Vous aimerez peut-être aussi
- Rapport de Stage Electrique FatmaDocument26 pagesRapport de Stage Electrique FatmadaminPas encore d'évaluation
- Raport de StageDocument9 pagesRaport de StageanttrPas encore d'évaluation
- Résumé ch1Document5 pagesRésumé ch1Hamza SoualahPas encore d'évaluation
- Rapport de Stage3Document10 pagesRapport de Stage3nasroud5Pas encore d'évaluation
- Soutenance hb3 2Document48 pagesSoutenance hb3 2Oussama Laribi100% (1)
- GCT SkhiraDocument20 pagesGCT Skhirahsini0940% (5)
- Rapport de StageDocument19 pagesRapport de StageTaourite AmelPas encore d'évaluation
- R - g.c.t1Document60 pagesR - g.c.t1Riadh BenassiPas encore d'évaluation
- Rapport de StageDocument31 pagesRapport de StageKarim info / gamingPas encore d'évaluation
- WidedDocument21 pagesWidedAmaniPas encore d'évaluation
- Ch1 Presentation de La RaffinerieDocument13 pagesCh1 Presentation de La RaffinerieaminePas encore d'évaluation
- Rapport 3Document29 pagesRapport 3Mohammed Elhiyane100% (1)
- Rapport de StageDocument26 pagesRapport de StageHamdaoui douniaPas encore d'évaluation
- Rapport Soufiane Boudardara (TS-00)Document26 pagesRapport Soufiane Boudardara (TS-00)abdsslem bedoudPas encore d'évaluation
- Rapport de Stage Central Electrique Cap DjanatDocument18 pagesRapport de Stage Central Electrique Cap DjanatMessaoud Hattabi100% (1)
- Memoire PrincipaleDocument14 pagesMemoire PrincipaleAmaniPas encore d'évaluation
- Différentes Unités de Production de La Raffinerie de SkikdaDocument6 pagesDifférentes Unités de Production de La Raffinerie de SkikdaAnes TebaniPas encore d'évaluation
- Description Processus EnergieDocument10 pagesDescription Processus EnergieDalila AmmarPas encore d'évaluation
- Rapport2 de StageDocument19 pagesRapport2 de StageKarim info / gamingPas encore d'évaluation
- Rapport de Stage EnvironnementDocument32 pagesRapport de Stage EnvironnementSid AhmedPas encore d'évaluation
- Installation Combinée No 4Document9 pagesInstallation Combinée No 4harouna souley hegaPas encore d'évaluation
- Distillation AtmosphériqueDocument8 pagesDistillation AtmosphériqueredhaPas encore d'évaluation
- Kifuntwe TFCDocument46 pagesKifuntwe TFCdanielPas encore d'évaluation
- Souad RapportDocument28 pagesSouad RapporthacenePas encore d'évaluation
- Rapport de Stage GNLDocument17 pagesRapport de Stage GNLSal AzarPas encore d'évaluation
- Turbine À Vapeur Groupe 7Document11 pagesTurbine À Vapeur Groupe 7madjireebaye evian peguy100% (1)
- Chapitre 1 Presentation Du ComplexeDocument10 pagesChapitre 1 Presentation Du ComplexeSavana BellaPas encore d'évaluation
- Chapitre 1 Presentation Du ComplexeDocument10 pagesChapitre 1 Presentation Du ComplexeSavana BellaPas encore d'évaluation
- Chapitre 1 Presentation Du ComplexeDocument10 pagesChapitre 1 Presentation Du ComplexeSavana BellaPas encore d'évaluation
- Energie RecupchaleurDocument3 pagesEnergie RecupchaleurSofiane BouinanPas encore d'évaluation
- Synthèse de StageDocument13 pagesSynthèse de StageMohamed Hichou Haj100% (3)
- Autorisé Fait Scse Form Description de La Raffinerie D'algerDocument15 pagesAutorisé Fait Scse Form Description de La Raffinerie D'algerabdesselemnesrine02Pas encore d'évaluation
- Rapport de StageDocument8 pagesRapport de Stagemelas667914Pas encore d'évaluation
- Presentation de La SAR Et Distillation AtmospheriqueDocument14 pagesPresentation de La SAR Et Distillation AtmospheriqueAbabacar Mbaye DIAGNEPas encore d'évaluation
- Cent - Ter. - G-B - Valdeiglesias Flores, Erick JesusDocument5 pagesCent - Ter. - G-B - Valdeiglesias Flores, Erick JesusJose Miguel Quispe OrmacheaPas encore d'évaluation
- Simulation Production de MéthanolDocument10 pagesSimulation Production de MéthanolMjaied Sawsen100% (2)
- Rapport de Stage Fabrication de Bitumes: République Algérienne Démocratique Et PopulaireDocument21 pagesRapport de Stage Fabrication de Bitumes: République Algérienne Démocratique Et PopulaireAya AbdellaliPas encore d'évaluation
- Cycle CombinéDocument15 pagesCycle CombinéHoudaifa BellahcennPas encore d'évaluation
- Rapport de StageDocument22 pagesRapport de StageMarouen Saghrouni85% (13)
- Stage Ouvrier: Abdellaoui Hamza Mohamed KechridDocument25 pagesStage Ouvrier: Abdellaoui Hamza Mohamed KechridRafraf Ezdine0% (1)
- Rapport Finale TDocument40 pagesRapport Finale Tsaraswe67% (3)
- Chapitre 01 Représentaion de L'environnement Et de La ProblématiqueDocument15 pagesChapitre 01 Représentaion de L'environnement Et de La ProblématiqueMohammed Amdjed DjebliPas encore d'évaluation
- Raffinerie SARDocument28 pagesRaffinerie SARmed sidPas encore d'évaluation
- Institut Supérieur Des Études Technologiques de MahdiaDocument23 pagesInstitut Supérieur Des Études Technologiques de MahdiaMhadheb Med AminePas encore d'évaluation
- Soutenance 7efadaDocument2 pagesSoutenance 7efadaYassine ChaachouePas encore d'évaluation
- Mémoire LAIOURATTE Et MEHDADocument66 pagesMémoire LAIOURATTE Et MEHDANafti NaftiPas encore d'évaluation
- Rapport FinaleDocument15 pagesRapport FinalePolat AlamdarPas encore d'évaluation
- Rapport de SortieDocument6 pagesRapport de Sortief5mpbph4xsPas encore d'évaluation
- Offre de Vente FDocument3 pagesOffre de Vente FffPas encore d'évaluation
- Sonatrach Raffinerie D'algerDocument89 pagesSonatrach Raffinerie D'algerSoundous TayssirPas encore d'évaluation
- VapeurDocument10 pagesVapeurzaza100% (1)
- TD4 2023Document2 pagesTD4 2023Hassan ChehouaniPas encore d'évaluation
- Projet Final Steg SousseDocument51 pagesProjet Final Steg Soussenadhir100% (1)
- Chapitre 1Document20 pagesChapitre 1moussPas encore d'évaluation
- Rapport de StageDocument32 pagesRapport de StageFedoua Benamer100% (1)
- Rapport de Stage GRAFIDocument34 pagesRapport de Stage GRAFIOussama Ridene100% (1)
- TP méthode numériqueDocument7 pagesTP méthode numériquesaidiadamyounes711Pas encore d'évaluation
- Méthode magnétique - Etude magnétiqueDocument29 pagesMéthode magnétique - Etude magnétiquesaidiadamyounes711Pas encore d'évaluation
- Cours La Structure Geologique AlgerienneDocument8 pagesCours La Structure Geologique Algeriennesaidiadamyounes711Pas encore d'évaluation
- INTRODUCTION A LA GITOLOGIEDocument2 pagesINTRODUCTION A LA GITOLOGIEsaidiadamyounes711Pas encore d'évaluation
- Cours Classification des gisements des ressources minéralesDocument30 pagesCours Classification des gisements des ressources minéralessaidiadamyounes711Pas encore d'évaluation
- COURS LES DIFFÉRENTS TYPES DE GISEMENTSDocument8 pagesCOURS LES DIFFÉRENTS TYPES DE GISEMENTSsaidiadamyounes711Pas encore d'évaluation
- Risques ElectriquesDocument49 pagesRisques Electriquessaidiadamyounes711Pas encore d'évaluation
- Les Roches SedimentairesDocument9 pagesLes Roches Sedimentairessaidiadamyounes711Pas encore d'évaluation
- Guide de Rapport de StageDocument3 pagesGuide de Rapport de Stagesaidiadamyounes711Pas encore d'évaluation
- Les MinerauxDocument10 pagesLes Minerauxsaidiadamyounes711Pas encore d'évaluation
- Programmatioin C++ Partie 04Document9 pagesProgrammatioin C++ Partie 04saidiadamyounes711Pas encore d'évaluation
- Saidi TP MEFDocument5 pagesSaidi TP MEFsaidiadamyounes711Pas encore d'évaluation
- Comment Rédiger Un Compte Rendu de Travaux PratiquesDocument3 pagesComment Rédiger Un Compte Rendu de Travaux Pratiquessaidiadamyounes711Pas encore d'évaluation
- TP FlottationDocument7 pagesTP Flottationsaidiadamyounes711Pas encore d'évaluation
- Moteur Diesel - WikipédiaDocument157 pagesMoteur Diesel - WikipédiaSamuel TenePas encore d'évaluation
- Hyster Hx16xm-6 FRDocument188 pagesHyster Hx16xm-6 FRHedi OuniPas encore d'évaluation
- Rouler À L'e85 Avec Sa 206Document5 pagesRouler À L'e85 Avec Sa 206José RodriguesPas encore d'évaluation
- Circuit D'injection - WikipédiaDocument12 pagesCircuit D'injection - WikipédiaJosue MorinioPas encore d'évaluation
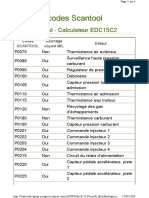
- Liste Code Erreur Edc15c2Document4 pagesListe Code Erreur Edc15c2Sovac2019 SovacPas encore d'évaluation
- M.ATELIER D9-500-A D9-575-A Groupe 21-26.pages.1 20Document20 pagesM.ATELIER D9-500-A D9-575-A Groupe 21-26.pages.1 20karim mosaadPas encore d'évaluation
- M05 Etude Des Moteurs Thermiques OFPPT ParDocument38 pagesM05 Etude Des Moteurs Thermiques OFPPT ParNourddinePas encore d'évaluation
- Voiture A EthanolDocument6 pagesVoiture A EthanolAymen BhkPas encore d'évaluation
- UntitledDocument89 pagesUntitledFaissal KougwindegaPas encore d'évaluation
- These PDFDocument263 pagesThese PDFAbdelhadi HoussinPas encore d'évaluation
- RENAULT Scénic II (07/99) : Graissage EntretienDocument1 pageRENAULT Scénic II (07/99) : Graissage EntretienFlorian PluquetPas encore d'évaluation
- Mémoire Benzina Mohamed 2019Document118 pagesMémoire Benzina Mohamed 2019Salim Kessouar100% (1)
- Décret N° 2-72-513Document6 pagesDécret N° 2-72-513matrixleblancPas encore d'évaluation
- ExposeDocument5 pagesExposeImanePas encore d'évaluation
- Chapitre I Ok GustaveDocument11 pagesChapitre I Ok GustaveDieuvoulu Asemba MondengePas encore d'évaluation
- 9259 tht911508 Im Mqe 3spk 560 2019.10.15Document28 pages9259 tht911508 Im Mqe 3spk 560 2019.10.15Habib DyjejPas encore d'évaluation
- Amrani - Rabah Nabil Debba - DjihadDocument181 pagesAmrani - Rabah Nabil Debba - DjihadHichem-AbdessemedPas encore d'évaluation
- AlianeChafa ZerioulAzizDocument74 pagesAlianeChafa ZerioulAzizMadone JrPas encore d'évaluation
- Sonatrach Raffinerie D'algerDocument89 pagesSonatrach Raffinerie D'algerSoundous TayssirPas encore d'évaluation
- R922 1442-1443 40687 2016-02-02 FR PDFDocument244 pagesR922 1442-1443 40687 2016-02-02 FR PDFGonzalo Cartez Lobos100% (1)
- MOTEURS THERMIQUES Chapitre IIDocument9 pagesMOTEURS THERMIQUES Chapitre IIYahiyaoui Sofyane100% (2)
- Ossona Reine Projet - PDF FinalDocument43 pagesOssona Reine Projet - PDF FinalMANDO Vitinie Jespère Deborah100% (1)
- 021-Cours GPL Gaz de Petrole LiquefieDocument32 pages021-Cours GPL Gaz de Petrole Liquefiesaida kaouaPas encore d'évaluation
- MGCH 00010 PDFDocument102 pagesMGCH 00010 PDFlaouche elyaminePas encore d'évaluation
- DT Ge 110kvaDocument17 pagesDT Ge 110kvaSarah FithanePas encore d'évaluation
- Etat Des Lieux Du Marché de L'énergie en AlgérieDocument17 pagesEtat Des Lieux Du Marché de L'énergie en AlgériehichamPas encore d'évaluation
- Etude de Cas G.EDocument39 pagesEtude de Cas G.EIheb HamedPas encore d'évaluation
- Kennol Catalogue PDFDocument32 pagesKennol Catalogue PDFjunaa AlbayatiPas encore d'évaluation
- 005201472Document92 pages005201472Ra NataPas encore d'évaluation
- Brochure ABC - FRDocument2 pagesBrochure ABC - FRSiding BarroPas encore d'évaluation
- Manuel pour les débutants Fabriquez des savons naturelsD'EverandManuel pour les débutants Fabriquez des savons naturelsÉvaluation : 3 sur 5 étoiles3/5 (2)
- Macromolécules: Les Grands Articles d'UniversalisD'EverandMacromolécules: Les Grands Articles d'UniversalisPas encore d'évaluation
- Encyclopédie de la magie des cristaux, des pierres précieuses et des métauxD'EverandEncyclopédie de la magie des cristaux, des pierres précieuses et des métauxÉvaluation : 4 sur 5 étoiles4/5 (116)
- Chromatographie: Les Grands Articles d'UniversalisD'EverandChromatographie: Les Grands Articles d'UniversalisPas encore d'évaluation
- Les matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesD'EverandLes matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesPas encore d'évaluation
- Le Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.D'EverandLe Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.Pas encore d'évaluation
- Lanthane et lanthanides: Les Grands Articles d'UniversalisD'EverandLanthane et lanthanides: Les Grands Articles d'UniversalisPas encore d'évaluation
- Vade-mecum du photographe: notice abrégée du daguerréotype et de la photographie sur papierD'EverandVade-mecum du photographe: notice abrégée du daguerréotype et de la photographie sur papierPas encore d'évaluation
- Perturbateurs endocriniens: Où se trouvent-ils ? En quoi sont-ils dangereux ? Comment s'en protéger ?D'EverandPerturbateurs endocriniens: Où se trouvent-ils ? En quoi sont-ils dangereux ? Comment s'en protéger ?Pas encore d'évaluation
- Histoire de la chimie: Les Grands Articles d'UniversalisD'EverandHistoire de la chimie: Les Grands Articles d'UniversalisPas encore d'évaluation
- Du Néant à la Formule Universelle et retour: La structure des particules élémentaires XIIIfD'EverandDu Néant à la Formule Universelle et retour: La structure des particules élémentaires XIIIfPas encore d'évaluation
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesD'EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesPas encore d'évaluation
- Stéréochimie organique: Les Grands Articles d'UniversalisD'EverandStéréochimie organique: Les Grands Articles d'UniversalisPas encore d'évaluation
- Le boeuf, le crabe et les vers de terre: Vu à la téléD'EverandLe boeuf, le crabe et les vers de terre: Vu à la téléPas encore d'évaluation
- Applications de la spectrophotomérie en phytochimie: sciencesD'EverandApplications de la spectrophotomérie en phytochimie: sciencesPas encore d'évaluation
- Cristaux: Comment utiliser les cristaux et leur énergie pour améliorer votre vieD'EverandCristaux: Comment utiliser les cristaux et leur énergie pour améliorer votre viePas encore d'évaluation
- Équilibres en solution: Les Grands Articles d'UniversalisD'EverandÉquilibres en solution: Les Grands Articles d'UniversalisPas encore d'évaluation