Vous aimerez peut-être aussi
- DT Copie1 4eme NRDocument6 pagesDT Copie1 4eme NRChokri Jaballi100% (1)
- DevoirDocument2 pagesDevoirsoufiane8fkaPas encore d'évaluation
- DC2 4ST 2008Document6 pagesDC2 4ST 2008Chine MakPas encore d'évaluation
- S A D T D C: Ysteme Utomatique E RI E AissesDocument6 pagesS A D T D C: Ysteme Utomatique E RI E Aisseslou louPas encore d'évaluation
- TD GrafcetDocument2 pagesTD GrafcetDaouda OUEDRAOGOPas encore d'évaluation
- Serie5 4T Grafcet 2018 2019 2Document2 pagesSerie5 4T Grafcet 2018 2019 2alatarhouni2005Pas encore d'évaluation
- Devoir de Synthese N°3: Disciplines TechniquesDocument4 pagesDevoir de Synthese N°3: Disciplines TechniquesJUSDOVIC EDJOZOMBIPas encore d'évaluation
- TD GrafcetDocument2 pagesTD GrafcetDaouda OUEDRAOGOPas encore d'évaluation
- Dossier TechniquexDocument3 pagesDossier TechniquexezzinePas encore d'évaluation
- Encaisseuse de Coffrets D'extincteurs: 1. Présentation Du SystèmeDocument4 pagesEncaisseuse de Coffrets D'extincteurs: 1. Présentation Du SystèmeTaieb BentaherPas encore d'évaluation
- DS1 2019-DTDocument5 pagesDS1 2019-DTMouad MemniPas encore d'évaluation
- Tte 03 Ce 1Document4 pagesTte 03 Ce 1Djerbien Slouma100% (1)
- Td1 Corrigé Automatismes BS Oct2021Document13 pagesTd1 Corrigé Automatismes BS Oct2021IslemePas encore d'évaluation
- CHAP VI Leçon 1 TR Pignon Crémaillère Vis Ecrou.Document8 pagesCHAP VI Leçon 1 TR Pignon Crémaillère Vis Ecrou.Jaouher BakloutiPas encore d'évaluation
- Devoir de Contrôle N°1 - Génie Mécanique Chaîne de Conditionnement de Medicaments - Bac Technique (2016-2017) MR Mlaouhi SlaheddineDocument11 pagesDevoir de Contrôle N°1 - Génie Mécanique Chaîne de Conditionnement de Medicaments - Bac Technique (2016-2017) MR Mlaouhi SlaheddineDhia Cherni100% (1)
- Devoir Corrigé de Synthèse N°2 - Génie Mécanique Unité de TRI Automatique Des Caisses - 3ème Technique (2013-2014) MR Ben Abdallah Marouan PDFDocument14 pagesDevoir Corrigé de Synthèse N°2 - Génie Mécanique Unité de TRI Automatique Des Caisses - 3ème Technique (2013-2014) MR Ben Abdallah Marouan PDFYosra Flh100% (1)
- Dossier TechniquexDocument3 pagesDossier TechniquexezzinePas encore d'évaluation
- Dev1 Shema TF3 S1 26102023Document3 pagesDev1 Shema TF3 S1 26102023Daouda OUEDRAOGOPas encore d'évaluation
- TD N2 AutomatismeDocument4 pagesTD N2 AutomatismeYouness Bakache100% (4)
- 1 - Dossier TechniqueDocument5 pages1 - Dossier TechniqueBouteraa HafsiPas encore d'évaluation
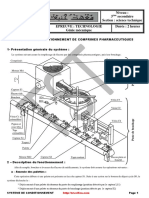
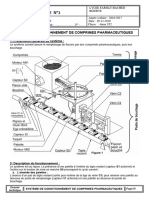
- Systeme de Conditionnement de Comprimes PharmaceutiquesDocument7 pagesSysteme de Conditionnement de Comprimes Pharmaceutiquessaber mecheri100% (3)
- Dossier TechniqueDocument6 pagesDossier Techniqueمحمد بن موسى الخوارزمي0% (1)
- DT DC3 FinaleDocument6 pagesDT DC3 FinaleChaabane BOUALIPas encore d'évaluation
- Dossier TechniqueDocument4 pagesDossier TechniqueNejib JallouliPas encore d'évaluation
- Devoircorrigdesynthsen3 Gniemcaniquesystmedegrnaillageetdecontrledebrut Bactechnique2012 2013mrbenab 150523230907 Lva1 App6892Document14 pagesDevoircorrigdesynthsen3 Gniemcaniquesystmedegrnaillageetdecontrledebrut Bactechnique2012 2013mrbenab 150523230907 Lva1 App6892Otman OtoPas encore d'évaluation
- ASE 1er GR 2014-1Document22 pagesASE 1er GR 2014-1joshuakimmichjr06Pas encore d'évaluation
- DT 3ST 2016 2017Document2 pagesDT 3ST 2016 2017Nejib JallouliPas encore d'évaluation
- DS1 2021-DTDocument6 pagesDS1 2021-DTramziPas encore d'évaluation
- Dossier Technique 95spDocument7 pagesDossier Technique 95spouhssainanouarPas encore d'évaluation
- DT DS1 3STDocument2 pagesDT DS1 3STKadri MongiPas encore d'évaluation
- Devoir de Synthese #02: Bouabidi Y. Ben Othman MDocument6 pagesDevoir de Synthese #02: Bouabidi Y. Ben Othman MBouabdellaoui saif ennasrPas encore d'évaluation
- DS11 2017 - 2018Document8 pagesDS11 2017 - 2018Ridha Manaa100% (1)
- Série Dexercices N°3 - Génie Électrique - GRAFCET Synchronisés - Bac Technique (2015-2016) MR Raouafi AbdallahDocument6 pagesSérie Dexercices N°3 - Génie Électrique - GRAFCET Synchronisés - Bac Technique (2015-2016) MR Raouafi Abdallahnajlae alfathiPas encore d'évaluation
- Fraiseuse AutomatiqueDocument6 pagesFraiseuse AutomatiqueJawher Salem100% (1)
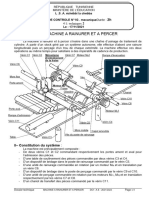
- Système Automatique de Découpage - Perçage: TechnologieDocument6 pagesSystème Automatique de Découpage - Perçage: TechnologieChaabane BOUALIPas encore d'évaluation
- Devoir de Contrôle N°2 - Génie Mécanique - Bras Manipulateur - 3ème Technique (2017-2018) MR Ghorbel MamdouhDocument8 pagesDevoir de Contrôle N°2 - Génie Mécanique - Bras Manipulateur - 3ème Technique (2017-2018) MR Ghorbel Mamdouhfiras shiliPas encore d'évaluation
- DC2 Bras Manipulateur PDFDocument8 pagesDC2 Bras Manipulateur PDFMohamed Adem GhorbelPas encore d'évaluation
- TD1 Grafcet MP 2021-2022Document6 pagesTD1 Grafcet MP 2021-2022Maha BouattourPas encore d'évaluation
- Grafcet Synchronisé: I - Description Du SystèmeDocument4 pagesGrafcet Synchronisé: I - Description Du SystèmeNou Ha BenabdallahPas encore d'évaluation
- BTS 2018 Sujet Hydraulique Pneumatique (MM)Document4 pagesBTS 2018 Sujet Hydraulique Pneumatique (MM)cheikh ahmed tidiane fayePas encore d'évaluation
- Devoir de Synthèse N°1 2011 2012 (Abdallah Raouafi)Document5 pagesDevoir de Synthèse N°1 2011 2012 (Abdallah Raouafi)Piere EbrahimPas encore d'évaluation
- 4 SC Tech-dt-11-12-Systeme Automatique de MoulageDocument3 pages4 SC Tech-dt-11-12-Systeme Automatique de MoulageezzinePas encore d'évaluation
- DCN°3 3ScT 16-17 DTDocument3 pagesDCN°3 3ScT 16-17 DTBouabdellaoui saif ennasr100% (1)
- Auto - 1 - 2023 OkDocument8 pagesAuto - 1 - 2023 OkfjosephfabricePas encore d'évaluation
- Devoir de Contrôle N°3 2009 2010 (Ibn Rachiq Ezzahra)Document10 pagesDevoir de Contrôle N°3 2009 2010 (Ibn Rachiq Ezzahra)Manu CocoPas encore d'évaluation
- DS1 - DT - Cellule Flexible D'usinageDocument4 pagesDS1 - DT - Cellule Flexible D'usinageElafif Hamdi0% (1)
- DT DS1Document4 pagesDT DS1Nejib JallouliPas encore d'évaluation
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenKämîŁyä Nádïta100% (1)
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFDocument7 pagesDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFAdil El AzzouziPas encore d'évaluation
- DC2 2 SC2Document3 pagesDC2 2 SC2Adel KmimechPas encore d'évaluation
- Devoir+synt 3SCTech 2010Document8 pagesDevoir+synt 3SCTech 2010Bouabdellaoui saif ennasr100% (1)
- Unité de Remplissage Des Bouteilles en Huile D'olive: Drep XXDocument20 pagesUnité de Remplissage Des Bouteilles en Huile D'olive: Drep XXAhmed ChebchoubPas encore d'évaluation
- Poste Automatique de Peinture de Paraboles1Document5 pagesPoste Automatique de Peinture de Paraboles1Badreddine KraiemPas encore d'évaluation
- DevoirDocument3 pagesDevoirsoufiane8fkaPas encore d'évaluation
- Dt-Bac Blanc 2021 PDFDocument5 pagesDt-Bac Blanc 2021 PDFLabossef LabossefchedlyPas encore d'évaluation
- DS1-DT-Carreaux CeramiquesDocument4 pagesDS1-DT-Carreaux CeramiquesMouad MemniPas encore d'évaluation
- DeoirDocument6 pagesDeoirbasmaPas encore d'évaluation
- Série 13 4ST NR 2024 Moteur TriphaséDocument6 pagesSérie 13 4ST NR 2024 Moteur TriphaséAbdelbasset ZaiechPas encore d'évaluation
- Série 16 4ST NR 2024 ALIDocument4 pagesSérie 16 4ST NR 2024 ALIAbdelbasset ZaiechPas encore d'évaluation
- Série 15 4ST NR 2024 ALIDocument4 pagesSérie 15 4ST NR 2024 ALIAbdelbasset ZaiechPas encore d'évaluation
- Série 19 4ST NR 2024 CompteursDocument4 pagesSérie 19 4ST NR 2024 CompteursAbdelbasset ZaiechPas encore d'évaluation
- Examens Nationaux 2bac Sciences Technologies Electriques Si 2019 RattrapageDocument31 pagesExamens Nationaux 2bac Sciences Technologies Electriques Si 2019 Rattrapagetahri mohammedPas encore d'évaluation
- الامتحان الوطني في علوم المهندس 2019 مسلك علوم كهربائية الدورة العاديةDocument29 pagesالامتحان الوطني في علوم المهندس 2019 مسلك علوم كهربائية الدورة العاديةAbdelbasset ZaiechPas encore d'évaluation
- Exo Adressageip1 CorrigeDocument11 pagesExo Adressageip1 CorrigeBangali KantePas encore d'évaluation
- Tkatek Big Data AiDocument16 pagesTkatek Big Data AiWail ChoukhairiPas encore d'évaluation
- Atelier de Travail-Formation Pandas Version Finale Avec Correction PDFDocument4 pagesAtelier de Travail-Formation Pandas Version Finale Avec Correction PDFالواعر رؤوفPas encore d'évaluation
- 5 149-fls PDFDocument8 pages5 149-fls PDFMohamed ZahrouniPas encore d'évaluation
- Aminata Fall BONDocument23 pagesAminata Fall BONnabydiop292Pas encore d'évaluation
- TD1-Polynomes Et Fractions Rationnelles-2SDocument2 pagesTD1-Polynomes Et Fractions Rationnelles-2SMarie DiopPas encore d'évaluation
- Connaitre POODocument13 pagesConnaitre POOPamphile Thezman EmanePas encore d'évaluation
- Lib OFaqDocument158 pagesLib OFaqSarhro ELPas encore d'évaluation
- TikTok Verification Application FR-EnDocument8 pagesTikTok Verification Application FR-EnRyan le fou fortnitePas encore d'évaluation
- TP Sonarqube - 2Document7 pagesTP Sonarqube - 2othman moutaybPas encore d'évaluation
- Windows Server 2016 - Les Bases Indispensables Pour Administrer Et Configurer Votre ServeurDocument664 pagesWindows Server 2016 - Les Bases Indispensables Pour Administrer Et Configurer Votre Serveurpapefaye100% (3)
- UntitledDocument230 pagesUntitledIdrissa OuattaraPas encore d'évaluation
- Edsgf 3 2Document3 pagesEdsgf 3 2Khaoula DjellalPas encore d'évaluation
- Base de DonneesDocument15 pagesBase de DonneesSouhirPas encore d'évaluation
- TP03 ConvertiDocument7 pagesTP03 ConvertirakotoPas encore d'évaluation
- Le Livre Adobe Photoshop CS6 Pour Les Photographes Du Numérique de Scott KelbyDocument464 pagesLe Livre Adobe Photoshop CS6 Pour Les Photographes Du Numérique de Scott KelbyBedria KayaPas encore d'évaluation
- So Lo MoDocument4 pagesSo Lo MoYounes JaddiPas encore d'évaluation
- Série ItérativeDocument2 pagesSérie ItérativeInes MesselmaniPas encore d'évaluation
- Guide de Déblocage Du Support CryptographiqueDocument15 pagesGuide de Déblocage Du Support CryptographiquemrsimonetPas encore d'évaluation
- Université Ibn Tofail Année Universitaire 2020/2021Document1 pageUniversité Ibn Tofail Année Universitaire 2020/2021D10 newsPas encore d'évaluation
- Rapport Du TPs Électronique EmbarquéDocument42 pagesRapport Du TPs Électronique EmbarquéKhadija El AmouryPas encore d'évaluation
- Fioriono A7 Radio FRDocument29 pagesFioriono A7 Radio FRAnonyme 94Pas encore d'évaluation
- Capture D'écran, Le 2023-09-13 À 12.36.34Document31 pagesCapture D'écran, Le 2023-09-13 À 12.36.34Sara MARKHIPas encore d'évaluation
- Les CapteursDocument72 pagesLes CapteursMed Zakaria HamidPas encore d'évaluation
- Cisco Switch POE Fiche TechniqueDocument6 pagesCisco Switch POE Fiche TechniqueKANKAN RecrutementPas encore d'évaluation
- Articlefinale ConvertiDocument4 pagesArticlefinale Convertidream techPas encore d'évaluation
- ConclGénér ProjetDocument2 pagesConclGénér ProjetSALMA OBAIDAPas encore d'évaluation
- Cmi - Activite Monetique Marocaine Au 30 Juin 2020Document12 pagesCmi - Activite Monetique Marocaine Au 30 Juin 2020Hajar ANABIRPas encore d'évaluation
- 1 Procédure Gestion Sauvegarde RestaurationDocument14 pages1 Procédure Gestion Sauvegarde RestaurationZakaria FilaliPas encore d'évaluation
- Mountacir2 - Leçons CM2Document5 pagesMountacir2 - Leçons CM2white444.topPas encore d'évaluation