Vous aimerez peut-être aussi
- Cartes de Contrôle Aux MésuresDocument12 pagesCartes de Contrôle Aux MésuresSimo MohamedPas encore d'évaluation
- Carte de ContrôleDocument97 pagesCarte de Contrôleyouneselbekkaoui60% (5)
- CHAPITRE 4 QualitéDocument10 pagesCHAPITRE 4 QualitéCarlo CarlinePas encore d'évaluation
- FinaleDocument18 pagesFinaleHoussame Naim100% (1)
- Carte de Controle VFDocument18 pagesCarte de Controle VFHoussame NaimPas encore d'évaluation
- Chapitre 3 LteDocument7 pagesChapitre 3 LteelongsergePas encore d'évaluation
- Maitrise Statistique Des ProcedesDocument36 pagesMaitrise Statistique Des ProcedesMohammed Marzake100% (1)
- Cours SPC Habsaoui2021Document84 pagesCours SPC Habsaoui2021Zakaria SbaitaPas encore d'évaluation
- MetrologieDocument3 pagesMetrologieRania KarkarPas encore d'évaluation
- Carte de Controle1 Prof PDFDocument9 pagesCarte de Controle1 Prof PDFOmar DaaliPas encore d'évaluation
- MSP-SPC 2Document100 pagesMSP-SPC 2HammamiSalahPas encore d'évaluation
- Metrologie WordDocument25 pagesMetrologie Wordlhioui imenePas encore d'évaluation
- CartecontroleDocument11 pagesCartecontrolemarouanereali01Pas encore d'évaluation
- Carte deDocument58 pagesCarte deHoussame NaimPas encore d'évaluation
- Cours Sur Les Cartes de Controle - SPCDocument5 pagesCours Sur Les Cartes de Controle - SPCMeryem BelhassanePas encore d'évaluation
- Chimie Analytique TGS Cours-1Document34 pagesChimie Analytique TGS Cours-1Mirabelle IssaPas encore d'évaluation
- Carte de Controle ModifieDocument31 pagesCarte de Controle ModifieSoufiane Nani100% (1)
- Comment Construire Sa Carte de ContrôleDocument5 pagesComment Construire Sa Carte de ContrôleabdelhafidPas encore d'évaluation
- Qu'est-Ce Qu'une Carte de Contrôle ?Document3 pagesQu'est-Ce Qu'une Carte de Contrôle ?Sabrine SfinegaPas encore d'évaluation
- Cartes Controle AttributsDocument9 pagesCartes Controle AttributsZakariae ElPas encore d'évaluation
- Module 3 ICAM Module Qualité SUIVI STATISTIQUE DUNE PRODUCTIONDocument59 pagesModule 3 ICAM Module Qualité SUIVI STATISTIQUE DUNE PRODUCTIONLucas ArchilaPas encore d'évaluation
- Cours de Métrologie Chap I Microsoft PowerPointDocument26 pagesCours de Métrologie Chap I Microsoft PowerPointAbdelilah Mhaini100% (1)
- Chapitre3validationDocument5 pagesChapitre3validationguesmi manoubiyaPas encore d'évaluation
- TP MspDocument16 pagesTP MspCrateFXPas encore d'évaluation
- Cours de Metrologie Chimique: Suite Chapitre I: Notions deDocument66 pagesCours de Metrologie Chimique: Suite Chapitre I: Notions deWiame NaimPas encore d'évaluation
- Cours Metrologie - Partie 2 - Incertitude de Mesure 1Document27 pagesCours Metrologie - Partie 2 - Incertitude de Mesure 1Majda El AouniPas encore d'évaluation
- Plan D'échantillonnageDocument26 pagesPlan D'échantillonnageHamza ElmouhtadiPas encore d'évaluation
- TP1 MSPDocument13 pagesTP1 MSPPse Udo0% (1)
- Cours de MSPet CR-DCESS-2014 PDFDocument118 pagesCours de MSPet CR-DCESS-2014 PDFZakaria HaitoutPas encore d'évaluation
- Enregistrement, Gestion Et Suivi Des Ciq Dans KalilabDocument8 pagesEnregistrement, Gestion Et Suivi Des Ciq Dans Kalilabzaki assmaPas encore d'évaluation
- Wa0027.Document51 pagesWa0027.mohamed HanouniPas encore d'évaluation
- TD N° 2 MQ - RéponsesDocument8 pagesTD N° 2 MQ - RéponsesHafida SaalhiPas encore d'évaluation
- MSP 1Document6 pagesMSP 1jean perrinPas encore d'évaluation
- Cartes de Contrôle Aux Attributs2Document8 pagesCartes de Contrôle Aux Attributs2moez ben youssefPas encore d'évaluation
- LP Gim - Metrologie - Caracteristiques MetrologiquesDocument10 pagesLP Gim - Metrologie - Caracteristiques MetrologiquesTECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- EchantillonnageDocument72 pagesEchantillonnageTim Stelens Seka100% (1)
- 1 Incertitudes de MesuresDocument6 pages1 Incertitudes de MesuresMosaab EchabanePas encore d'évaluation
- Recherche BiblographiqueDocument7 pagesRecherche BiblographiqueGAFSI AMIRPas encore d'évaluation
- Comparaison Inter Laboratoires: Rapport D'analyse 08-497-005-BDocument38 pagesComparaison Inter Laboratoires: Rapport D'analyse 08-497-005-BNico VPas encore d'évaluation
- CHAP3Document12 pagesCHAP3shayma MensiPas encore d'évaluation
- 6 Contrôle Des Processus - CQ Pour Les Tests Quantitatifs - 16Document47 pages6 Contrôle Des Processus - CQ Pour Les Tests Quantitatifs - 16Loyane LoïcPas encore d'évaluation
- Etude R&RDocument15 pagesEtude R&Rmedane_saad67070% (2)
- Corrigé DCG Contrôle de Gestion 2008Document6 pagesCorrigé DCG Contrôle de Gestion 2008Anas JalalPas encore d'évaluation
- Diagramme ISHIKAWA Ou Diagramme CausesDocument10 pagesDiagramme ISHIKAWA Ou Diagramme Causeskhaled100% (1)
- Contrôle de QualiteDocument5 pagesContrôle de Qualitekimo100% (1)
- GDQ 234 - Maitrise Des Procedes Et Pilotage D'atelierDocument15 pagesGDQ 234 - Maitrise Des Procedes Et Pilotage D'atelierkennePas encore d'évaluation
- 2STM SPC FaoDocument5 pages2STM SPC FaoISMAILPas encore d'évaluation
- Controle Stat QualiteDocument180 pagesControle Stat Qualitenoraju13Pas encore d'évaluation
- Projet Simution Des SI (Polytech)Document6 pagesProjet Simution Des SI (Polytech)Ayoub BoutoutaPas encore d'évaluation
- Carte de Contrôle Au Attribut UDocument10 pagesCarte de Contrôle Au Attribut UEnissay KayPas encore d'évaluation
- Cartes de Controle MSPDocument30 pagesCartes de Controle MSPSakù ExøTïc ØtāKůPas encore d'évaluation
- TP 3 MinitabDocument4 pagesTP 3 MinitabAya Rezgui100% (2)
- Initiation Du TPDocument10 pagesInitiation Du TPmedPas encore d'évaluation
- Le S.P.C.: Statistical Process Control, Surveillance Des Procédés en Continu Ou Maîtrise Statistique Des ProcédésDocument27 pagesLe S.P.C.: Statistical Process Control, Surveillance Des Procédés en Continu Ou Maîtrise Statistique Des Procédésboubka100% (1)
- dc2 Métro v2023Document5 pagesdc2 Métro v2023kaabache.iliesPas encore d'évaluation
- CLA Reacuteunion 7 Du 21-11-14 - Cartes de ControcirclesDocument15 pagesCLA Reacuteunion 7 Du 21-11-14 - Cartes de ControcirclesLarbi ElbakkaliPas encore d'évaluation
- Les erreurs fréquentes en Mathématiques du cycle secondaire: Enquête statistique - TOME IID'EverandLes erreurs fréquentes en Mathématiques du cycle secondaire: Enquête statistique - TOME IIPas encore d'évaluation
- Assainissement: Hydraulique UrbaineDocument107 pagesAssainissement: Hydraulique UrbaineEdouard BoniPas encore d'évaluation
- Chap V Traitement Des BouesDocument39 pagesChap V Traitement Des BouesEdouard BoniPas encore d'évaluation
- Traitement Des Sites Et Sols PolluésDocument32 pagesTraitement Des Sites Et Sols PolluésEdouard BoniPas encore d'évaluation
- Gestion Des Déchet Ménagers Et Assimilés Au MarocDocument38 pagesGestion Des Déchet Ménagers Et Assimilés Au MarocEdouard BoniPas encore d'évaluation
- Incoterms 2010Document2 pagesIncoterms 2010mohamedfeguirPas encore d'évaluation
- Controle QualitéDocument3 pagesControle QualitéValaire Djidjou67% (3)
- Chap - 2 - Coûts PartielsDocument26 pagesChap - 2 - Coûts PartielsmohamedPas encore d'évaluation
- Cas VOTASDocument4 pagesCas VOTASYoussef El OualiPas encore d'évaluation
- Codes BTS-HND Du 04 Mars 2024Document14 pagesCodes BTS-HND Du 04 Mars 2024djonossiestellaPas encore d'évaluation
- Calculs FinanciersDocument14 pagesCalculs FinanciersmidiPas encore d'évaluation
- L'Impact de L'Ambush Marketing Sur L'evènementiel SportifDocument114 pagesL'Impact de L'Ambush Marketing Sur L'evènementiel SportifmpamedPas encore d'évaluation
- Habiter Un ContainerDocument133 pagesHabiter Un ContainerNanda Moreira100% (1)
- Plan ComptableDocument13 pagesPlan ComptableAuguste QuenumPas encore d'évaluation
- RMP 12-23Document17 pagesRMP 12-23huuukPas encore d'évaluation
- Palmares 12eme CETI 148699Document79 pagesPalmares 12eme CETI 148699scribd9636Pas encore d'évaluation
- RMC R BNP BFMB p000408 c78 Havas Media France 127872Document1 pageRMC R BNP BFMB p000408 c78 Havas Media France 127872Anonymous pE6iIlSJEJPas encore d'évaluation
- Proposition Corrige Dec Mai 2022 Epreuve 2 Dossier 2Document13 pagesProposition Corrige Dec Mai 2022 Epreuve 2 Dossier 2Hanane AitPas encore d'évaluation
- Les Risque FiscalsDocument18 pagesLes Risque FiscalsAdil BelhadiPas encore d'évaluation
- WwdadadDocument8 pagesWwdadadkapdiskPas encore d'évaluation
- Cours Chap.1 Allocation Strategique D27actifs FinanciersDocument47 pagesCours Chap.1 Allocation Strategique D27actifs FinanciersRachid BenayaPas encore d'évaluation
- Impôt Sur La Société ExercicesDocument5 pagesImpôt Sur La Société ExercicesomarPas encore d'évaluation
- Avis Recrutement Assistant-Developpement-de-Projet 202212Document3 pagesAvis Recrutement Assistant-Developpement-de-Projet 202212BACOT LovensonPas encore d'évaluation
- Chapitre 1 Introduction À L'économieDocument5 pagesChapitre 1 Introduction À L'économieGuylenePas encore d'évaluation
- 281 - La Boîte À Outils de La Levée de FondsDocument380 pages281 - La Boîte À Outils de La Levée de FondsmakowiPas encore d'évaluation
- ADS Manuel Montage ProjetAGRDocument32 pagesADS Manuel Montage ProjetAGREzzouhra hadef100% (2)
- Charte D'appui Aux EntreprisesDocument9 pagesCharte D'appui Aux EntreprisesArnaud DumourierPas encore d'évaluation
- Cahier Des Charges ALMANSOUR CCDH-2Document249 pagesCahier Des Charges ALMANSOUR CCDH-2Fatima Ezzahra KtaibPas encore d'évaluation
- Exemple Gratuit de Lettre Remerciement À Client PotentielDocument2 pagesExemple Gratuit de Lettre Remerciement À Client PotentielhaythemPas encore d'évaluation
- Compta Analytique 5 (Enregistrement Automatique)Document41 pagesCompta Analytique 5 (Enregistrement Automatique)CVBNBVPas encore d'évaluation
- Bonus Pitch CommercialDocument2 pagesBonus Pitch CommercialHicham Kartit100% (2)
- UntitledDocument4 pagesUntitledNIHAD DAGHIPas encore d'évaluation
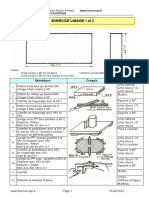
- Exercice Limage 1 Et 2: Opérations Croquis OutilsDocument2 pagesExercice Limage 1 Et 2: Opérations Croquis OutilsrabbajPas encore d'évaluation
- Walt Bogdanich-Michael Forsythe - McKinsey Pour Le Meilleur Et Pour Le PireDocument443 pagesWalt Bogdanich-Michael Forsythe - McKinsey Pour Le Meilleur Et Pour Le PireImane ZouhayrPas encore d'évaluation
- Devoir Surveillé 1-Semestre I-EGS-2019Document7 pagesDevoir Surveillé 1-Semestre I-EGS-2019khadija roboaPas encore d'évaluation