikawaDocument5 pagesDiagramme IshikawaSàmi Bm100% (1)
- CHAPITRE 2 QualitéDocument13 pagesCHAPITRE 2 QualitéCarlo CarlinePas encore d'évaluation
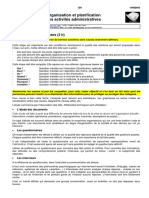
- Organisation Et Planification Des Activités AdministrativesDocument5 pagesOrganisation Et Planification Des Activités AdministrativestafouzeltPas encore d'évaluation
- Le Diagramme IshikawaDocument14 pagesLe Diagramme IshikawaMohamed BchihyPas encore d'évaluation
- 32 Resolution Probleme PDFDocument5 pages32 Resolution Probleme PDFImmamHadramy0% (1)
- Les Outils de Premier Nécessité NewDocument14 pagesLes Outils de Premier Nécessité NewsanaePas encore d'évaluation
- Livret Module 2022-2023Document10 pagesLivret Module 2022-2023francois.barreauPas encore d'évaluation
- Diagramme IshikawaDocument26 pagesDiagramme IshikawaCasa-on Casa-offPas encore d'évaluation
- Fondement de La Maintenance ........ DevoirDocument6 pagesFondement de La Maintenance ........ DevoirLOIC DJOUFACK100% (1)
- Outils de QualiteDocument50 pagesOutils de QualiteAdama Fangafossé Coulibaly100% (3)
- Comprendre IshikawaDocument12 pagesComprendre IshikawaMahi AdjiPas encore d'évaluation
- IshikawaDocument12 pagesIshikawaAya GharrabPas encore d'évaluation
- Les Outils Danalyse Des Défaillances CoursDocument11 pagesLes Outils Danalyse Des Défaillances CoursMr NobodyPas encore d'évaluation
- Outils Quallité TourikiDocument26 pagesOutils Quallité TourikiHicham Ben Hammadi100% (1)
- Diagramme d'ISHIKAWADocument42 pagesDiagramme d'ISHIKAWAb.a.gardenzibanPas encore d'évaluation
- 6 Les Outils Danalyse Des DéfaillancesDocument9 pages6 Les Outils Danalyse Des DéfaillancesZaina KeubouPas encore d'évaluation
- Le Diagramme D'ishikawaDocument9 pagesLe Diagramme D'ishikawaRachidh Uverkane100% (1)
- 5M - Recherche de Causes - L'Amélioration Continue.2Document10 pages5M - Recherche de Causes - L'Amélioration Continue.2Kamel HamdiPas encore d'évaluation
- Diagramme IshikawaDocument8 pagesDiagramme IshikawaE V E R Y T H I N GPas encore d'évaluation
- Révision Examen Touhami New OneDocument55 pagesRévision Examen Touhami New OnesanaePas encore d'évaluation
- Outils QualiteDocument11 pagesOutils Qualitesaded05Pas encore d'évaluation
- Presentation Des Outils Du Management de La QualiteDocument19 pagesPresentation Des Outils Du Management de La Qualitemaino100% (1)
- Outils Techniques de La QualiteDocument11 pagesOutils Techniques de La Qualiteestrella18Pas encore d'évaluation
- Projet SDF Master 2 IstDocument17 pagesProjet SDF Master 2 Istwiliams. ytPas encore d'évaluation
- Outils Et Méthodes de Traitement de ProblèmesDocument52 pagesOutils Et Méthodes de Traitement de ProblèmesMohamed Oulad0% (1)
- OutilsQlte MaintDocument16 pagesOutilsQlte Maintvaldes NgamdoPas encore d'évaluation
- Diagramme IshikawaDocument3 pagesDiagramme IshikawaFELLA HAMADOUCHE100% (1)
- Amdec PDFDocument9 pagesAmdec PDFAnas Mohtadi100% (1)
- Outils D'aide A La DécisionDocument19 pagesOutils D'aide A La DécisionZied MestiriPas encore d'évaluation
- 04 - Les Outils de Base de Prise de Decision PDFDocument5 pages04 - Les Outils de Base de Prise de Decision PDFTriki Bilel100% (1)
- Diagramme D'ishikawaDocument15 pagesDiagramme D'ishikawab.a.gardenzibanPas encore d'évaluation
- Methode Amdec Analyse Des Modes de Defaillance Leurs E Ets Et CriticiDocument52 pagesMethode Amdec Analyse Des Modes de Defaillance Leurs E Ets Et CriticiAwadji drissPas encore d'évaluation
- 3 Chap3 RDPDocument10 pages3 Chap3 RDPbiamellPas encore d'évaluation
- 4 EMe COURSDocument4 pages4 EMe COURSTOUATI Mohamed aminePas encore d'évaluation
- Les 7 Outils de Resolution Des ProblemesDocument43 pagesLes 7 Outils de Resolution Des ProblemesFaress Rabi100% (2)
- ETUDE DE CAS - Qualité en Production PDFDocument3 pagesETUDE DE CAS - Qualité en Production PDFmoez ben youssef100% (1)
- Chapitre 2Document11 pagesChapitre 2fatma tlibaPas encore d'évaluation
- Animation Faciale Temps Réel Multi Plates-Formes: ThèseDocument193 pagesAnimation Faciale Temps Réel Multi Plates-Formes: ThèseCyrille LamasséPas encore d'évaluation
- OUTILS DE LA QUALITE-convertiDocument27 pagesOUTILS DE LA QUALITE-convertiardoud100% (1)
- PR Ése NtationDocument7 pagesPR Ése Ntationelkhanfoussiaicha03Pas encore d'évaluation
- Les Outils de La QualitéDocument21 pagesLes Outils de La QualitéFisli KhaledPas encore d'évaluation
- Chapitre - 3 - Analyses Qualitative Et AMDEC Des Défaillances - 2021Document15 pagesChapitre - 3 - Analyses Qualitative Et AMDEC Des Défaillances - 2021dz film100% (2)
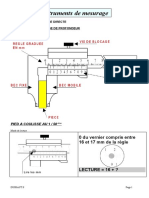
- Instruments de MesureDocument8 pagesInstruments de Mesureyassine lakhalPas encore d'évaluation
- TournageDocument11 pagesTournageyassine lakhalPas encore d'évaluation
- EntrepriseDocument2 pagesEntrepriseyassine lakhalPas encore d'évaluation
- Le Percage - ÉlèveDocument6 pagesLe Percage - Élèveyassine lakhalPas encore d'évaluation
- Devoir N°1 1stmDocument5 pagesDevoir N°1 1stmyassine lakhalPas encore d'évaluation
- Qualification Du ProduitDocument10 pagesQualification Du Produityassine lakhalPas encore d'évaluation
- Cours 2017 Lmeca1451Document3 pagesCours 2017 Lmeca1451yassine lakhalPas encore d'évaluation
- Cours Dalgorithme Unité PEDocument8 pagesCours Dalgorithme Unité PEyassine lakhalPas encore d'évaluation
- CALIBRE - À - COULISSE Exercice de LectureDocument3 pagesCALIBRE - À - COULISSE Exercice de Lectureyassine lakhalPas encore d'évaluation
- CHAÎNE D'ENERGIE Fonction Alimenter Doc-ProfDocument12 pagesCHAÎNE D'ENERGIE Fonction Alimenter Doc-Profyassine lakhalPas encore d'évaluation
- CHAÎNE D'ENERGIE Fonction Alimenter Doc-ÉléveDocument12 pagesCHAÎNE D'ENERGIE Fonction Alimenter Doc-Éléveyassine lakhalPas encore d'évaluation
- Bms GeneralDocument2 pagesBms Generalyassine lakhalPas encore d'évaluation
- Synthese Organisation Logicielle Le Langage CDocument7 pagesSynthese Organisation Logicielle Le Langage Cyassine lakhalPas encore d'évaluation
- CHAÎNE D'ENERGIE Fonction Alimenter doc-TD 1Document3 pagesCHAÎNE D'ENERGIE Fonction Alimenter doc-TD 1yassine lakhalPas encore d'évaluation
- Exercices AutoCAD 2D A2Document5 pagesExercices AutoCAD 2D A2yassine lakhalPas encore d'évaluation
- Dynamique Du SolideDocument2 pagesDynamique Du Solideyassine lakhalPas encore d'évaluation
- TP Production Du Froid Composants FrigorifiquesDocument3 pagesTP Production Du Froid Composants Frigorifiquesyassine lakhalPas encore d'évaluation
- L Automobile 2Document14 pagesL Automobile 2newPas encore d'évaluation
- Exercice 1Document5 pagesExercice 1yassine lakhalPas encore d'évaluation
- BASE 09 - Notions de Carrosserie. SoudouresDocument39 pagesBASE 09 - Notions de Carrosserie. Soudouresguenane salah eddinePas encore d'évaluation
- Exercices AutoCAD 2D A1Document5 pagesExercices AutoCAD 2D A1hassanbfkPas encore d'évaluation
- Cours RoulementsDocument2 pagesCours Roulementsilyass_nadahPas encore d'évaluation
- Exercices AutoCAD 2D A3Document11 pagesExercices AutoCAD 2D A3yassine lakhalPas encore d'évaluation
- Bms GeneralDocument2 pagesBms Generalyassine lakhalPas encore d'évaluation
- TD RoulementDocument3 pagesTD Roulementyassine lakhal0% (1)
- CPI1 CONST TD Exercices EngrenagesDocument4 pagesCPI1 CONST TD Exercices Engrenagesyassine lakhalPas encore d'évaluation
- (Tec) (TD) Reducteurs A EngrenagesDocument3 pages(Tec) (TD) Reducteurs A Engrenagesyassine lakhalPas encore d'évaluation
- Courroies Solutions1 PDFDocument9 pagesCourroies Solutions1 PDFmessiPas encore d'évaluation
- Courroies Solutions1 PDFDocument9 pagesCourroies Solutions1 PDFmessiPas encore d'évaluation
- 16 M.ncaDocument132 pages16 M.ncaAbdouli Roukaya100% (1)
- Ar Bilan Sci 2021Document1 pageAr Bilan Sci 2021thivoyonPas encore d'évaluation
- Chap 07Document30 pagesChap 07Issam Sembati100% (1)
- Actionnariat SalariéDocument4 pagesActionnariat SalariéLamyaa ErrayPas encore d'évaluation
- Chapitre-4 Démographie L1Document9 pagesChapitre-4 Démographie L1Khalil ByPas encore d'évaluation
- 7 Étapes Pour Lancer Sa Marque de VêtementsDocument13 pages7 Étapes Pour Lancer Sa Marque de VêtementsmedhiferrosPas encore d'évaluation
- Classification Des LogementsDocument1 pageClassification Des LogementsPaul KoudougouPas encore d'évaluation
- Tarea 4 Conversacion Francesa 1 Exercices - Du - Devoir - 4. LewinDocument5 pagesTarea 4 Conversacion Francesa 1 Exercices - Du - Devoir - 4. LewinDilenny APas encore d'évaluation
- Module 1 - Élaborer Et Adapter en Continu L'offre de Produits Et de ServicesDocument22 pagesModule 1 - Élaborer Et Adapter en Continu L'offre de Produits Et de ServicesThomas RoyPas encore d'évaluation
- PrezentareDocument34 pagesPrezentareA. C. E.Pas encore d'évaluation
- Evenements 2Document24 pagesEvenements 2Daniela BunoaicaPas encore d'évaluation
- Rapport Reconstruction PDFDocument37 pagesRapport Reconstruction PDFsamvipPas encore d'évaluation
- NF DTU 34.1 P2 Mise en Oeuvre Des Fermetures Et StoresDocument21 pagesNF DTU 34.1 P2 Mise en Oeuvre Des Fermetures Et StoresPatrick GARCIAPas encore d'évaluation
- Targum Ou TargoumDocument5 pagesTargum Ou TargoumyeshuaPas encore d'évaluation
- Dossier Steeman Biblio FilmoDocument36 pagesDossier Steeman Biblio FilmoWriterIncPas encore d'évaluation
- Emma Et La Perle Blanche PDFDocument25 pagesEmma Et La Perle Blanche PDFMonica M EtchegarayPas encore d'évaluation
- Management Des Systemes Dinformation - ExposeDocument13 pagesManagement Des Systemes Dinformation - Exposepascal sohoPas encore d'évaluation
- B1 Rédiger Une Lettre de Motivation EnseignantDocument10 pagesB1 Rédiger Une Lettre de Motivation EnseignantRexeyPas encore d'évaluation
- PIP Attendes Et Besoin Plan D'action Délai Responsable: ClientDocument1 pagePIP Attendes Et Besoin Plan D'action Délai Responsable: ClientEimad BlyPas encore d'évaluation
- GP Chut Je Lis PDFDocument240 pagesGP Chut Je Lis PDFsherrie_gimenezPas encore d'évaluation
- Rapport Hebdomadaire CHECDocument31 pagesRapport Hebdomadaire CHECSoria LouboungouPas encore d'évaluation
- 02 InitiationDocument13 pages02 InitiationTRAOREPas encore d'évaluation
- Tapie: L'arrêt de La Cour de CassationDocument21 pagesTapie: L'arrêt de La Cour de CassationLaurent MAUDUITPas encore d'évaluation
- Chap2 GSM PDFDocument55 pagesChap2 GSM PDFNisrine BahriPas encore d'évaluation
- Formation Sur L'évaluation Au Cycle SecondaireDocument3 pagesFormation Sur L'évaluation Au Cycle Secondairemourad oumansourPas encore d'évaluation
- Le Message PhotographiqueDocument13 pagesLe Message PhotographiqueericooalPas encore d'évaluation
- Market SensoDocument10 pagesMarket SensoDaouda MagassoubaPas encore d'évaluation
- Les Destins de La MasturbationDocument20 pagesLes Destins de La MasturbationBruno KinoshitaPas encore d'évaluation
- Croquer La Vie À Pleines Dents Exprime L AccordDocument3 pagesCroquer La Vie À Pleines Dents Exprime L AccordylonikaPas encore d'évaluation
- Bacacier-Pannes ZDocument4 pagesBacacier-Pannes ZM MEHENNIPas encore d'évaluation
- The Everything Guide To Writing Research Papers Book: Ace Your Next Project With Step-by-step Expert Advice!D'EverandThe Everything Guide To Writing Research Papers Book: Ace Your Next Project With Step-by-step Expert Advice!Pas encore d'évaluation
- Quick Content Formula: Get Unlimited Ideas & In 5 Minutes Create Great Blog Posts, Articles, & Newsletter EmailsD'EverandQuick Content Formula: Get Unlimited Ideas & In 5 Minutes Create Great Blog Posts, Articles, & Newsletter EmailsÉvaluation : 5 sur 5 étoiles5/5 (6)
- The Logo Brainstorm Book: A Comprehensive Guide for Exploring Design DirectionsD'EverandThe Logo Brainstorm Book: A Comprehensive Guide for Exploring Design DirectionsÉvaluation : 4 sur 5 étoiles4/5 (20)
- Outlining Your Novel Box Set: How to Write Your Best BookD'EverandOutlining Your Novel Box Set: How to Write Your Best BookÉvaluation : 5 sur 5 étoiles5/5 (4)
- Essential Meeting Blueprints for Managers: Effective meetings made easyD'EverandEssential Meeting Blueprints for Managers: Effective meetings made easyPas encore d'évaluation
- Brainstorming and Beyond: A User-Centered Design MethodD'EverandBrainstorming and Beyond: A User-Centered Design MethodPas encore d'évaluation
- The Writer's Brainstorming Kit: Thinking in New DirectionsD'EverandThe Writer's Brainstorming Kit: Thinking in New DirectionsÉvaluation : 4 sur 5 étoiles4/5 (2)
- How to Find Your Passion & Purpose in Life: Guide Your Career, Goals, & Success Using Brainstorming TechniquesD'EverandHow to Find Your Passion & Purpose in Life: Guide Your Career, Goals, & Success Using Brainstorming TechniquesÉvaluation : 4 sur 5 étoiles4/5 (1)
- Contextualized Brainstorming A Complete Guide - 2019 EditionD'EverandContextualized Brainstorming A Complete Guide - 2019 EditionPas encore d'évaluation
- Profit Building: Cutting Costs Without Cutting PeopleD'EverandProfit Building: Cutting Costs Without Cutting PeopleÉvaluation : 4 sur 5 étoiles4/5 (1)
- Getting to Innovation: How Asking the Right Questions Generates the Great Ideas Your Company NeedsD'EverandGetting to Innovation: How Asking the Right Questions Generates the Great Ideas Your Company NeedsPas encore d'évaluation
- Superstar Domain Names: How to Brainstorm, Evaluate and Pick the Right Domain NameD'EverandSuperstar Domain Names: How to Brainstorm, Evaluate and Pick the Right Domain NamePas encore d'évaluation
- Caffeine for the Creative Team: 200 Exercises to Inspire Group InnovationD'EverandCaffeine for the Creative Team: 200 Exercises to Inspire Group InnovationÉvaluation : 3 sur 5 étoiles3/5 (1)
- Brainstorming: Become a Brainstorming Facilitator by Learning These Techniques.D'EverandBrainstorming: Become a Brainstorming Facilitator by Learning These Techniques.Pas encore d'évaluation
- Brainstorming software A Clear and Concise ReferenceD'EverandBrainstorming software A Clear and Concise ReferencePas encore d'évaluation
- Idea Stormers: How to Lead and Inspire Creative BreakthroughsD'EverandIdea Stormers: How to Lead and Inspire Creative BreakthroughsPas encore d'évaluation