Vous aimerez peut-être aussi
- Exercices d'intégrales de lignes, de surfaces et de volumesD'EverandExercices d'intégrales de lignes, de surfaces et de volumesPas encore d'évaluation
- TD 2Document4 pagesTD 2Lamrani MohamedPas encore d'évaluation
- TP 4 ApiDocument2 pagesTP 4 Apiayoub belaidiPas encore d'évaluation
- TD - GRAFCET - TextMarkDocument36 pagesTD - GRAFCET - TextMarkWafa BenzaouiPas encore d'évaluation
- Exercices Sur Le GrafcetDocument7 pagesExercices Sur Le GrafcetEcouter le français100% (3)
- Cahier de Charger Automat Corrige Ouchada AbdelhadiDocument90 pagesCahier de Charger Automat Corrige Ouchada AbdelhadiEl mrtb hamza100% (4)
- TD1Document2 pagesTD1Jaouad El0% (3)
- Travaux Dirigés PDFDocument9 pagesTravaux Dirigés PDFmarwen0% (2)
- Fexercice Grafcet Avec SolutionDocument13 pagesFexercice Grafcet Avec SolutionMpape 9Pas encore d'évaluation
- Exos GrafcetDocument26 pagesExos GrafcetRuben Yav100% (2)
- Grafcet Avec Choix de Séquences Exercices Corrigés - CopieDocument22 pagesGrafcet Avec Choix de Séquences Exercices Corrigés - CopieAris ABOUGHEPas encore d'évaluation
- GRAFCETDocument24 pagesGRAFCETmonstersounds1Pas encore d'évaluation
- GEMMA Etude de CasDocument3 pagesGEMMA Etude de CasMohamed El alaouiPas encore d'évaluation
- td2 Grafcet 115416Document6 pagestd2 Grafcet 115416boooy179Pas encore d'évaluation
- TD SED GracetDocument3 pagesTD SED Gracethouda elmoudanePas encore d'évaluation
- Automatismes Industriels CC 2015 2016Document5 pagesAutomatismes Industriels CC 2015 2016Youssef RagraguiPas encore d'évaluation
- Poly TD SAPDocument18 pagesPoly TD SAPOussama BeddaPas encore d'évaluation
- TP5 Sy08Document9 pagesTP5 Sy08Alexis MendezPas encore d'évaluation
- TD Api05022019Document10 pagesTD Api05022019Mohamed FathallahPas encore d'évaluation
- TD Grafcet PDFDocument10 pagesTD Grafcet PDFlahssane hmidatPas encore d'évaluation
- TD GrafcetDocument10 pagesTD GrafcetBOUALAOUIPas encore d'évaluation
- Exo G7Document1 pageExo G7Elmokh LassaadPas encore d'évaluation
- ApprentissagegogoDocument6 pagesApprentissagegogoiyed dadaPas encore d'évaluation
- TD1 MecaDocument2 pagesTD1 MecaHamza ElouardiPas encore d'évaluation
- Exercice Grafcet Bac DegraissageDocument2 pagesExercice Grafcet Bac DegraissageZakaria ElhaouriPas encore d'évaluation
- Poly TD API PDFDocument10 pagesPoly TD API PDFKhadija HajadePas encore d'évaluation
- Série2 LaEEA A2 2021Document3 pagesSérie2 LaEEA A2 2021Salim BouaziziPas encore d'évaluation
- Exercices Sur GrafcetDocument27 pagesExercices Sur Grafcetsamer matoussiPas encore d'évaluation
- Grafcet Elt 3 PDFDocument7 pagesGrafcet Elt 3 PDFnawzat100% (9)
- Sequentiel ExosDocument20 pagesSequentiel ExosmauricetappaPas encore d'évaluation
- TD GrafcetDocument10 pagesTD GrafcetMaissa Messi67% (3)
- Exos g7Document4 pagesExos g7Roman Sarmiento GomezPas encore d'évaluation
- TP AUS Ascenseur VirtuelDocument4 pagesTP AUS Ascenseur Virtuelaschkroft100% (1)
- Mini ProjetDocument3 pagesMini ProjetFakhreddine Okail67% (3)
- Mini ProjetDocument22 pagesMini ProjetANAS DAICHEPas encore d'évaluation
- Poly Exercices GrafcetDocument6 pagesPoly Exercices Grafcethamza ahmich100% (1)
- Enn TD 05 06Document1 pageEnn TD 05 06silent kPas encore d'évaluation
- TP3Document12 pagesTP3zataraPas encore d'évaluation
- Machine A Remplir Et A BoucherDocument17 pagesMachine A Remplir Et A BoucherIbra YAACOUBIPas encore d'évaluation
- TD GrafcetDocument4 pagesTD GrafcetPro Perfec50% (4)
- Série 2 Automatisme Avec CorrigéDocument11 pagesSérie 2 Automatisme Avec Corrigéamine milano100% (2)
- Exercices GrafcetDocument5 pagesExercices GrafcetHamza AbourifaaPas encore d'évaluation
- Compte Rendu TP Automatisme IndustrielDocument3 pagesCompte Rendu TP Automatisme IndustrielMagraoui AbdelkadirPas encore d'évaluation
- Banque Exo ADDocument3 pagesBanque Exo ADMai Anh ThưPas encore d'évaluation
- Exercice EncaisseuseDocument5 pagesExercice Encaisseuseyaccine88% (8)
- 21 Grafcet À Choix de Séquences CorrigéDocument4 pages21 Grafcet À Choix de Séquences CorrigéchimbwaPas encore d'évaluation
- TD AutomatismesDocument8 pagesTD AutomatismesFarah MelkiPas encore d'évaluation
- CD Goulotte Chateau ChariotDocument6 pagesCD Goulotte Chateau ChariotMaha HaririPas encore d'évaluation
- TD 1 - R110 - Représentation Dune Fonction LogiqueDocument4 pagesTD 1 - R110 - Représentation Dune Fonction LogiqueDABAKH LDEEBOYPas encore d'évaluation
- TP 4 Chaine de Manutention Et de TraitementDocument2 pagesTP 4 Chaine de Manutention Et de Traitementousmane0% (2)
- Copie de Examen SAP Master 2015Document2 pagesCopie de Examen SAP Master 2015khalid elmarzakPas encore d'évaluation
- Serie1 TPs AutomatismesDocument4 pagesSerie1 TPs AutomatismesIbr FoutPas encore d'évaluation
- Buzzati - Le KDocument513 pagesBuzzati - Le Knnnnnn128100% (1)
- Amphi Microstructure Polymeres 2008Document33 pagesAmphi Microstructure Polymeres 2008Amar AmôurPas encore d'évaluation
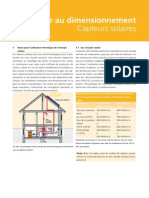
- Aide Dimensionnement Capteurs 07Document4 pagesAide Dimensionnement Capteurs 07Amar AmôurPas encore d'évaluation
- TD Caracterisation 2008Document9 pagesTD Caracterisation 2008Amar AmôurPas encore d'évaluation
- Cours SpssDocument97 pagesCours Spssdj_djalil100% (3)
- PL7 ProDocument77 pagesPL7 ProWillian LazzarettiPas encore d'évaluation
- UTBM Gestion de Production Et Des Stocks 2008 IMAPDocument4 pagesUTBM Gestion de Production Et Des Stocks 2008 IMAPMehdi AjAj0% (1)
- ArchipcDocument15 pagesArchipcAmar AmôurPas encore d'évaluation
- Cours SQ LiteDocument26 pagesCours SQ LiteAmar AmôurPas encore d'évaluation
- Histoire de La Comptabilite GeneraleDocument20 pagesHistoire de La Comptabilite Generalefzel100% (1)
- IHMAvanceDocument67 pagesIHMAvanceAmar AmôurPas encore d'évaluation
- Enonce TPSQLiteDocument4 pagesEnonce TPSQLiteAmar AmôurPas encore d'évaluation
- IHMAvanceDocument67 pagesIHMAvanceAmar AmôurPas encore d'évaluation
- Memoire Inj Messaoud BENZOUAIDocument168 pagesMemoire Inj Messaoud BENZOUAIManong ShegueyPas encore d'évaluation
- Les Étapes de Formation Des Roches SédimentaireDocument2 pagesLes Étapes de Formation Des Roches Sédimentairehamada2002100% (1)
- Racines Carrees BaseDocument8 pagesRacines Carrees Basejulien9562Pas encore d'évaluation
- TP2Document4 pagesTP2Youssef Don RajawiPas encore d'évaluation
- Chapitre 1 LES OUTILS MATHEMATIQUESDocument9 pagesChapitre 1 LES OUTILS MATHEMATIQUESa.ddPas encore d'évaluation
- Thèse Data IntegrityDocument83 pagesThèse Data IntegrityBasma YagoubiPas encore d'évaluation
- Format Eur FrancaiseDocument1 pageFormat Eur FrancaiseAdnan NandaPas encore d'évaluation
- Canalisations de Gaz NaturelDocument120 pagesCanalisations de Gaz NaturelJean-David DelordPas encore d'évaluation
- Mesure de Compression Moteur Vers FinaleDocument46 pagesMesure de Compression Moteur Vers FinaleRaouf HarzallahPas encore d'évaluation
- Af Sen GaeDocument42 pagesAf Sen GaeعبداللهبنزنوPas encore d'évaluation
- Analyse D'une Situation de Communication en TaDocument2 pagesAnalyse D'une Situation de Communication en Taroger martin bassong batiigPas encore d'évaluation
- 3 Partie Caractéristiques Des LubrifiantDocument32 pages3 Partie Caractéristiques Des Lubrifiantsamir belamriPas encore d'évaluation
- Process AciérieDocument6 pagesProcess Aciériesanae jaouiPas encore d'évaluation
- TFE Gustave KISHATU MWAMBA Version Finale-1Document112 pagesTFE Gustave KISHATU MWAMBA Version Finale-1gustave kishatu100% (2)
- Observons:: Nature Du Complément Circonstanciel de TempsDocument2 pagesObservons:: Nature Du Complément Circonstanciel de TempsMehdi YMPas encore d'évaluation
- Observatoire National de La Filiere Riz Du Burkina Faso (Onriz)Document6 pagesObservatoire National de La Filiere Riz Du Burkina Faso (Onriz)toni_yousf2418Pas encore d'évaluation
- PV Liste-De-Prix Onduleurs HUAWEI 11-2023 FRDocument2 pagesPV Liste-De-Prix Onduleurs HUAWEI 11-2023 FRkoumbounisdimPas encore d'évaluation
- ExcisionDocument54 pagesExcisionAbdou Razak OuédraogoPas encore d'évaluation
- Marry Your Daughter Sheet - 1Document2 pagesMarry Your Daughter Sheet - 1Nurendung ZuliantoPas encore d'évaluation
- Arval - Cofrastra 40Document16 pagesArval - Cofrastra 40helder.fradePas encore d'évaluation
- Jadwal Genap 2223-2Document2 pagesJadwal Genap 2223-2nowo benyPas encore d'évaluation
- Caplp Externe Genie Electrique Electrotechnique Et Energie Epreuve 1 Doc RessourcesDocument28 pagesCaplp Externe Genie Electrique Electrotechnique Et Energie Epreuve 1 Doc RessourcesOus SàmàPas encore d'évaluation
- 2nd - Exercices Corrigés - Variations D'une FonctDocument1 page2nd - Exercices Corrigés - Variations D'une Fonctalyahmed610Pas encore d'évaluation
- 3 Branches Triphasées en Injection Directe M215 Ou M250Document1 page3 Branches Triphasées en Injection Directe M215 Ou M250MbgardPas encore d'évaluation
- Exam. F.CDocument2 pagesExam. F.CmidsmasherPas encore d'évaluation
- Exercice D'application Optique VDocument1 pageExercice D'application Optique VARDALAn MohamedPas encore d'évaluation
- Calendrier Des Examens Semestre Impair Janvier 2022 AlphaDocument28 pagesCalendrier Des Examens Semestre Impair Janvier 2022 AlphaMeg JustMegPas encore d'évaluation
- Tube VentouriDocument10 pagesTube VentouriMohammed BoulbairPas encore d'évaluation
- Introduction À La RobotiqueDocument19 pagesIntroduction À La RobotiqueRazzougui SarahPas encore d'évaluation
- Prise en Main de Microsoft Office Excel 2016Document713 pagesPrise en Main de Microsoft Office Excel 2016max80% (5)