Vous aimerez peut-être aussi
- Conception automobile: Les Grands Articles d'UniversalisD'EverandConception automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Budget de ProductionDocument6 pagesBudget de ProductionyacsonyackPas encore d'évaluation
- Value Stream Mapping: Méthode de cartographie des chaînes de valeurD'EverandValue Stream Mapping: Méthode de cartographie des chaînes de valeurPas encore d'évaluation
- Chapitre 3 La Gestion Budgétaire de ProductionDocument8 pagesChapitre 3 La Gestion Budgétaire de Productionrawya AkimakhPas encore d'évaluation
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Chapitre III. Budget de Production W.NOKAIRIDocument5 pagesChapitre III. Budget de Production W.NOKAIRIaziz shahin100% (1)
- La méthode Six Sigma: La culture de la perfectionD'EverandLa méthode Six Sigma: La culture de la perfectionÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Contrôle de Gestion FSJES S6Document22 pagesContrôle de Gestion FSJES S6Asmaa LahouaouiPas encore d'évaluation
- Chapitre 4 Le Controle Budgetaire de La ProductionDocument8 pagesChapitre 4 Le Controle Budgetaire de La ProductionlelktiridrPas encore d'évaluation
- Budget de ProductionDocument7 pagesBudget de Productiontt ghPas encore d'évaluation
- Budget de ProductionDocument12 pagesBudget de Productioneconomic life - الحياة الاقتصاديةPas encore d'évaluation
- Budget de ProductionDocument22 pagesBudget de Productionhello poPas encore d'évaluation
- Budget de Production FSJES S6Document40 pagesBudget de Production FSJES S6OüMái Må HLPas encore d'évaluation
- CG Ch2 Prod s8 - CopieDocument31 pagesCG Ch2 Prod s8 - CopieZeghari AymanePas encore d'évaluation
- Le Budget de La ProductionDocument15 pagesLe Budget de La Productionr.karrakchouPas encore d'évaluation
- Contrôle de GestionDocument23 pagesContrôle de GestionAnas NouimiPas encore d'évaluation
- Gestion Budgétaire de La ProductionDocument36 pagesGestion Budgétaire de La ProductionMohamed El YoubiPas encore d'évaluation
- Gestion Budgétaire de La ProductionDocument25 pagesGestion Budgétaire de La ProductionMouRad Es-salmany100% (2)
- WWW Cours Exercice Com Gestion Budgetaire de La ProductionDocument36 pagesWWW Cours Exercice Com Gestion Budgetaire de La ProductionMed SamoualPas encore d'évaluation
- Chapitre 3 Gestion Budgétaire de La ProductionDocument9 pagesChapitre 3 Gestion Budgétaire de La ProductionnassimaPas encore d'évaluation
- Chapitre 2 La Gestion Budgetaire de La ProductionDocument49 pagesChapitre 2 La Gestion Budgetaire de La Productionanass saoudi100% (1)
- Chapitre 2 Section 2 La Gestion Budgétaire de La ProductionDocument41 pagesChapitre 2 Section 2 La Gestion Budgétaire de La ProductionMOHAND ES - SAADANYPas encore d'évaluation
- Cours 04 Budget de Production 2021Document59 pagesCours 04 Budget de Production 2021mr vPas encore d'évaluation
- Chapitre 2 La Gestion Budgetaire de La ProductionDocument49 pagesChapitre 2 La Gestion Budgetaire de La ProductionHamza Rifi100% (1)
- Chapitre 2 Gestion Budgétaire de La Production PDFDocument3 pagesChapitre 2 Gestion Budgétaire de La Production PDFDyna CiccéPas encore d'évaluation
- Cours: Budget de ProductionDocument2 pagesCours: Budget de Productionopen100% (3)
- Capture D'écran . 2022-09-21 À 22.28.56Document16 pagesCapture D'écran . 2022-09-21 À 22.28.56Hafsa El habririPas encore d'évaluation
- Budget de ProductionDocument71 pagesBudget de ProductionOumnia MhPas encore d'évaluation
- Cours de La Gestion Budgetaire Et PrevisionnelleDocument114 pagesCours de La Gestion Budgetaire Et Previsionnelleel badaoui hichamPas encore d'évaluation
- Chapitre 2 Budget de ProductionDocument9 pagesChapitre 2 Budget de ProductionMaha eddaPas encore d'évaluation
- 02 - GBPDocument171 pages02 - GBPEricPas encore d'évaluation
- Chap 1 Plan Industriel Et Commercial PICDocument4 pagesChap 1 Plan Industriel Et Commercial PICJony Bridman100% (1)
- Budget de ProductionDocument46 pagesBudget de ProductionFatma RachdiPas encore d'évaluation
- Gestion de ProductionDocument39 pagesGestion de ProductionTaha stylesPas encore d'évaluation
- Cours 05 PDFDocument4 pagesCours 05 PDFSalwa EdderyPas encore d'évaluation
- Chapitre4 La Gestion Budgetaire de La Production - CopieDocument7 pagesChapitre4 La Gestion Budgetaire de La Production - Copieammar bousninaPas encore d'évaluation
- GB NafzaouiDocument8 pagesGB NafzaouiSimo TaziPas encore d'évaluation
- Programmation Lineaire EnsajDocument66 pagesProgrammation Lineaire EnsajkakuyusufPas encore d'évaluation
- Budget ProductionDocument34 pagesBudget ProductionMohamed Hichou Haj100% (2)
- TD3 Controle de GestionDocument4 pagesTD3 Controle de GestionTurki Mohamed100% (2)
- Contrôle de GestionDocument125 pagesContrôle de Gestionsaida gtifaPas encore d'évaluation
- Contrôle de Gestion BRMECDocument13 pagesContrôle de Gestion BRMECsauvageantoine56Pas encore d'évaluation
- Exercices QCM Prog Lineaire Chadli FSJES PDFDocument49 pagesExercices QCM Prog Lineaire Chadli FSJES PDFAyoub ElMotaouakilPas encore d'évaluation
- Exercices QCM Prog Lineaire Chadli FSJES PDFDocument49 pagesExercices QCM Prog Lineaire Chadli FSJES PDFSsss100% (1)
- MRP 2Document35 pagesMRP 2WhatSoAverPas encore d'évaluation
- Chap 5 BDocument11 pagesChap 5 BDario CELESTINPas encore d'évaluation
- Serie PL 1Document3 pagesSerie PL 1taki0% (1)
- Optimisation Prod Et CoûtsDocument18 pagesOptimisation Prod Et CoûtsBertin KamsipaPas encore d'évaluation
- Gamme Opératoire - CopieDocument4 pagesGamme Opératoire - CopieSimo HammouChPas encore d'évaluation
- Recherche Opérationnelle - Cours - S6 - SEG - Jaatit - FPN PDFDocument38 pagesRecherche Opérationnelle - Cours - S6 - SEG - Jaatit - FPN PDFwassila aazani100% (1)
- Chap4 Budget de ProductionDocument11 pagesChap4 Budget de ProductionLoubna BaddiPas encore d'évaluation
- Budget de ProductionDocument46 pagesBudget de Productionkawtar bourkan67% (3)
- Chapitre2 - Gestion de La ProductionDocument40 pagesChapitre2 - Gestion de La ProductionOussama BouharaouiPas encore d'évaluation
- CONTROLE DE GESTION 3 Licence S5Document60 pagesCONTROLE DE GESTION 3 Licence S5moustafa officiel0% (1)
- Gestion Prévisionnelle Et Budgétaire - Chapitre 3 - La Gestion Budgétaire de ProductionDocument88 pagesGestion Prévisionnelle Et Budgétaire - Chapitre 3 - La Gestion Budgétaire de ProductionEric100% (1)
- Chapitre 1 MOODocument9 pagesChapitre 1 MOOghassen Ben hlimaPas encore d'évaluation
- CH 6 - GBP - Cours - Livret ProfDocument25 pagesCH 6 - GBP - Cours - Livret Profbgbmt246prPas encore d'évaluation
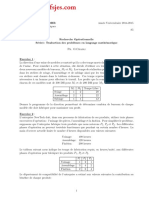
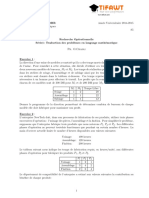
- Traduction Problemes Langage MathematiqueDocument11 pagesTraduction Problemes Langage MathematiqueNadiaa AdjoviPas encore d'évaluation
- TP N°2: Excel Solver: 1) Activer Le SolveurDocument4 pagesTP N°2: Excel Solver: 1) Activer Le SolveurChad IrungPas encore d'évaluation
- Etudes de Cas Gestion BudgétaireDocument6 pagesEtudes de Cas Gestion BudgétairenawarPas encore d'évaluation
- Budget Des ApprovisionnementsDocument81 pagesBudget Des ApprovisionnementsYassir BelghitiPas encore d'évaluation
- Blue Annual Report Title Page TemplateDocument2 pagesBlue Annual Report Title Page TemplateDonald Dimu HauPas encore d'évaluation
- Professional Elegant LinesDocument2 pagesProfessional Elegant LinesHandy MumuPas encore d'évaluation
- Id 11354 1Document2 pagesId 11354 1ahlam omariPas encore d'évaluation
- Seq 4 Proba. Schéma de Bernoulli. Séance 3Document12 pagesSeq 4 Proba. Schéma de Bernoulli. Séance 3Yassir BelghitiPas encore d'évaluation
- Seq 4 Proba. Schéma de Bernoulli. Séance 2Document15 pagesSeq 4 Proba. Schéma de Bernoulli. Séance 2Yassir BelghitiPas encore d'évaluation
- Seq 4 Proba. Schéma de Bernoulli. Séance 1Document9 pagesSeq 4 Proba. Schéma de Bernoulli. Séance 1Yassir BelghitiPas encore d'évaluation
- Mémoire de Fin D'etudeDocument60 pagesMémoire de Fin D'etudeHicham Ou93% (30)
- Application 1 Bilan Et CompteDocument2 pagesApplication 1 Bilan Et CompteYassir BelghitiPas encore d'évaluation
- PFE FinalDocument15 pagesPFE FinalachrafPas encore d'évaluation
- Article 2 Chikhi KamelDocument25 pagesArticle 2 Chikhi KamelMalek SaidaouiPas encore d'évaluation
- 3773 11059 1 PB PDFDocument23 pages3773 11059 1 PB PDFFFFFPas encore d'évaluation
- Article 2 Chikhi KamelDocument25 pagesArticle 2 Chikhi KamelMalek SaidaouiPas encore d'évaluation
- Article 2 Chikhi KamelDocument25 pagesArticle 2 Chikhi KamelMalek SaidaouiPas encore d'évaluation
- La MondialisationDocument8 pagesLa Mondialisationchaimae el kasmiPas encore d'évaluation
- 02 PRDocument29 pages02 PRbobbykj100% (1)
- Epreuve D'economie GeneraleDocument1 pageEpreuve D'economie GeneraleKEUTCHA67% (3)
- Chapitre 1 - Partie 1 - Mercantilistes, Physiocrates Et ClassiquesDocument7 pagesChapitre 1 - Partie 1 - Mercantilistes, Physiocrates Et ClassiquesMar WAPas encore d'évaluation
- Paycheck StubDocument1 pagePaycheck Stubrambolee1980Pas encore d'évaluation
- DA 15aout19Document52 pagesDA 15aout19Jonathan ParadisPas encore d'évaluation
- Rapportdestage2 1Document14 pagesRapportdestage2 1amir amirrr100% (1)
- Memoire Pfe Dhib Farah Version - FinaleDocument109 pagesMemoire Pfe Dhib Farah Version - FinaleWajdi ben mohamedPas encore d'évaluation
- Étude de Cas Audit NeperlogDocument10 pagesÉtude de Cas Audit NeperlogCAMARA OUSMANEPas encore d'évaluation
- Interfel DP Sia 2019 8 WebDocument15 pagesInterfel DP Sia 2019 8 WebMarco PoloPas encore d'évaluation
- Devis Détailler SLB CLEANDocument5 pagesDevis Détailler SLB CLEANlyesilversPas encore d'évaluation
- CorrectionDocument17 pagesCorrectionmohamed gamerPas encore d'évaluation
- Bon de Location de VoitureDocument9 pagesBon de Location de VoitureLopez RexPas encore d'évaluation
- Catalogue Scène 2016Document490 pagesCatalogue Scène 2016romain.richertPas encore d'évaluation
- Magazine Afrique AgricultureDocument64 pagesMagazine Afrique AgricultureAboubakry Diana KondePas encore d'évaluation
- Corrigé Série 6Document14 pagesCorrigé Série 6Lina HermoniPas encore d'évaluation
- Zara Et La Stratégie 4Document1 pageZara Et La Stratégie 4pagilisPas encore d'évaluation
- GpmaDocument2 pagesGpmaYassine EL DahmiPas encore d'évaluation
- Plateforme de Compétences: Octobre 2020Document12 pagesPlateforme de Compétences: Octobre 2020Karchi BadrEddinePas encore d'évaluation
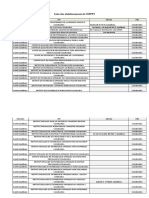
- DOC10 Etablissements OFPPT V160419Document12 pagesDOC10 Etablissements OFPPT V160419Yassine LaassalPas encore d'évaluation
- TD 1 Compta AnalDocument4 pagesTD 1 Compta AnalHEROPas encore d'évaluation
- Ehhb - COURS DE MICROFINANCE.V.02022020Document47 pagesEhhb - COURS DE MICROFINANCE.V.02022020BonkoungouPas encore d'évaluation
- CasSynthà Se Coà TsvariablesDocument3 pagesCasSynthà Se Coà Tsvariableslamiriothmane3Pas encore d'évaluation
- Usine de Fabrication de Bouteille de Gaz en Acier: Creation D'EntrepriseDocument38 pagesUsine de Fabrication de Bouteille de Gaz en Acier: Creation D'Entreprisengouo100% (1)
- Ebook DDMRP DéploiementDocument12 pagesEbook DDMRP DéploiementELMSJPas encore d'évaluation
- 05 Etude de Cas 4 ApprovDocument2 pages05 Etude de Cas 4 ApprovShay MaePas encore d'évaluation
- Auditeur Interne FSADocument15 pagesAuditeur Interne FSAArcheducPas encore d'évaluation
- Matelec Brochure 2022 FR 1Document25 pagesMatelec Brochure 2022 FR 1Adama DiarissoPas encore d'évaluation
- Europenne de Negoce - Recherche GoogleDocument1 pageEuropenne de Negoce - Recherche Googlematisscholtus3Pas encore d'évaluation
- Gestion BudgetaireDocument36 pagesGestion BudgetaireJihanePas encore d'évaluation
- Investir pour les débutants - Démarrer en 10 étapes facilesD'EverandInvestir pour les débutants - Démarrer en 10 étapes facilesÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- 7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueD'Everand7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueÉvaluation : 2.5 sur 5 étoiles2.5/5 (3)
- La comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreD'EverandLa comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreÉvaluation : 2 sur 5 étoiles2/5 (1)
- L'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.D'EverandL'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.Évaluation : 3.5 sur 5 étoiles3.5/5 (6)
- Le Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiD'EverandLe Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- Le jardin des vertueux: Riyad al-SalihinD'EverandLe jardin des vertueux: Riyad al-SalihinÉvaluation : 5 sur 5 étoiles5/5 (1)
- Guide de FOREX Trading pour Débutants: Votre Façon de Devenir Un Day TraderD'EverandGuide de FOREX Trading pour Débutants: Votre Façon de Devenir Un Day TraderÉvaluation : 2.5 sur 5 étoiles2.5/5 (3)
- Le marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentD'EverandLe marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentPas encore d'évaluation
- Stratégie d'Investissement en Crypto-monnaie: Comment Devenir Riche Avec les Crypto-monnaiesD'EverandStratégie d'Investissement en Crypto-monnaie: Comment Devenir Riche Avec les Crypto-monnaiesÉvaluation : 3.5 sur 5 étoiles3.5/5 (11)
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Ce que vos commerciaux ne font pas et qui vous coûte des millionsD'EverandCe que vos commerciaux ne font pas et qui vous coûte des millionsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Le Scalping Est Amusant! 4: Partie 4 : Trader en état de flowD'EverandLe Scalping Est Amusant! 4: Partie 4 : Trader en état de flowÉvaluation : 4 sur 5 étoiles4/5 (1)
- Comment trader dans un range: Négociez sur le marché le plus intéressant du mondeD'EverandComment trader dans un range: Négociez sur le marché le plus intéressant du mondeÉvaluation : 5 sur 5 étoiles5/5 (1)
- La dette odieuse de l'Afrique: Comment l'endettement et la fuite des capitaux ont saigné un continentD'EverandLa dette odieuse de l'Afrique: Comment l'endettement et la fuite des capitaux ont saigné un continentÉvaluation : 3 sur 5 étoiles3/5 (4)
- Le money management facile à apprendre: Comment tirer profit des techniques et stratégies de gestion de l'argent pour améliorer l'activité de trading en ligneD'EverandLe money management facile à apprendre: Comment tirer profit des techniques et stratégies de gestion de l'argent pour améliorer l'activité de trading en ligneÉvaluation : 3 sur 5 étoiles3/5 (3)
- Le Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsD'EverandLe Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Marketing: Guide Pour Gagner De L'argent En Ligne Avec Les Réseaux SociauxD'EverandMarketing: Guide Pour Gagner De L'argent En Ligne Avec Les Réseaux SociauxPas encore d'évaluation
- Comment transformer 5000€ en un millionD'EverandComment transformer 5000€ en un millionÉvaluation : 2 sur 5 étoiles2/5 (1)
- Direction, Alignment, Commitment: Achieving Better Results Through Leadership, First Edition (French)D'EverandDirection, Alignment, Commitment: Achieving Better Results Through Leadership, First Edition (French)Pas encore d'évaluation
- Gestion de projet : outils pour la vie quotidienneD'EverandGestion de projet : outils pour la vie quotidienneÉvaluation : 5 sur 5 étoiles5/5 (2)
- Le trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsD'EverandLe trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsÉvaluation : 5 sur 5 étoiles5/5 (1)