Vous aimerez peut-être aussi
- Master CHP 4 Corrosion 2021Document31 pagesMaster CHP 4 Corrosion 2021Abdelhakim BailalPas encore d'évaluation
- Chapitre 1 MatériauxDocument7 pagesChapitre 1 MatériauxMohamad BhdPas encore d'évaluation
- Chapitre 3.les Métaux FerreuxDocument15 pagesChapitre 3.les Métaux FerreuxOumeyma Hamlaui100% (1)
- Métaux Non FerreuxDocument6 pagesMétaux Non Ferreuxkebbab faroukPas encore d'évaluation
- Designation Materiaux v4Document6 pagesDesignation Materiaux v4Hatem LaajiliPas encore d'évaluation
- Designation Materiaux v4Document6 pagesDesignation Materiaux v4khenchoul youcefPas encore d'évaluation
- 7-La Désignation Des MatériauxDocument8 pages7-La Désignation Des MatériauxSegaAlainCoulibaly100% (1)
- Chapitre 4 Designation Des MateriauxDocument12 pagesChapitre 4 Designation Des Materiauxben salem NaofelPas encore d'évaluation
- Materiaux CoursDocument8 pagesMateriaux CoursMohamed Amine BouchibaPas encore d'évaluation
- Acier Annexes1 PDFDocument27 pagesAcier Annexes1 PDFRachid IpPas encore d'évaluation
- Présentation Les MétauxDocument16 pagesPrésentation Les MétauxSamsouma BkPas encore d'évaluation
- Chapitre 4 Désignation Des Matériaux 2020Document5 pagesChapitre 4 Désignation Des Matériaux 2020LAMARTI Amal100% (1)
- Wa0011 PDFDocument6 pagesWa0011 PDFGoran Person DongmoPas encore d'évaluation
- Chapitre 2.les Métaux Non FerreuxDocument12 pagesChapitre 2.les Métaux Non FerreuxOumeyma HamlauiPas encore d'évaluation
- 3 Nickel et alliages de NickelDocument6 pages3 Nickel et alliages de NickelBassit BelarbiPas encore d'évaluation
- Exposé Matériaux MétalliquesDocument21 pagesExposé Matériaux MétalliquesExode Christ Guielle100% (1)
- 15 Essentiel Cycle de Vie MateriauxDocument2 pages15 Essentiel Cycle de Vie Materiauxfranck adouPas encore d'évaluation
- Partie Iv Familles D'aciersDocument12 pagesPartie Iv Familles D'aciersرضا بن عمارPas encore d'évaluation
- Designation Des MateriauxDocument12 pagesDesignation Des MateriauxFaustin KouassiPas encore d'évaluation
- Cee 2Document16 pagesCee 2Ag AbderazakPas encore d'évaluation
- Materiaux 2Document4 pagesMateriaux 2Řãnîa SmidaPas encore d'évaluation
- Cours AlliagesDocument34 pagesCours AlliagesMalak FarissPas encore d'évaluation
- DR Materiaux FerreuxDocument9 pagesDR Materiaux FerreuxDeghboudj Samir100% (2)
- RapportDocument40 pagesRapportRayen AbidiPas encore d'évaluation
- acier inoxydablesDocument15 pagesacier inoxydablesKACI khaoulaPas encore d'évaluation
- Chap 1 - Matériaux Et TraitementsDocument8 pagesChap 1 - Matériaux Et TraitementsFaysl AoussarPas encore d'évaluation
- TSEI 1 Matériaux Et ComposantsDocument97 pagesTSEI 1 Matériaux Et Composantscheikhou oumar BaldePas encore d'évaluation
- DR Aluminium Cuivre PDFDocument6 pagesDR Aluminium Cuivre PDFmaraghni_hassine7592Pas encore d'évaluation
- TFM M22 Materiaux Et Traitements partie2-FM-TFM PDFDocument35 pagesTFM M22 Materiaux Et Traitements partie2-FM-TFM PDFNeo PacifistaPas encore d'évaluation
- Chapitre I - MateriauxDocument30 pagesChapitre I - Materiauxالقناة الإسلاميةPas encore d'évaluation
- Introduction À La Science Des Matériaux - Les Métaux Et Alliages Non Ferreux - WikiversitéDocument8 pagesIntroduction À La Science Des Matériaux - Les Métaux Et Alliages Non Ferreux - WikiversitéLaurent MorgePas encore d'évaluation
- Nouveau Document Microsoft WordDocument15 pagesNouveau Document Microsoft WordSahliano AntticapPas encore d'évaluation
- Les Traitements D'acierDocument28 pagesLes Traitements D'acierashairways100% (1)
- Acier Et Fontes PDFDocument1 pageAcier Et Fontes PDF04 VIVO offPas encore d'évaluation
- Technologie de Base (Cours #02)Document8 pagesTechnologie de Base (Cours #02)Your Tech100% (1)
- Cours MatériauxDocument12 pagesCours MatériauxDayang Dayang100% (1)
- L'acierDocument25 pagesL'acierSaid MahmoudiPas encore d'évaluation
- Cours Les MatériauxDocument12 pagesCours Les MatériauxmabroukaPas encore d'évaluation
- CHAP II LES ACIERS (Récupération Automatique) - 010511Document7 pagesCHAP II LES ACIERS (Récupération Automatique) - 010511Claude BebeyPas encore d'évaluation
- Formation Sur Les Aciers Leurs Soudabilité Et Aciers DuplexDocument5 pagesFormation Sur Les Aciers Leurs Soudabilité Et Aciers DuplexTarekNacerPas encore d'évaluation
- CHII Intro Aux Calculs Des Éle MachDocument8 pagesCHII Intro Aux Calculs Des Éle MachAbdoo SæmPas encore d'évaluation
- CDM10 - Les Aciers Alliés - 1BADocument3 pagesCDM10 - Les Aciers Alliés - 1BAniconeusyPas encore d'évaluation
- E-Matériaux Des Outils de Coupe PDFDocument1 pageE-Matériaux Des Outils de Coupe PDFRamzi BougPas encore d'évaluation
- LE MINERAI - CopieDocument17 pagesLE MINERAI - CopieTiohona SoroPas encore d'évaluation
- Exposé Matériaux MétalliquesDocument20 pagesExposé Matériaux MétalliquesExode Christ Guielle100% (1)
- 3 Désignation Matériaux MétalliquesDocument31 pages3 Désignation Matériaux MétalliquesWael metouiPas encore d'évaluation
- Cours Tech Base Chapitre 1Document43 pagesCours Tech Base Chapitre 1Nesma BendjemaaPas encore d'évaluation
- Acier Et FontesDocument13 pagesAcier Et FontesNeoXana01Pas encore d'évaluation
- Physique Des MatériauxDocument35 pagesPhysique Des MatériauxhindboutafroutPas encore d'évaluation
- Propriétés MétauxDocument9 pagesPropriétés Métauxhermann kotchiPas encore d'évaluation
- Metaux Ferreux Et Non FerreuxDocument29 pagesMetaux Ferreux Et Non Ferreuxyoussouf ahmedbabaPas encore d'évaluation
- Geo de L'ingénieur I - CH7Document16 pagesGeo de L'ingénieur I - CH7nada kobiPas encore d'évaluation
- Designation Et Caracteristiques Des AciersDocument25 pagesDesignation Et Caracteristiques Des AciersBayari ArPas encore d'évaluation
- Questions:: Nom:Ouali BRENOM:abdelhalimDocument12 pagesQuestions:: Nom:Ouali BRENOM:abdelhalimHalim OualiPas encore d'évaluation
- Chapitre 1 Elaboration Designation Materiaux PDFDocument21 pagesChapitre 1 Elaboration Designation Materiaux PDFAntoinick GustavePas encore d'évaluation
- Designation Materiaux PDFDocument6 pagesDesignation Materiaux PDFfayscalPas encore d'évaluation
- Aciers Et FontesDocument6 pagesAciers Et FontesHappy GirlPas encore d'évaluation
- Aciers Et Alliages SpéciauxDocument39 pagesAciers Et Alliages SpéciauxAmin Laroui100% (1)
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- Choisir le Meilleur Isolant Thermique : Guide Pratique pour une Maison Confortable et ÉcologiqueD'EverandChoisir le Meilleur Isolant Thermique : Guide Pratique pour une Maison Confortable et ÉcologiquePas encore d'évaluation
- CERTIFICAT D'INSTATALATION Interieur GAZDocument5 pagesCERTIFICAT D'INSTATALATION Interieur GAZNabil BachaPas encore d'évaluation
- Reseau Gaz Cem IlliltenDocument1 pageReseau Gaz Cem IlliltenNabil BachaPas encore d'évaluation
- 006 CC Compresseur ClimDocument16 pages006 CC Compresseur ClimNabil BachaPas encore d'évaluation
- Chiesi Calcul d9 Et D9aDocument3 pagesChiesi Calcul d9 Et D9akoum juniorPas encore d'évaluation
- Memotech SoudageDocument142 pagesMemotech SoudageMounir Frija100% (2)
- Sécurité Incendie Et Constructions en BétonDocument90 pagesSécurité Incendie Et Constructions en BétonNabil Bacha100% (1)
- Cours de Sécurité IncendieDocument79 pagesCours de Sécurité IncendieNabil BachaPas encore d'évaluation
- Résumé Desctriptif Sur Le Réseau Anti-Incendie SBFDocument25 pagesRésumé Desctriptif Sur Le Réseau Anti-Incendie SBFNabil BachaPas encore d'évaluation
- Généralité Sur L'hydrogèneDocument15 pagesGénéralité Sur L'hydrogèneKoray Sıns100% (1)
- Presentation de L'Entreprise I. Historique Et Adresse ComplèteDocument33 pagesPresentation de L'Entreprise I. Historique Et Adresse ComplèteOunaiza FatmaPas encore d'évaluation
- Caractéristiques Et Emplois Des Ciments PDFDocument8 pagesCaractéristiques Et Emplois Des Ciments PDFmoncefradiPas encore d'évaluation
- Biofuel Et PlastiqueDocument34 pagesBiofuel Et PlastiqueOuerghi AyaPas encore d'évaluation
- Introduction de Nouveaux MatériauxDocument10 pagesIntroduction de Nouveaux Matériauxhassaine abderrezak mehdiPas encore d'évaluation
- s5 - Fiche 5 - LBDocument4 pagess5 - Fiche 5 - LBfouzia43fouzia43Pas encore d'évaluation
- Chapitre III Ferraillage Des Elements Secondaire PoutrellesDocument4 pagesChapitre III Ferraillage Des Elements Secondaire PoutrellesSi DoPas encore d'évaluation
- I) Réalisation Et Interprétation Qualitative D'une Réaction ÉlectrochimiqueDocument3 pagesI) Réalisation Et Interprétation Qualitative D'une Réaction Électrochimiquepedro66Pas encore d'évaluation
- M114 - Lot 02 - Charpente MetalliqueDocument8 pagesM114 - Lot 02 - Charpente MetalliqueKazanuomOsmanFarahPas encore d'évaluation
- Manuel D'Entretien Des StructuresDocument432 pagesManuel D'Entretien Des Structuresyoussef aliisonPas encore d'évaluation
- TaraudageDocument5 pagesTaraudageCécé Charles KoliéPas encore d'évaluation
- 2018.11239 Bts Eec 2018 U41 SujetDocument14 pages2018.11239 Bts Eec 2018 U41 SujetLagaffPas encore d'évaluation
- Défnition Chapitre6Document4 pagesDéfnition Chapitre6hicham khiraPas encore d'évaluation
- Cours de Procédés OPBDocument62 pagesCours de Procédés OPBkjhPas encore d'évaluation
- Base de Données de Sociétés Spécialises en EmballageDocument48 pagesBase de Données de Sociétés Spécialises en EmballagecesarPas encore d'évaluation
- Chapitre 1Document14 pagesChapitre 1bouzidadelwardPas encore d'évaluation
- Coffret Polyester POL806030Document2 pagesCoffret Polyester POL806030Djafni Djamel EddinePas encore d'évaluation
- 03 Les Ciments PDFDocument3 pages03 Les Ciments PDFBrahim NéciraPas encore d'évaluation
- Introduction GénéraleDocument53 pagesIntroduction GénéraleImen NinaPas encore d'évaluation
- Construction Détaillée Depuis La Preparation Du Terrain A La Finition D - Un Simple BatimentDocument326 pagesConstruction Détaillée Depuis La Preparation Du Terrain A La Finition D - Un Simple BatimentHaingtPas encore d'évaluation
- Base de Calcul Élément en Béton Armé PDFDocument52 pagesBase de Calcul Élément en Béton Armé PDFFeki MahdiPas encore d'évaluation
- Clarke Des Éléments ChimiquesDocument6 pagesClarke Des Éléments ChimiquesBadison Arnaud TapéPas encore d'évaluation
- Marmites FRDocument28 pagesMarmites FRMaévaPas encore d'évaluation
- Thomas Sourisseau - UgitechDocument22 pagesThomas Sourisseau - Ugitechmarwen_daoudPas encore d'évaluation
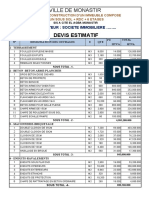
- Devis Estimatif Aymen Ben HassenDocument12 pagesDevis Estimatif Aymen Ben HassenSONYPas encore d'évaluation
- Guide Roche MarbrièresDocument47 pagesGuide Roche MarbrièresAbdelmalekIsmailiPas encore d'évaluation
- Abrasifs VDocument4 pagesAbrasifs VFOKAMloicPas encore d'évaluation
- 2 - Séance 2 HalogènesDocument2 pages2 - Séance 2 HalogènesAlex LakhPas encore d'évaluation
- Instrucciones de Montaje Sellos MecanicosDocument2 pagesInstrucciones de Montaje Sellos Mecanicoshufuents-1Pas encore d'évaluation
- Distillation AtmosphériqueDocument3 pagesDistillation Atmosphériquekmoualek5872Pas encore d'évaluation