Vous aimerez peut-être aussi
- Analyse Défaillance-Methode ABCDocument6 pagesAnalyse Défaillance-Methode ABCBouzidi Slim100% (1)
- CH 3 MethodeDocument13 pagesCH 3 MethodeMohamedBenKacemPas encore d'évaluation
- Chapitre-5 MDocument16 pagesChapitre-5 Mfatma kriaPas encore d'évaluation
- Chapitre 5 Analyse Des Defaillances Et Aide Au DiagnosticDocument16 pagesChapitre 5 Analyse Des Defaillances Et Aide Au DiagnosticsisoPas encore d'évaluation
- Analyse Quantitative Des DefaillancesDocument8 pagesAnalyse Quantitative Des DefaillancesIlyas khadrouniPas encore d'évaluation
- Chap7 Analyse Des Défaillances 2016Document12 pagesChap7 Analyse Des Défaillances 2016Haythem Jemai100% (1)
- Chap 3 Analyse Des DéfaillancesDocument16 pagesChap 3 Analyse Des DéfaillancesHamza BarkallahPas encore d'évaluation
- Chap 3 Analyse Des DéfaillancesDocument16 pagesChap 3 Analyse Des Défaillanceslobna jrijiPas encore d'évaluation
- Analyse Des Defaillances Et Aide Au DiagnosticDocument16 pagesAnalyse Des Defaillances Et Aide Au DiagnosticAbdourahmane AddouPas encore d'évaluation
- Analyse Quantitative Des DéfaillancesDocument5 pagesAnalyse Quantitative Des DéfaillancesAkram SahliPas encore d'évaluation
- Outil D'aide À La MceDocument10 pagesOutil D'aide À La MceTECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- Analyse QuantitativeDocument17 pagesAnalyse QuantitativeSamira EllouzatiPas encore d'évaluation
- Amdec TGMDocument8 pagesAmdec TGMTim Stelens SekaPas encore d'évaluation
- Maintenance Série3Document7 pagesMaintenance Série3Abdrezzak MounouarPas encore d'évaluation
- TD 2: Outils de Base de La QualitéDocument12 pagesTD 2: Outils de Base de La QualitéĎĢx 4š4Pas encore d'évaluation
- Maintenance Industrielle: Mini Projet: Analyse Des DéfaillancesDocument10 pagesMaintenance Industrielle: Mini Projet: Analyse Des Défaillanceshidaya sikilliPas encore d'évaluation
- CH04 Gestion de La MaintenanceDocument4 pagesCH04 Gestion de La MaintenanceAmin ChakrounPas encore d'évaluation
- Les Outils de La QualitéDocument12 pagesLes Outils de La QualitékhaledPas encore d'évaluation
- Chap 2 - L'analyse Des DéfaillancesDocument26 pagesChap 2 - L'analyse Des DéfaillancesBA MAMADOUPas encore d'évaluation
- Chapitre - 2 - Analyse Quantitative Des Défaillances - 2021Document21 pagesChapitre - 2 - Analyse Quantitative Des Défaillances - 2021dz film100% (1)
- Diagramme ISHIKAWA Ou Diagramme CausesDocument10 pagesDiagramme ISHIKAWA Ou Diagramme Causeskhaled100% (1)
- Outils méthode maintenance 8 techniques à connaîtreDocument12 pagesOutils méthode maintenance 8 techniques à connaîtreSamaali KhalilPas encore d'évaluation
- MIE Chapitre 4Document29 pagesMIE Chapitre 4abderrahim hafiedPas encore d'évaluation
- Amdec PDFDocument9 pagesAmdec PDFAnas Mohtadi100% (1)
- Méthodologie AMDECDocument17 pagesMéthodologie AMDECMustafa Nour100% (1)
- Chapitre 3Document6 pagesChapitre 3Mr HaitemPas encore d'évaluation
- Chap2. Analyse Des Causes de DefaillanceDocument6 pagesChap2. Analyse Des Causes de DefaillanceWijdanePas encore d'évaluation
- Pareto Finale2019 PDFDocument10 pagesPareto Finale2019 PDFbottiother100% (1)
- AMDECDocument12 pagesAMDECAssale MouhcinePas encore d'évaluation
- Le Guide InfaillibleDocument8 pagesLe Guide Infailliblewalidderbel1981Pas encore d'évaluation
- Chapitre 3 AMDEC V2011Document14 pagesChapitre 3 AMDEC V2011ghan zoulPas encore d'évaluation
- Loi de WeibullDocument6 pagesLoi de Weibullmidouamd213Pas encore d'évaluation
- 04 Méthode AMDEC PDFDocument16 pages04 Méthode AMDEC PDFenzoPas encore d'évaluation
- Mode DefaillanceDocument3 pagesMode Defaillanceaghrib00955Pas encore d'évaluation
- CHAPITRE 5 ANALYSE PREVISIONNELLE DES DEFAILLANCES (Apport de La Sureté de Fonctionnement)Document9 pagesCHAPITRE 5 ANALYSE PREVISIONNELLE DES DEFAILLANCES (Apport de La Sureté de Fonctionnement)Smati DjamelPas encore d'évaluation
- Chapitre 1 - Analyse Générale de FluxDocument7 pagesChapitre 1 - Analyse Générale de FluxnyckeauPas encore d'évaluation
- Analysis of Failures and Diagnostic 2Document18 pagesAnalysis of Failures and Diagnostic 2saidtyu3aPas encore d'évaluation
- 1998 Mesure Indicateurs PerformanceDocument11 pages1998 Mesure Indicateurs PerformanceSoria BoudinarPas encore d'évaluation
- Article Fiabilite Revue Technologie CNDPDocument6 pagesArticle Fiabilite Revue Technologie CNDPOmar ChaoukiPas encore d'évaluation
- Diagnostic Chap 1Document14 pagesDiagnostic Chap 1i aliliPas encore d'évaluation
- 11 - AMDEC MachineDocument8 pages11 - AMDEC Machinewassimsellam01Pas encore d'évaluation
- Questions Maintenance Décembre 21Document25 pagesQuestions Maintenance Décembre 21Christian LapaPas encore d'évaluation
- Planification MaintenanceDocument4 pagesPlanification MaintenanceGreetings Hooman100% (1)
- Outils DmaicDocument16 pagesOutils DmaicANASS KHADRAOUIPas encore d'évaluation
- 11 - TD Gestion de Maintenance - Ratios - EleveDocument8 pages11 - TD Gestion de Maintenance - Ratios - EleveAhmad TidjaniPas encore d'évaluation
- Compte Rendu tp2 PDFDocument11 pagesCompte Rendu tp2 PDFNour ouzeriPas encore d'évaluation
- Chapitre 4Document6 pagesChapitre 4macao100Pas encore d'évaluation
- ChapitreII Analyse de DéfaillancesDocument9 pagesChapitreII Analyse de DéfaillancesRabeh BenzadaPas encore d'évaluation
- GMAO 2021 Cours3Document27 pagesGMAO 2021 Cours3Khaira ToulaPas encore d'évaluation
- Le diagramme d'Ishikawa: Les liens de cause à effetD'EverandLe diagramme d'Ishikawa: Les liens de cause à effetÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Le Diagramme De Pareto: Identifier les problèmes prioritaires pour une amélioration efficace et durableD'EverandLe Diagramme De Pareto: Identifier les problèmes prioritaires pour une amélioration efficace et durablePas encore d'évaluation
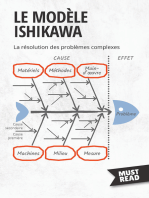
- Le Modèle Ishikawa: La résolution des problèmes complexesD'EverandLe Modèle Ishikawa: La résolution des problèmes complexesPas encore d'évaluation
- La théorie des contraintes: Identifier et éliminer les obstacles pour une efficacité maximaleD'EverandLa théorie des contraintes: Identifier et éliminer les obstacles pour une efficacité maximalePas encore d'évaluation
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Scrum - Le Guide Ultime des Méthodes Agiles Essentielles de Scrum!D'EverandScrum - Le Guide Ultime des Méthodes Agiles Essentielles de Scrum!Pas encore d'évaluation
- La méthode Six Sigma: La culture de la perfectionD'EverandLa méthode Six Sigma: La culture de la perfectionÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Les tableaux de bord et business plan: Gérer la comptabilité de son entrepriseD'EverandLes tableaux de bord et business plan: Gérer la comptabilité de son entrepriseÉvaluation : 4 sur 5 étoiles4/5 (3)
- Processus de Brainstorming PDFDocument90 pagesProcessus de Brainstorming PDFAyoub ID M’barkPas encore d'évaluation
- Qualite Brainstorming PDFDocument38 pagesQualite Brainstorming PDFMohamed KhaledPas encore d'évaluation
- Le BrainstormingDocument2 pagesLe BrainstormingCheick CoulibalyPas encore d'évaluation
- JJJJJDocument9 pagesJJJJJsanaPas encore d'évaluation
- Fiche Prez Outil DiagDocument2 pagesFiche Prez Outil DiagMohamed DJEMANAPas encore d'évaluation
- Traités Et Accords Concernant Le (... ) Rouard de bpt6k141228r PDFDocument145 pagesTraités Et Accords Concernant Le (... ) Rouard de bpt6k141228r PDFElamrani KarimPas encore d'évaluation
- VesteDocument5 pagesVesteMaxPas encore d'évaluation
- Le BachelierDocument642 pagesLe BachelierMr. AndroidPas encore d'évaluation
- Rutbat Al - HakimDocument127 pagesRutbat Al - HakimShaiful Bahari100% (1)
- M&ADocument12 pagesM&AManuel YounesPas encore d'évaluation
- Manuel Du Voyageur en Italie (... ) Giegler Jean-Pierre Bpt6k56988717Document712 pagesManuel Du Voyageur en Italie (... ) Giegler Jean-Pierre Bpt6k56988717mediacalabriaPas encore d'évaluation
- Pec Concomitante EsmsDocument1 pagePec Concomitante EsmsLaëtitia FraissePas encore d'évaluation
- Year 7 French TestDocument6 pagesYear 7 French TestSama HelmyPas encore d'évaluation
- Convenances Spirituelles de La Voie Adab Et Tariq PDFDocument42 pagesConvenances Spirituelles de La Voie Adab Et Tariq PDFludovic1970Pas encore d'évaluation
- Le Metier de Scripte Face A La Diversité Des Langages CinematographiquesDocument60 pagesLe Metier de Scripte Face A La Diversité Des Langages CinematographiquesArturo Avendaño MorineauPas encore d'évaluation
- Texte 3 Partie 2 Scène 3 Antoine Lecture Linéaire 2Document2 pagesTexte 3 Partie 2 Scène 3 Antoine Lecture Linéaire 2chiaraguzzo20Pas encore d'évaluation
- 22-Comment Être Une Reine de Beauté - 17 ÉtapesDocument7 pages22-Comment Être Une Reine de Beauté - 17 ÉtapesRimelAsahilPas encore d'évaluation
- Financial & Lifestyle Magazine 03 - FR - of Puilaetco Dewaay Private BankersDocument86 pagesFinancial & Lifestyle Magazine 03 - FR - of Puilaetco Dewaay Private BankersDominiek VanwynsberghePas encore d'évaluation
- MémoireDocument68 pagesMémoireamel mtrPas encore d'évaluation
- EMC GASTRO-ENTÉROLOGIE Mise À Jour I 2020 PDFDocument50 pagesEMC GASTRO-ENTÉROLOGIE Mise À Jour I 2020 PDFHouda El Moufid100% (1)
- TD4 Régulation Zigler Broida TAP74 Rev3 18012021Document3 pagesTD4 Régulation Zigler Broida TAP74 Rev3 18012021Abderraouf HARCHEPas encore d'évaluation
- 100 Mots Espagnol Pas À PasDocument2 pages100 Mots Espagnol Pas À PasDebPas encore d'évaluation
- CocaDocument5 pagesCocatheobromine100% (4)
- Les Gisements Et Les Problèmes D'eauDocument9 pagesLes Gisements Et Les Problèmes D'eauGhislain Atche100% (4)
- Exercices Pages 119,121,173Document2 pagesExercices Pages 119,121,173JudaPas encore d'évaluation
- Les Pronoms en Et yDocument4 pagesLes Pronoms en Et yAntonia CiobanuPas encore d'évaluation
- Mathematique FinanciereDocument26 pagesMathematique FinanciereYassin Manass100% (3)
- RESEAUX CELLULAIRES 5G LFI3 Chaabane Ali Ben Maouia Takoua Heni KoussayDocument15 pagesRESEAUX CELLULAIRES 5G LFI3 Chaabane Ali Ben Maouia Takoua Heni KoussayPFE100% (1)
- Memoire de Sortie 3Document123 pagesMemoire de Sortie 3Willy JasminPas encore d'évaluation
- L'Aventure Chevaleresque - Eric KohlerDocument2 pagesL'Aventure Chevaleresque - Eric KohlerSombre Arcane ZinePas encore d'évaluation
- Le ClassicismeDocument2 pagesLe Classicismejismail100% (1)
- Boostrap ElazzabyDocument59 pagesBoostrap ElazzabyhassaniPas encore d'évaluation
- 13 Exos Geometrie EspaceDocument17 pages13 Exos Geometrie Espacemogala2392Pas encore d'évaluation
- Correction - TD - N°2 - Analyse Fin - 20.Document2 pagesCorrection - TD - N°2 - Analyse Fin - 20.Houssa IberainPas encore d'évaluation
- Capsule 2&3 Du 19-12-2023 & 26-12-2023Document43 pagesCapsule 2&3 Du 19-12-2023 & 26-12-2023oussou othmanePas encore d'évaluation