Académique Documents
Professionnel Documents
Culture Documents
Synthese Sur La Theorie de La Maintenance PDF
Synthese Sur La Theorie de La Maintenance PDF
Transféré par
btkmouadTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Synthese Sur La Theorie de La Maintenance PDF
Synthese Sur La Theorie de La Maintenance PDF
Transféré par
btkmouadDroits d'auteur :
Formats disponibles
CHAPITRE II
Synthse sur la thorie de la maintenance
Table des matires
1. Introduction ............................................................................................................................... 3
2. Un peu dhistoire ....................................................................................................................... 3
3. pourquoi la maintenance ? ....................................................................................................... 4
4. Les types de maintenance ......................................................................................................... 4
4.1. La maintenance curative .................................................................................................. 4
4.2. La maintenance prventive .............................................................................................. 4
4.3. La maintenance prdictive ............................................................................................... 4
4.4. La maintenance proactive ................................................................................................ 4
5. Le cot de la maintenance ........................................................................................................ 5
6. Mthode et technologie ............................................................................................................. 5
7. Gestion de la maintenance........................................................................................................ 6
7.1. Lindicateur ....................................................................................................................... 6
7.1.1. TRG (Taux de Rendement Globale)............................................................................ 6
7.1.1.1. cycle de vie des machines ...................................................................................... 6
7.1.1.2. temps de production thorique ........................................................................ 7
7.1.1.3. temps de production planifi............................................................................ 7
7.1.1.4. temps brut de fonctionnement ......................................................................... 8
7.1.1.5. temps net de fonctionnement............................................................................ 8
7.1.1.6. temps utile .......................................................................................................... 8
7.1.1.7. le TRG ................................................................................................................ 9
7.1.2. AMDEC (Analyse des Modes de Dfaillance, leurs Effets et leur Criticit)...... 10
7.1.2.1. Dmarche ......................................................................................................... 10
7.1.2.2. Pondration...................................................................................................... 11
7.1.2.3. Format d'AMDEC........................................................................................... 11
7.1.2.4. Limitations de l'AMDEC................................................................................ 12
7.2. Les outils de gestion de maintenance............................................................................. 12
7.2.1. les GMAO................................................................................................................. 12
7.2.2. les capteurs............................................................................................................... 13
7.2.3. Transfert des donnes ............................................................................................. 13
7.2.3.1. OPC .................................................................................................................. 14
7.2.3.2. MIMOSA.......................................................................................................... 15
7.2.3.3. PROTEUSE ..................................................................................................... 15
7.2.4. Systmes dacquisition des donnes....................................................................... 16
7.2.4.1. Lordinateur .................................................................................................... 16
7.2.4.2. Les capteurs ..................................................................................................... 17
CHAPITRE II Page 1 sur 31
7.2.4.3. Conditionnement des signaux ........................................................................ 17
7.2.4.4. logiciel............................................................................................................... 20
7.3. la maintenance intelligente ............................................................................................. 20
7.3.1. les mesures ............................................................................................................... 21
7.3.2. larchivage et lanalyse des donnes ...................................................................... 22
7.3.2.1. les systmes experts ......................................................................................... 24
7.3.2.2. raisonnement par cas ...................................................................................... 25
7.3.2.3. par utilisation dun rseau connexionniste (neurones) ................................ 26
7.3.2.4. base du modle.............................................................................................. 27
7.3.3. la surveillance .......................................................................................................... 29
8. Conclusion................................................................................................................................ 29
9. La liste des abrviations les plus utilises dans le jargon de la maintenance .................... 30
CHAPITRE II Page 2 sur 31
1. Introduction
La maintenance, un mot qui ne plait pas souvent au producteur, une activit sans
production, mais obligatoire avec des dpenses parfois gigantesques. En effet, elle consiste
seulement remettre les machines et les lignes de production en un tat qui leur permet de
produire dune faon optimale.
Les questions qui se posent :
- Est-elle vraiment ncessaire ?
- Existe-t-il une mthode unique normalise pour leffectuer ?
- Comment sy prendre ?
- Peut-on diminuer les cots ?
- Quels sont les paramtres qui entrent en jeu ?
- Quel est son impact sur la production ?
Toutes ces questions et dautres, ont permis la maintenance de se dvelopper et dtre
tudie comme un secteur part entire ces dernires annes. Des termes ont t dfinis :
fiabilit, disponibilit, maintenabilit des outils informatiques ont t dvelopps, GMAO,
systme expert, des programmes insrs dans les PLC des mthodes ainsi que
linstrumentation utilise, analyse vibratoire, endoscopie, thermographie, capteurs intelligents,
camras,
2. Un peu dhistoire
La maintenance est aussi ancienne que lapparition des outils cre par lHomme,
destins une fonction prcise. Soit pour la production : un boucher doit toujours aiguiser son
couteau et lentretenir contre la rouille pour bien couper la chair. Soit pour le bien-tre :
nettoyer chez soi, entretenir un btiment pour quil soit toujours habitable, des moyens de
transport, chariot, navire. Soit pour la scurit : entretenir les toits des maisons avant quils
seffondrent sur ses habitants, les murs de protection contre des intempries ou des
ennemis..
La maintenance a pris une autre ampleur avec lapparition des machines dans lindustrie
et dans le domaine des transports. Les mcanismes sont devenus plus complexes et une
connaissance approfondie des systmes et devenue ncessaire pour maintenir les machines en
bon tat. Cela a pouss les industries sparer les activits de production de celles de
lentretien et de maintenance.
Dans les annes soixante, la socit TOYOTA a introduit une approche connue sous le
nom de TPM (Total Production Maintenance) dans lindustrie nippone. Cela nest pas une
invention, mais seulement un retour en arrire. Avant la sparation des activits de production
et de maintenance, lagent de production tait responsable de la machine sur la quelle il
travaillait. Cette mthode existe toujours dans les pays sous-dvelopps. Un garagiste, faisant
lentretien dune voiture, soccupe de llectricit, la mcanique, la carrosserie et la
pneumatique. Cest le mme phnomne dans le domaine du btiment. Ceci est d aux
problmes conomiques, impossibles dengager du personnel spcialis. On verra plus loin
pourquoi un approche TPM et devenue intressante dans lindustrie.
CHAPITRE II Page 3 sur 31
3. pourquoi la maintenance ?
La matire, dans nimporte quel tat (solide, liquide ou gazeux), subissant des
contraintes est soumise aux phnomnes dusure, fatigue, rupture en gnral, elle perd ses
proprits initiales pour lesquelles elle avait t slectionne.
Les caractristiques des matires ont volu pour mieux rsister (acier dur, matires
composites, les huiles spciales). Lidal, est dobtenir une matire qui rsiste indfiniment
et dans nimport quelles conditions. Les recherches se poursuivent, mais en attendant, la
production se poursuit avec des matires plus au moins rsistantes. Invitablement, la matire
perd ses performances, le composant ne remplit pas sa fonction correctement, do lobligation
de le changer ou de le rectifier. Le but est de maintenir lensemble des composants qui
constituent un mcanisme en tat de fonctionner dune faon optimale, ce quon appelle la
maintenance .
4. Les types de maintenance
Comme dfinie plus haut, la maintenance consiste assurer le fonctionnement dune
machine le plus longtemps possible. Quatre types de maintenance ont t dfinis selon leur
apparition au fil de temps :
4.1. La maintenance curative
Le premier type de maintenance exerc, elle consiste changer un composant une fois
dfectueux. Ceci implique larrt imprvu de la machine, donc de la production. Un arrt brutal
peut entraner des endommagements sur des pices saines. La maintenance curative sexerce
toujours sur des lments qui nont aucune influence sur la production, comme changement
dampoules dclairage
4.2. La maintenance prventive
La maintenance prventive consiste remplacer des composants qui sont susceptibles
de tomber en panne, qui on a dtermin une dure de vie. Ceci se fait par des arrts
programms (avant). On peut aussi allonger leur dure de vie en diminuant les contraintes soit
par lubrification systmatique, pour diminuer les frottements, soit par changement des filtres
4.3. La maintenance prdictive
Comme son nom lindique, la maintenance prdictive consiste prdire la date exacte
o le composant tombera en panne. Pour y parvenir, on effectue des mesures soit priodiques
(off Line) soit en temps rel (on line), pour mesurer la dgradation des composants et le
remplacer la date optimale.
4.4. La maintenance proactive
Consiste analyser les causes des dfaillances et de les supprimer aprs. Cela
ncessite un historique dtaill des actions de maintenance exerces sur les machines
auparavant et lenvironnement de leur fonctionnement.
CHAPITRE II Page 4 sur 31
5. Le cot de la maintenance
La maintenance puise une partie non ngligeable des bnfices gnrs par la
production dune machine. Ce cot dpend de plusieurs facteurs :
- la complexit de la machine : plus la machine est complexe, plus elle demande des
agents experts et des composants chers
- la frquence des pannes,
- La priorit de la machine. Si la machine est principale pour la production (exp : une
machine-outil dans une usine de production de pices usines) son arrt signifie une
perte de production, par contre une machine secondaire (exp : une climatisation dans
la mme usine) naffecte pas la production.
- Une maintenance prventive excessive. Ceci implique des remplacements de pices
toujours en bon tat qui peuvent encore fonctionner normalement.
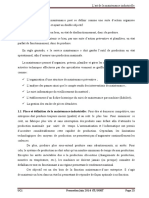
Le graphique ci-dessus montre que le cot global est un compromis entre le cot
direct dune action de maintenance et le cot gnr par les arrts dus aux dfaillances. Do la
ncessit doptimiser et de bien grer le service maintenance
6. Mthode et technologie
Pour la maintenance curative, aucune mthode spcifique nest dfinie.
Lamlioration de la technologie se limite au montage dmontage rapide, sachant que dans le
domaine de production, cette technologie a connu une grande volution (changement rapide
doutils dans un centre dusinage, changement de produit, etc.)
Alors qu'une maintenance prventive ncessite au minimum la mise en place d'une
base de donnes contenant les temps de fonctionnement moyen de chaque pice incluse dans
le programme de maintenance et dfinir les dlais des interventions systmatiques de
lubrification.
CHAPITRE II Page 5 sur 31
Dans le cadre d'une maintenance prdictive, plusieurs tapes sont ncessaires. Il faut
dans un premier temps analyser de faon approfondie la structure du systme, afin d'optimiser
le nombre et le positionnement des capteurs requis. Cette phase demande des connaissances
techniques et thoriques trs spcifiques, et le plus souvent l'intervention d'un laboratoire de
recherche spcialis dans ce domaine. Puis, les capteurs adapts aux pices surveiller
(capteurs de temprature, de courant, de vibrations, de son, etc.) doivent tre monts sur
l'installation et relier un systme informatique de supervision, systme adapt aux
caractristiques de chaque capteur prsent sur le rseau ainsi form. Ce systme joue le rle
d'interface entre les rsultats de la surveillance effectue et un oprateur de maintenance. Il
doit galement tre capable d'auto dcision dans certains cas (arrt d'urgence du systme),
lorsqu'une intervention humaine risque d'tre trop lente pour assurer une scurit minimale.
7. Gestion de la maintenance
Avec la complexit des systmes de production, les enjeux conomiques, les
diffrents services dune socit et le nombre du personnel. Un flux norme dinformation
arrive au service de maintenance. Une mauvaise gestion de ces informations conduit des
conflits de responsabilit, des retards dexcution et des pertes de temps et dargent.
Pour une bonne gestion, on doit savoir mesurer ce quon gre. Comme le Lord Kelvin
a dit Si vous pouvez mesurer ce dont vous parlez, et lexprimer en nombres, vous savez
quelque chose ; dans le cas contraire, votre savoir est dun genre thique et dficient. . Aprs il
faut trouver des solutions et faire le meilleur choix
7.1. Lindicateur
7.1.1. TRG (Taux de Rendement Globale)
Comme dj cit ci-dessus, le but de la maintenance est de prolonger le temps de
production des machines au maximum. Un indicateur savre ncessaire pour mesurer
lactivit. Le TRG est dfini comme un indicateur sur les performances des machines. Cet
indicateur utilise le temps des arrts des machines comme paramtres. Ce facteur est le rapport
entre le temps de fonctionnement utile de la machine (purement production) et la dure de vie
de la machine.
Le TRG permet damliorer la productivit et la maintenance des machines, il
sapplique toute activit, simple et dcomposable donc facile analyser. Les paragraphes
suivants dfinissent les lments essentiels du TRG.
7.1.1.1. cycle de vie des machines
La vie dune machine est dfinie entre sa premire mise en marche et sa rnovation.
On peut la dcomposer en trois temps :
La jeunesse, dfinit le temps des rglages ncessaire jusqu la production
optimale de la machine. Il sagit de changer les rglage par dfaut, reconfiguration du matriel
connects, et des dfauts de programmation : temporisation, manque des parties pour
empcher les sorties dentrer en conflit, lment de scurit (des conditions quon ajoute au
programme pour empcher qune telle sortie seffectue au moment dalerte par exemple)
La maturit, est la priode o la machine produit en fonction optimale. Les arrts
pendant cette priode sont causs par la dfaillance des composants, capteurs, actionneurs et
connecteurs.
CHAPITRE II Page 6 sur 31
La vieillesse, la priode o la machine est dpasse par le temps, soit sa
technologie ne permet pas une augmentation de la production soit les arrts sont trs frquents
cause du vieillissement de ses principales composantes, de toutes faons aucune machine ne
peut fonctionner ternellement (pour une cause ou autre) mme si cest le but dune
maintenance idale. Cette priode peut staler avec une rnovation de la machine.
Pannes
Rnovation
Temps
Jeunesse Maturit Vieillisse
7.1.1.2. temps de production thorique
Cest le temps dfini par les concepteurs de la machine, il dpend des coefficients de
scurit utiliss pendant le calcul des lments et lenvironnement dans lequel la machine est
suppose travailler. Ces deux paramtres, mme si on les prend en considration pendant la
conception, ne sont pas mesurables dune faon prcise, sauf dans des cas particuliers o le
risque doit tre rduit au minimum et que le cot de ralisation de la machine na pas
dimportance majeure.
Prenons un exemple simple, deux cartes dalimentation lectronique destines
remplir la mme fonction, une installe sur une navette et lautre sur une machine outil. Elles
auront la mme forme, seulement la premire est tudie avec prcision, produite par unit et
elle subira des tests ce qui augmente son cot de fabrication. Contrairement la deuxime,
fabrique en srie et dont les tests sont raliss sur des chantillons seulement. Quen est-il de
celles qui nont pas subit des tests, sachant quils sont majoritaires?
7.1.1.3. temps de production planifi
On peut dfinir deux types de machines :
Des machines autonomes, sans aucune assistance dun oprateur. Par exemple, les
systmes de conditionnement dair, les chanes de fabrication continue
Des machines non autonomes, o la prsence dun oprateur est oblige. Par
exemple, les ponts roulants, des units non incluses dans un processus continu (une presse
hydraulique, une emboutisseuse)
Dans les deux cas, des arrts sont planifis par les responsables de production, soit
pour un problme de liquidation des stocks, soit pour une maintenance prventive globale du
parc machine de la socit
CHAPITRE II Page 7 sur 31
Pour le deuxime cas, des arrts planifis supplmentaires cause de loprateur. Les
pauses djeuner, changement dquipe
Le temps de production planifi est le temps de production thorique moins le temps
des arrts planifis cits juste avant
On dfinit un facteur de planification, Pf, qui reprsente le pourcentage de temps de
fabrication planifi sur un fonctionnement thorique (24/24 pendants 365j/ans)
Pf = temps production planifi (h)/365*24
7.1.1.4. temps brut de fonctionnement
Les machines sont susceptibles de tomber en panne, comme expliqu ci-dessus. Donc
en plus des arrts planifis, viennent sajouter les arrts imprvus cause des pannes. Ce
temps darrt est plus lent avec la complexit de la panne et la mauvaise gestion de
maintenance.
Une autre cause oblige des arrts frquents, les changements doutil pendant la
production. Pendant une phase dusinage on est souvent amen changer loutil, dans une
usine de produit plastique par injection, les produits sont trs diversifis donc un changement
de moule. Ce type darrt et mesurable, les technologies rcentes ont pu les rduire de plus en
plus.
On se retrouve avec un temps de production thorique encore rduit et on dfinit un
autre coefficient qui tient compte de ces deux types darrt, le facteur de disponibilit D
D = (temps brut de fonctionnement)/(temps de production planifi)
7.1.1.5. temps net de fonctionnement
La rduction de vitesse de production intervient aussi comme une perte de production
quon peut assimiler un arrt. Des micros arrts influencent aussi la production comme des
coupure ou des chutes de tension.
Cela sajoute la totalit des arrts et le temps brut de fonctionnement ce rduit un
temps de fonctionnement net. On peut dfinir le facteur de vitesse V de deux manires
diffrentes :
V = (temps net de fonctionnement)/(temps brut de fonctionnement)
V = (temps de production rel)/(temps de production nominal)
7.1.1.6. temps utile
La qualit des produits de fabrication est primordial surtout avec les exigences des
clients et la concurrence, mais de temps en temps, on se rend compte quelle nest pas
accomplie.
Deux types de pertes cause de mauvaise qualit se produisent. Le premier, les
produits non-conformes au cahier des charges et quon ne peut pas vendre. Le deuxime, le
CHAPITRE II Page 8 sur 31
temps de dtection de la cause de mauvaise qualit et sa rparation (mauvais paramtres,
mauvais programmes) ainsi que le temps de dmarrage de la machine (le temps de
dmarrage dpend de linertie du systme global)
Le temps utile de fonctionnement se dfinie comme le temps de fonctionnement de la
machine dans la quelle elle a fabriqu un produit conforme sans compter les temps darrt
auparavant. Le coefficient de qualit Q est :
Q = (temps utile)/(temps net de fonctionnement)
Q = (production bon)/(production totale)
7.1.1.7. le TRG
Aprs avoir dfini les facteurs des arrts possibles, il reste les mesurer. Pour cela, il
est obligatoire de crer un journal de bord de chaque machine, qui contient un timing bien
dtaill de chaque arrt qui cest produit, sa cause et la solution apport. Aprs un certain
temps, on obtient lhistorique de tout le parc machine.
Pour la mesure de lindicateur TRG, on sintresse au facteur temps de lhistorique
cr, on le calcule en se rfrant tous les types darrts.
CHAPITRE II Page 9 sur 31
Comment le TRG peut amliorer la productivit?!... Comme on a mesur les temps
darrts et leur proportion dans la totalit de la production, on peut dfinir quel type darrt
cause le plus de tort. Linformation circule entre les diffrents services, bureau des mthodes,
production et maintenance. Chacun prend la partie quil peut amliorer. Le rsultat final
dpendra des comptences et de la crativit de la socit.
7.1.2. AMDEC (Analyse des Modes de Dfaillance, leurs Effets et leur Criticit)
L'AMDE est essentiellement une dmarche dductive qui consiste dfinir au
niveau d'un systme les effets des dfaillances des lments de ce systme (les dfaillances
des lments doivent tre connues).
Il est possible de complter cette dmarche par :
Une recherche des causes de cette dfaillance ;
une recherche des donnes existantes (contrles, prventifs ou non) en
mesure de dtecter la cause avant qu'elle n'entrane pas la dfaillance ;
une recherche des recommandations permettant de rduire ou de supprimer la
cause ou son impact.
L'AMDEC ajoute l'AMDE une criticit permettant une hirarchisation. Cette
criticit peut tre :
restreinte un indice de gravit tabli sur la gravit du seul effet (exemple : 0
= perte dalimentation, 0R = perte dalimentation mais groupe de secoure existe, 1 = perte
d'une fonction comme chute de puissance fournie, 2 = dgradation d'une fonction, etc.) ;
la multiplication de l'indice de gravit par l'indice d'occurrence de la cause ;
la multiplication de l'indice de gravit par l'indice d'occurrence de la cause et
par l'indice de dtection des contrles.
Dans les deux derniers cas il est possible de fixer un IPR (Indice de Priorit du
Risque), au dessus duquel toute criticit doit tre rduite.
De telles analyses peuvent tre adaptes toute interrogation dans tout domaine. Elles
peuvent servir de base, entre autres, aux analyses de risque et aux analyses de testabilit.
Le but est de hirarchiser les actions d'amlioration conduire sur un processus, un
produit, un systme en travaillant par ordre de criticit dcroissante.
7.1.2.1. Dmarche
Pour garantir un rsultat acceptable, la ralisation d'une AMDEC doit avant tout
s'inscrire dans une dmarche d'analyse du systme. En effet, celle-ci aura permis d'identifier
les fonctions, les paramtres critiques mettre sous contrle et sur lesquels les analyses type
AMDEC porteront. Ainsi le primtre sur lequel l'AMDEC doit tre ralise sera identifi.
Une fois ce primtre tabli, on identifie (de manire systmatique) les modes de dfaillance
CHAPITRE II Page 10 sur 31
potentiels. On peut se baser sur l'exprience acquise ou, selon les domaines, sur des
rfrentiels dfinissant les modes de dfaillance "type" prendre en compte.
Ensuite on identifie pour chaque mode de dfaillance :
ses causes, pondres en termes de probabilit d'apparition,
ses effets, pondrs en termes de gravit,
ainsi que les mesures en place pour limiter la dfaillance, pondre en
probabilit de non dtection.
Le produit (probabilit d'apparition) x (gravit) x (probabilit de non dtection)
donne la criticit.
On traitera en priorit les causes des modes de dfaillance prsentant les plus fortes
criticits.
7.1.2.2. Pondration
En gnral on construit le tableau de pondration adapt au problme tudier.
Souvent on utilise une notation allant de 1 10 (il ne faut jamais coter zro car elle conduit en
erreur de calcul et une mauvaise interprtation).
Note Frquence ou Note Gravit Note Probabilit de non
F probabilit G D dtection
d'apparition
10 permanent 10 mort d'homme 10 aucune probabilit de
dtection
5 Frquent 5 Consquences 5 un systme de
financires et/ou dtection est en place
matrielles mais n'est pas
infaillible
1 rare 1 pas grave 1 le systme de
dtection est
infaillible
Tout ceci pour :
amliorer la conception du processus ou du produit.
orienter les mesures de prvention.
On value la criticit par le produit : . Plus C est grand, plus le
problme est critique.
7.1.2.3. Format d'AMDEC
Pour raliser une AMDEC, on utilise un tableau qui comporte les colonnes
suivantes :
identification du composant ou du sous-ensemble,
CHAPITRE II Page 11 sur 31
identification de la ou des dfaillances pouvant affecter le composant ou le
sous-ensemble,
recherche des consquences de cette dfaillance sur le systme,
cotation de la frquence de la dfaillance,
cotation de la gravit des consquences,
valuation de la criticit (en gnral on retient le produit frquence x gravit).
Il existe de nombreux logiciels d'analyse des dfaillances et de gestion des risques
qui utilise la mthode AMDEC. Certains sont coupls d'autres logiciels de gestion de projet,
Une mthode drive de l'AMDEC est aussi utilise dans les industries agro-
alimentaire, chimique et pharmaceutique : le HACCP. Cette mthode s'intresse plus
particulirement la fabrication.
Les fabricants de machines utilises en ambiance explosive doivent obligatoirement
raliser un AMDEC qui tient compte aussi des risques d'chauffement ou d'tincelles, quelle
que soit leur origine.
7.1.2.4. Limitations de l'AMDEC
Si l'AMDEC est un outil intressant pour la sret de fonctionnement, elle ne
permet pas cependant d'avoir une vision croise des pannes possibles et de leurs consquences
(deux pannes surviennent en mme temps sur deux sous-systmes, quelle est la consquence
sur le systme tout entier ?).
De plus, l'outil AMDEC ne doit pas devenir une fin en soi. Il est courant que des
risques soient associs inutilement un AMDEC (ex : larrt de distributeur de boisson dans
la buvette de lusine), ou que des acteurs considrent que les problmes nots dans l'AMDEC
sont des problmes rsolus.
7.2. Les outils de gestion de maintenance
Le dveloppement de linformatique, les moyennes de transmission, les appareils de
mesure, le dveloppement des GMAO, les capteurs intelligents, les voies de communication et
leurs protocoles, et les systmes experts pour lanalyse, ont permis la gestion de la
maintenance de se dvelopper et de devenir une discipline indpendante ces dernires
dcennies.
7.2.1. les GMAO
Ce sont des logiciels qui permettent la cration des bases de donns sur lhistorique
des machines, la variation des stocks des magasins, elles sont dotes des fonctionnalits
suivantes :
fonction maintenance, pour reprer lemplacement des machines, crer la liste des
pices de rechange, cration des plans et ordres des travaux, calendrier de la maintenance
systmatique, visite des inspections et fiche des relevs.
fonction stock, dtails sur les pices, leur catalogue, leur emplacement dans le
magasin, sortie entre et rservation des pices, loutillage
CHAPITRE II Page 12 sur 31
fonction personnel, pour lattribution des tches, comptence, disponibilit du
personnel (cong, maladie)
fonction fournisseur, les fournisseurs existants et leur produit ainsi que les prix
fonction achat, cration des bons de commande, appels doffres, factures
7.2.2. les capteurs
Le rle des capteurs dans la maintenance est de prlever des mesures sur ltat des
machines ou sur la qualit des produits fabriqus, un rle diffrent de ceux destins la
production. Les plus rependus sont :
- Les capteurs des vibrations, la surveillance vibratoire des machines tournantes qui
permet de mettre en vidence des balourds, dsalignements, dfauts de roulements, tourbillons
de fluides, dsquilibres lectriques et rsonances;
Les camras infrarouges, la thermographie qui permet de vrifier les connexions
lectriques, les dphasages, les roulements, les surchauffes mcaniques, les calorifuges, les
dfauts internes de certains composants ;
Lanalyse des huiles qui permet de dtecter les pollutions (internes ou externes),
les usures (normales ou anormales) de lquipement et la capacit du lubrifiant remplir son
rle de diminuer les frottements ;
Il existe dautres techniques de surveillance comme lendoscopie, la gammagraphie,
la magntoscopie pour les matriaux ferromagntiques, la dtection des fuites. Reste aussi la
possibilit que les responsables peuvent imaginer par les moyennes existants, comme le
contrle de consommation dnergie par une simple mesure de courant absorb, la variation de
temprature laide dun Pt100 ou un thermocouple, lobjectif est de pouvoir dceler les
dfauts avec des moyennes moins chres, le choix est dfini par les tolrances, les prix et
lemplacement des capteurs.
Deux mthodes sont utilises,
off Line, qui utilise des appareils portatifs, lagent de maintenance prlve des
mesures priodiquement, qui sont ensuite enregistrs sur une base de donne . Ces appareils
portatifs sont constitus du capteur, dun conditionneur de signal, dun enregistreur et parfois
dun analyseur ;
on line, les capteurs sont installs en permanent, connects directement avec le
poste de contrle, les relevs de mesure sont en temps rel transmis en direct vers le post de
maintenance ou des logiciels sont installs pour lanalyse.
7.2.3. Transfert des donnes
(Cette partie concerne les applications on line cites ci-dessus)
Pour le transfert des donnes, les supports restent les mmes que pour les autres
applications, savoir cble coaxial torsad, fibre optique, Wifi, infrarouge
Par contre, le problme reste dans les protocoles de communication. Je ne vais pas
parler de tous les protocoles existants, mais seulement du protocole OPC. Ce protocole essaie
de rsoudre le problme de standardisation, car avant, chaque fournisseur dveloppait son
propre protocole et le client se trouve devant des centaines de produit non compatibles entre
eux, ce qui limite la multiplicit des fournisseurs.
CHAPITRE II Page 13 sur 31
7.2.3.1. OPC
LOPC est un protocole de communication qui permet lchange des donnes entre
des systmes htrognes (logiciels et matriels), il est bas sur les technologies OLE,
dvelopper par Microsoft, technologie dintgration dobjet par intgration complte soit par
rfrence (les liens), COM, standard de communication entre diffrentes applications et
DCOM, qui est une volution de COM pour la rpartition sur un rseau.
Les spcifications OPC dfinissent des groupes dinterface . Ces interfaces traitent
des diffrents domaines du Process Control .
OPC Common et OPC Security (spcification commune tous les serveurs)
OPC Data Access (les donnes temps rel).
OPC Alarm & Event (Les alarmes et vnements).
OPC Historical Data Access (Les historiques)
OPC Batch (les traitements par lot)
Pour mieux comprendre lOPC, voici une similitude avec un centre de traduction
Matriels
Utilisateur OPC Chinois
Standard Allemand
Belge de
traduction
Anglais
Les informations circulent dans les deux sens.
LOPC assure la distribution des messages, leur Portugais
provenance et leurs destinations
Russe
Quels sont les avantages que lOPC prsente ?
Avec OPC on peut remplacer un quipement par un autre sans remplacer
lapplication cliente.
Exemple : Lautomate A1 du constructeur C1 est install sur un four de coule.
Lexploitant du four de coule utilise une application ERP relie sur lautomate via un client
OPC. Si lautomate A1 est remplac par lautomate A2 du constructeur C2. Le lien ERP ne
demandera au pire quun simple paramtrage.
De la mme manire, on peut remplacer ou ajouter des applications clientes sans
toucher aux serveurs et sans altrer les autres clients.
CHAPITRE II Page 14 sur 31
Avec OPC on peut raliser des supervisions plus performantes et pour un cot
rduit.
Avec OPC on simplifie nos oprations de maintenance.
Avec OPC les applications sont toujours prtes voluer avec les nouveaux
besoins des clients.
Aprs avoir standardis le protocole de communication, les utilisateurs se trouvent
devant un autre problme, celui du signal. En fait, il faut assurer la concordance entre les
informations changes entre diffrents services, car pour une bonne gestion de maintenance,
les informations utilises proviennent de tous les services et vice-versa, do lapparition de
MIMOSA.
7.2.3.2. MIMOSA
MIMOSA est une standardisation des informations destines la maintenance et aux
oprations par un systme ouvert, ceci permet aux entreprises de crer leur propre architecture
de leur systme avec des produits multifournisseurs avec un protocole de communication
unique. Il fournit un niveau par lequel les informations scoulent dans les deux sens entre le
ERP 1et EAM2 et la possibilit de les rutiliser.
MIMOSA a t dvelopp par larme amricaine. Aujourdhui, cest une fondation
sans but lucratif dont les membres sont les grands fournisseurs industriels des systmes
automatiss. Bas sur la technologie XML, lOPC-XML et MIMOSA ont aid les utilisateurs
travailler avec un seul bus de communication, o toutes les informations, oprations et
maintenance, circulent et sur lequel chaque service de lentreprise peut se connecter soit pour
recevoir des informations, soit pour les fournir. La collaboration entre la fondation OPC,
MIMOSA, et leurs membres a donn naissance un systme ouvert dchange dinformation
pour la production et la maintenance intitul Open O& M
7.2.3.3. PROTEUSE
PROTEUSE est un projet similaire MIMOSA, qui est dvelopp par Cegelec,
CNRS et Schneider Electric. Ses objectifs sont de fournir une plate-forme et les concepts
gnriques pour construire des systmes de e-maintenance industrielle incluant les systmes
existants dacquisition de donnes, de contrle commande, de gestion de la maintenance,
daide au diagnostic, de gestion de la documentation, etc. c'est--dire, une interaction complte
entre les systmes dacquisition de donnes (comme SCADA3), des aides au diagnostic, un
systme de GMAO, un ERP, un systme de documentation. Chacun de ces systmes sappuie
sur un certain modle de lentreprise, du systme physique ou de linstallation maintenir.
Ces modles sont diffrents puisque leurs objectifs le sont, mais ils sont aussi incohrents, car
dfinis indpendamment les uns des autres. Les logiciels sont parfois redondants (d au mme
langage utilis), mais dans tous les cas non interoprables, car les informations sont
reprsentes dune faon htrogne et que les interfaces sont incompatibles. Cest cette
interoprabilit que le projet Proteuse cherche dvelopper.
1
ERP : Entreprise Ressource Planning
2
EAM : Entreprise Asset Management
3
SCADA : Supervisory Control And Data Acquisition
CHAPITRE II Page 15 sur 31
7.2.4. Systmes dacquisition des donnes
Aujourdhui, de nombreux ingnieurs et scientifiques utilisent un ordinateur de
bureau traditionnel avec des priphriques de types PCI, ISA, PXI/CompactPCI, PCMCIA, et
des communications via les ports USB, IEEE 1394, parallle ou encore le port srie pour faire
de lacquisition de donnes dans les laboratoires de recherche, dans les domaines du test et de
la mesure, ou bien de lautomatisation industrielle.
De nombreuses applications utilisent des cartes enfichables pour acqurir les
donnes et les transfrer directement vers la mmoire de lordinateur. Dautres systmes
ncessitent du matriel dport reli lordinateur par les ports parallle ou srie.
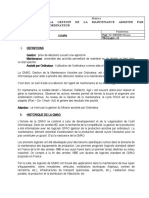
Rcuprer des rsultats cohrents partir dun systme dacquisition de donnes sur
ordinateur dpend de chacun des lments suivants (figure 1) :
lordinateur
les capteurs
le conditionnement du signal
le matriel dacquisition de donnes (DAQ)
le logiciel
Cette note dapplication offre une vue densemble de chacun de ces lments en
expliquant les critres les plus importants. Elle dtaille galement la terminologie propre aux
lments qui composent un systme dacquisition de donnes sur ordinateur.
Figure 1. Le systme de base d'acquisition de donnes sur ordinateur
7.2.4.1. Lordinateur
Lordinateur utilis pour le systme dacquisition de donnes peut particulirement
influencer la vitesse maximale laquelle est ralise lacquisition de donnes continue. La
technologie daujourdhui vante les processeurs PowerPC et Pentium associs larchitecture
haute performance du bus PCI, ainsi que du bus ISA traditionnel ou de lUSB. Avec larrive
du PCMCIA, lacquisition de donnes portable est rapidement devenue une alternative plus
flexible que les systmes dacquisition de donnes sur ordinateur standard.
Pour les applications dacquisition de donnes dportes qui utilisent la
communication srie RS-232 ou RS-485, le dbit des donnes est habituellement limit par le
taux de transfert de ce type de communication. Les capacits de transfert des donnes de
lordinateur utilis peuvent affecter de faon significative les performances du systme DAQ.
CHAPITRE II Page 16 sur 31
Tous les ordinateurs disposent de plage mmoire et dIRQ4 (transfert dinterruption).
Les DMA5, non disponibles sur certains ordinateurs, augmentent le dbit du systme en
utilisant des donnes matrielles rserves pour transfrer directement les donnes acquises
vers la mmoire du systme.
En utilisant cette mthode, la mmoire du processeur nest pas sollicite pour
dplacer les donnes et est ainsi disponible pour effectuer des tches plus complexes.
Pour bnficier des avantages des DMA et des IRQ, la carte DAQ que vous choisissez doit
tre capable deffectuer ce type de transfert. Le facteur restrictif pour lacquisition dun grand
flux de donnes est souvent le disque dur. Le temps daccs au disque et la fragmentation du
disque dur peuvent diminuer de faon importante le taux maximum de donnes acquises et
transfres vers le disque. Pour les systmes acqurant des signaux haute frquence, vous
devez slectionner une haute vitesse pour votre PC et tre certain que lespace disponible sur
le disque dur du PC est suffisant pour contenir toutes les donnes de faon contigu (les
donnes ne doivent pas tre fragmentes).
Les applications ncessitant le transfert temps rel de signaux haute frquence ont
besoin dune haute vitesse, dun processeur 32 bits avec un co-processeur associ ou bien d'un
processeur intgr comme une carte DSP. Si lapplication acquiert et ajuste les donnes
simplement une ou deux fois par seconde, un ordinateur bas de gamme est suffisant.
On doit aussi faire attention au choix de notre systme dexploitation ainsi quau
format de nos cartes (PCI, ISA) afin de prenniser notre application et de pouvoir la faire
voluer si nous le souhaitons. Les facteurs qui doivent influencer notre choix dpendent la
fois des applications souhaites et des besoins des dveloppeurs, des utilisateurs finaux et
autres personnes qui vont utiliser lordinateur aujourdhui et demain. Les facteurs prendre en
compte dans le choix de telle ou telle configuration sont les cots et la compatibilit de
lapplication avec lenvironnement final.
7.2.4.2. Les capteurs
Les capteurs mesurent les phnomnes physiques et fournissent des signaux
lectriques aux systmes dacquisition de donnes. Par exemple, les thermocouples, RTD
(sondes platine), thermistances ou les capteurs intgrs convertissent une temprature en un
signal analogique quun convertisseur analogique/numrique peut mesurer.
Comme capteur, on peut galement citer les jauges de contrainte, les capteurs de flux,
de pression, de force. Dans chaque cas, les signaux lectriques produits sont proportionnels
aux paramtres physiques mesurs.
7.2.4.3. Conditionnement des signaux
Les signaux lectriques gnrs par les capteurs doivent tre adapts la gamme
dentre de la carte dacquisition. Les accessoires de conditionnement du signal doivent
amplifier les signaux faibles, puis les isoler avant de les filtrer pour obtenir des mesures plus
prcises.
4
IRQ : Interrupt Request, une interruption qui est dclenche par une ligne d'entre-sortie matrielle
d'un microprocesseur ou d'un microcontrleur.
5
DMA : Direct Memory Access,
CHAPITRE II Page 17 sur 31
Amplification
Le conditionnement le plus courant est lamplification. Par exemple, les signaux
issus de thermocouples tant de faible amplitude, ils doivent tre amplifis afin damliorer la
rsolution et de rduire le bruit. Pour avoir la meilleure prcision possible, le signal doit tre
amplifi afin que la gamme maximale en tension du signal conditionn soit gale la gamme
maximale du convertisseur analogique/numrique.
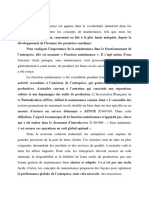
Le gain est appliqu aux signaux de faible amplitude au niveau dun amplificateur.
Ainsi, lentre de lordinateur, on envoie des signaux amplifis ce qui minimise leffet du
bruit sur les lectures. Il est ncessaire damplifier les signaux au plus prs de la source afin
daugmenter le rapport signal sur bruit.
Figure 2. Reprsentation d'un systme DAQ avec une centrale de
conditionnement SCXI de chez NI
Isolation
Un autre type de conditionnement du signal courant consiste isoler les signaux issus
du capteur de lordinateur pour des problmes de scurit. En effet, lapplication peut fournir
des signaux transitoires haute tension qui risquent dendommager lordinateur.
Une autre raison pour laquelle il est ncessaire disoler les signaux est de sassurer que les
signaux issus de la carte dacquisition ne sont pas affects par des diffrences de potentiel
provoques par un problme de masse ou de mode commun.
Lorsquune entre de la carte dacquisition et le signal acquis sont chacun rfrencs une
masse, des problmes peuvent apparatre sil y a une diffrence de potentiel entre les deux
masses.
Cette diffrence peut crer une boucle de masse qui fausse la reprsentation du signal
acquis, et peut mme causer des dommages au systme de mesure. En utilisant des modules de
conditionnement du signal, vous liminerez la boucle de masse et vous vous assurerez que les
signaux acquis sont prcis.
Multiplexage
CHAPITRE II Page 18 sur 31
Une technique usuelle pour mesurer de nombreux signaux avec un seul priphrique
est le multiplexage. Les priphriques de conditionnement du signal pour les signaux
analogiques fournissent souvent un multiplexage pour les signaux lents comme une
temprature. Cela vient en plus du multiplexage dj fourni par la carte dacquisition de
donnes. Le convertisseur analogique/numrique chantillonne une voie, puis commute sur
une autre voie, chantillonne cette nouvelle voie, et ainsi de suite. Etant donn que le mme
convertisseur analogique/numrique chantillonne plusieurs voies au lieu dune seule, la
vitesse dchantillonnage relle sur chaque voie est inversement proportionnelle au nombre de
voies multiplexes.
Filtrage
Lobjectif dun filtre est de supprimer les signaux non dsirs (parasites) du signal
que lon souhaite acqurir. Un filtre anti-bruit est utilis sur des signaux continus comme une
temprature pour attnuer les signaux haute frquence qui rduisent considrablement la
prcision de la mesure.
Les signaux alternatifs comme une vibration ncessitent souvent un type de filtre
diffrent comme un filtre anti-repliement. Comme le filtre anti-bruit, le filtre anti-repliement
est galement un filtre passe-bas : cependant, il dispose dune frquence de coupure trs raide
qui permet presque dliminer totalement toutes les frquences du signal suprieures la
bande passante dentre de la carte dacquisition. Si les signaux ne sont pas limins, ils
pourront apparatre tort comme des signaux "entrant" dans la bande passante de la carte.
Excitation
Le conditionnement du signal peut galement fournir une excitation, en tension ou en
courant, pour des capteurs comme les jauges de contrainte, les thermistances et les RTD
(sonde platine).
Les modules de conditionnement de signaux pour ces capteurs sont souvent fournis
par ce type de matriel. Les mesures effectues avec des RTD sont en gnral acquises avec
une excitation en courant qui convertit la variation de rsistance en tension. Les jauges de
contrainte, dont les variations de rsistances sont trs faibles, ncessitent une configuration en
pont de Wheatstone avec une excitation en tension.
Linarisation
Un autre type de conditionnement du signal est la linarisation. De nombreux
capteurs, comme les thermocouples, jauges de contrainte et autres RTD, ont une rponse non
linaire.
Il est trs important de comprendre la nature de votre signal, la configuration dans
laquelle le signal a t mesur et les effets de lenvironnement extrieur de la mesure.
A partir de cela, vous pouvez facilement dterminer si le conditionnement du signal est une
partie essentielle de votre systme dacquisition de donnes.
CHAPITRE II Page 19 sur 31
7.2.4.4. logiciel
Il existe plusieurs logiciels de gestion des donnes, ceux qui travaillent avec des
tableaux, ceux qui travaillent avec des fichiers textes, ces derniers sont plus avantageux vu
lnorme quantit de donnes quils peuvent stocker avec un minimum de mmoire physique.
Le plus rpandu est le SQL, vu sa simplicit et sa gratuit.
SQL se dcompose en 5 parties, savoir :
Ordres LDD (langage de dfinition des donnes, ou DDL, Data Definition
Language) : permet de modifier la structure de la base de donnes
Ordres LMD (langage de manipulation des donnes, ou DML, Data
Manipulation Language) : permet de consulter / modifier le contenu de la base de donnes
Ordres LCD (langage de contrle des donnes, ou DCL, Data Control
Language) : permet de grer les privilges, cest--dire les utilisateurs et les actions quils
peuvent entreprendre
Ordres TCL (Transaction Control Language, langage de contrle des
transactions) : permet de grer les transactions, cest--dire rendre automatique divers ordres
enchans en squence
SQL procedural : PSM (Persistent Stored Module), CLI (Call Level
Interface), Embedded SQL, qui est un ensemble doutils pour que SQL sinterface avec des
langages htes.
Afin de prendre en compte les spcificits (hritage, navigation transparente) des
langages objets (Java, DotNet, C++), de nouveaux langages de requte sont venus
complter SQL. Ceci permet une manipulation des donnes plus labores dune faon plus
simple.
7.3. la maintenance intelligente
Le mot intelligente ne signifie pas lintelligence artificielle, mais elle fait
rfrence lutilisation des technologies les plus rcentes dans le domaine industriel et du
traitement dinformation pour optimiser les interventions de maintenance.
La taille des instruments de mesure est devenue tellement petite quon peut les
insrer au cur de la machine, comme les capteurs utilisant les matriaux pizolectriques. La
capacit de stockage des donnes a augment considrablement ainsi que la vitesse de leur
traitement et leur transfert. Les algorithmes dvelopps de correction et de dtection
sinvestissent dans les systmes de suivi de production comme les MES6.
La maintenance intelligente se base sur trois fonctions essentielles, les mesures,
larchivage et lanalyse des donnes, et la surveillance.
6
MES : Manufacturing Execution System
CHAPITRE II Page 20 sur 31
7.3.1. les mesures
Les mesures consistent collecter les informations sur ltat de la machine. Les
grandeurs les plus exploites sont les vibrations, la temprature, ltat des huiles, le couple et
les variables de procd.
-les vibrations
Les mouvements relatifs des rotors par rapport leurs paliers, accessibles
notamment par les capteurs courants de Foucault, les plus utiliss. Les mouvements absolus
de ces rotors qui associent les premiers aux mouvements des paliers. Les mouvements absolus
des paliers et carters, accessibles par des vlocimtres et des acclromtres. Les "bruits"
mcaniques et arohydrodynamiques accessibles par des capteurs de type microphonique et
par des acclromtres.
-la temprature
Laugmentation de la temprature est souvent un signe de lexistence des frottements,
des mauvaises connexions lectriques ou tout simplement un mauvais fonctionnement dun
refroidisseur. Deux types de capteurs se distinguent. Mesure par contact, PT100,
thermocouple, thermistance. Les mesures sans contact, camras infrarouges ; les plus utilises
actuellement, les thermomtres distance
ltat de lhuile
Dune manire gnrale, tous les mcanismes lubrifis, sont susceptibles dtre
surveills dans leur fonctionnement par analyse de leur lubrifiant en service. Les rsultats
permettent de dceler des anomalies caractristiques telles que : la contamination par des
particules internes lquipement, lvolution par comparaison des rsultats obtenus chaque
analyse, le type dusure, la pollution par des agents extrieurs.
le couple
Le couple nominal dune machine indique son fonctionnement normal, sa mesure se
fait par lintermdiaire du courant absorb. Lexistence des variations du couple ou
lapparition des harmoniques au niveau de courant (attention ne pas confondre avec ceux
gnrs par llectronique dalimentation) indique lexistence des anomalies : des frottements,
pertes dans la charge, colmatage dune pompe
les variables du procd
Les variables du procd sont souvent les entres dun API. elles peuvent tre
analogiques, numriques ou TOR. Leur intrt est quelles sont dj mesures pour le
fonctionnement de la production, mais on peut observer leur absence, leur variation ou leur
apparition pendant des instants inappropris. Cela indique : des dysfonctionnements des
capteurs, des mauvaises connexions, une mauvaise programmation ou un mauvais
droulement du procd (apparition des retards des mouvements ou ils deviennent trs lents).
CHAPITRE II Page 21 sur 31
7.3.2. larchivage et lanalyse des donnes
Larchivage est la cration des bases de donnes sur ltat des machines. Le dbut de
cette action tait sur des supports en papier puis on les encodait sur les PC via le clavier, cest
toujours le cas en ce qui concerne les observations des techniciens, par contre, les mesures se
transfrent directement vers la mmoire des PC via les systmes dacquisition des donnes. Le
stockage de grands volumes de donnes peuvent tre stockes de manire diverse, dans des
bases de donnes relationnelles, dans un entrept de donnes (datawarehouse), mais qui peut
aussi tre rcupres de sources riches plus ou moins structures comme Internet, ou encore
en temps rel (appel un call center).
Une base de donnes se traduit physiquement par un ensemble de fichiers sur disque.
Il existe plusieurs types de bases, Bases de donnes hirarchiques, Bases de donnes
rseau, Bases de donnes relationnelles, Bases de donnes orientes objet, Bases de donnes
semi-structures, Bases de donnes multidimensionnelles et Bases de donnes XML natives.
La diffrence entre eux est le type de donnes ainsi que la structure utilise pour les stocker.
Ceci rend les uns plus avantageux que les autres pour une applications ou lautre. Dans un but
comme la gestion de maintenance intelligente avec une interaction avec tous les services de
lentreprise, dans laquelle les informations sont htrognes, la base la mieux adapte est les
Bases de donnes XML natives, ces bases de donnes s'appuient sur la structure offerte par le
langage XML pour stocker les donnes et les reprer. Elles permettent de stocker des volumes
importants de donnes ou de documents, y compris multimdia. Sachant aussi que le standard
MIMOSA et le projet PROTEUS utilisent aussi la technique XML pour intgrer le WEB dans
la gestion globale de lentreprise.
Aprs, vient la phase danalyse de ses donnes. Interprter et dfinir lorigine des
dfauts, diagnostiquer les meilleurs moments et type dintervention. La complexit danalyse
dpend de celle de la machine et de sa criticit, plus la machine est complexe
technologiquement plus la dtection de lorigine du dfaut est difficile et plus elle est critique
plus la dcision dintervention devient complexe vu les enjeux intervenants.
Actuellement, larchivage et lanalyse se font en temps rel grce :
Au dveloppement des systmes dacquisition des signaux analogiques
Au dveloppement des logiciels pour leur traitements et aide au diagnostic
(systme expert)
Le plus intressant, et ce qui a permis les deux premiers dveloppements, est la
standardisation du protocole de communication OPC et celui des informations de
maintenance et des oprations MIMOSA , PROTEUS ou similaire.
Lanalyse des donnes implique lanalyse des mesures prleves, donc la ncessit de
bien comprendre le fonctionnement du systme tudi. Les logiciels qui traitent ses donnes
utilisent des algorithmes mathmatiques trs puissants, mais avant, ils ont besoin dun modle
mathmatique comme rfrentiel de comparaison do lintrt dune modlisation du
systme. Peut ont crer ses propres outils danalyse ?
Si on a une profonde connaissance sur le systme tudi, et une base solide en
informatique, on peut sinitier dans ce domaine. La limite dpendra du volume des donnes,
CHAPITRE II Page 22 sur 31
de leur homognit, et du type dinformation quon veut extraire. Par exemple, la valeur
efficace du courant absorb par un ventilateur qui fonctionne 24/24 dans les mmes conditions
doit tre constante, sa variation implique lapparition danomalies ou plus gnralement le
changement des conditions de travail. Les causes sont trs divers, tous types de frottement,
changement de pression en amont ou en aval, la base de donne, ainsi enregistre, nous
indique lvolution du courant. Si, par exemple, le courant est en augmentation constante, on
peut supposer laccentuation des frottements. Par contre, si sa valeur varie autour de la
normale, on peut supposer la variation des pressions. Pour trancher entre les hypothses
avances on utilise des enregistrements raliss auparavant qui servent de comparatifs. La
difficult commence quand on veut plus de prcision sur les causes, frottements dus aux
roulements, paliers, les aubes on aura besoin de plus dinformations sur le courant. Pour
ceci, lexploitation de tous les paramtres du courant (amplitude en temps rel, facteur de
forme, les harmoniques) peut donner des informations plus prcis sur les causes, toujours en
se rfrenciant des enregistrements.
Cet exemple suggre lutilisation dinstrumentation supplmentaire. Dans certains
cas les donnes de production sont largement suffisantes pour avancer des hypothses sur
ltat des machines. Sur un systme squentiel automatis, le simple enregistrement des
variables de procd au fil du temps est une mine dor dinformations sur droulement du
procd, on peut imaginer un vrin, qui effectue sa course en 2 secondes dans un
fonctionnement nominal, une variation de cette dure (on tenant compte de toutes les
conditions de travail, pression, charge) peut indiquer une ventuelle dgradation du vrin,
bien sr, une analyse plus approfondie sur tous les paramtres enregistrs peut donner plus de
prcision sur la dfaillance.
Dans le cas dun systme plus complexe, o les variables sont multiples, htrognes
et que les donns rcoltes sont volumineuses, on ralise un Data Mining dont la
signification est lexploration de donnes, fouille de donnes, (forage de donnes) ou encore
extraction des connaissances qui sont exploitables.
Le Data Mining est un processus d'analyse qui adopte une dmarche empirique et
essaye de faire sortir, partir des donnes, des hypothses dont lutilisateur doit valider la
fiabilit. Ces principales tapes sont les suivantes :
Formaliser le problme quon cherche rsoudre en terme de donnes
Accder aux donnes quelles qu'elles soient
Prparer les donnes en vue des traitements et utilisations futurs
Modliser les donnes en leur appliquant des algorithmes d'analyse
valuer et valider les hypothses extraites des analyses
Faire circuler les analyses dans l'entreprise pour que tous les services de la
socit qui peuvent les utiliser soient servis
Le Data Mining se propose alors d'utiliser un ensemble d'algorithmes pour construire
des modles partir des donnes, c'est--dire trouver des schmas selon des critres fixs au
dpart, et extraire de ces donnes un maximum dinformations utiles l'entreprise. Tant
dalgorithmes sont utiliss parce qu'ils n'ont pas tous le mme objet, parce qu'aucun n'est
optimal dans tous les cas, parce qu'ils s'avrent en pratique complmentaires les uns des autres
et parce qu'en les combinant intelligemment, en construisant ce que l'on appelle des mta
modles, il est possible d'obtenir des gains de performance trs signifiants.
CHAPITRE II Page 23 sur 31
La complexit des processus modernes de fabrication industrielle couple aux
contraintes de comptitivit conduit les industriels investir considrablement dans
l'automatisation et l'instrumentation. Ces nouvelles installations gnrent des flux importants
de donnes dont les historiques sont habituellement sous-exploits. Le Data Mining rend
techniquement possible le bouclage du cycle de l'information pour la cration des modles et
de pouvoir prdire la tendance de lvolution des systmes. Del les responsables auront le
temps de planifier toutes leurs actions, ce qui rduira considrablement les pannes inattendues
et le temps dintervention.
Plusieurs mthodes sont utilises pour cette analyse, voici quelques-unes :
7.3.2.1. les systmes experts
Un systme expert est un programme danalyser un compte-rendu, sous forme des
donnes numriques, issue dun systme o plusieurs mesures sont effectues. Les donnes
manipules peuvent tre aussi dorigines extrieures souvent encodes comme des remarques
dune longue exprience pratique. Le systme expert est compos de :
- base des donnes, o sont stock les types de panne possible (mauvais
fonctionnement dun compresseur, une valve, tanchit, mauvaise
temporisation,), les observations (vrin ne sort pas, vrin sort doucement, vrin
sort trop rapidement
- Un gnrateur dinfrences bas sur un ensemble de rgles (des conditions : si un
problme alors hypothses de son origine), plus on augmente le nombres de ses
conditions sous forme dun enchanement plus on diminue les hypothses et on
sapproche de la cible qui est lorigine de dfaut. Deux types de raisonnement
peuvent se faire : raisonnement par dduction, il sagit dutiliser les conditions dont
le problme est dfini comme condition, le deuxime est le raisonnement dans le
sens inverse, il sagit de supposer lorigine et de le dmontrer en utilisant les rgles.
Prenons lexemple dun circuit hydraulique :
Observations Origines possibles
Vrin 1 ne sort pas Pompe, moteur, distributeur1, conduite1
Vrin 2 ne sort pas Pompe, moteur, distributeur2, conduite2
Pression dans le rservoir Pompe, moteur, conduit3, valve anti-retour
insuffisante
De ce tableau, on peut tir plusieurs rgles (qui seront stockes dans une mmoire)
du genre : si le vrin1 ne sort pas et la pression dans le rservoir et insuffisante alors la pompe
est en panne ou le moteur est en panne. On remarque que si on avait quune seule observation
dans la rgle, le nombre des hypothses est doubl. Comme les rgles sont fixes, lutilisation
de plusieurs rgles diminue le nombre des hypothses. Si on se base sur le nombre des
observations pour dduire la cause (le cas le plus frquents) on parle de raisonnement par
dduction. Si on suppose dabord la cause est en vrifie si les observations possible sont
prsents on parle dun raisonnement dans le sens inverse (de la dduction).
Le problme dans les systmes experts est la cration des bases des donnes. Ceux
qui jouent le rle le plus important sont les agents de terrain expriments qui on demande
denregistrer toutes leurs expriences. Les principales difficults sont la quantit des
CHAPITRE II Page 24 sur 31
informations, leur qualit et le facteur humain, car les agents se sentent dpossds de leur
savoir-faire.
Un autre problme, dont le raisonnement prcdent ne tient pas compte, est
lvolution des systmes. En effet, chaque fois quune intervention sest effectue, les rgles
encodes avant ne sont plus valables et peuvent nuire lanalyse, on parle ici de la
maintenance des systmes experts.
7.3.2.2. raisonnement par cas
CBR (case based reasoning), le principe consiste enregistrer les donnes sous
forme de cas de pannes connues. Ces cas sont indexs par raisonnement de similarit, entre
eux, au niveau des observations. Chaque nouveau cas est trait puis analys pour dfinir son
appartenance un groupe de cas similaire, ensuite il est enregistr selon lindexation de
similarit. Sil ny a pas dappartenance, une nouvelle indexation est cre.
Ce raisonnement est trs efficace, vu quon dfinit, directement, tous les cas
similaires la panne dont on connat les origines. La dmarche de ce raisonnement seffectue
par enchanement des tapes suivantes :
- Observations de la panne ;
- recherche dans la mmoire des pannes similaires, issues des expriences faites
auparavant, dont on ne retient que les cas les plus probables ;
- Adaptation des cas retenus : puisquil ne sagit que dune similitude, la solution
apporter est dpendante de cette similitude mais aussi de solutions proposes par le
raisonnement, do la ncessit de les adapter ;
- Une fois la solution apporte, on observe son efficacit ;
- Si cest bon, on enregistre la panne et sa solution par une indexation qui lui permet
dappartenir un cas similaire. Ce quon peut qualifier dauto apprentissage
On se rend bien compte, quaprs un certain moment la quantit des donnes
enregistres devient norme. Dans ce cas une nouvelle structure de la base de donnes est
ncessaire si on veut garder lefficacit de la mthode. La structure la mieux adapte est la
hirarchique vu quil ny a pas de relation qui lie les diffrents groupes de cas classs par
similitude. En fait, il suffit dajouter des indexations Parent pour le raliser et ceci permet
dacclrer la recherche dans la mmoire des cas.
Un problme caractrise cette mthode, si on veut plus de prcision et de limiter le
nombre de cas propos par similitude, il suffit daugmenter la chane dindexation en
subdivisant les groupes de cas similaires par augmentation des indices. Mais cette solution va
augmenter le temps de recherche et exige une valuation plus pertinente sur lobservation do
la ncessit dun compromis. Certaines mthodes utilisent des moyens de pondration ou de la
logique floue pour la dtermination des degrs dappartenance un cas ou lautre.
CHAPITRE II Page 25 sur 31
7.3.2.3. par utilisation dun rseau connexionniste (neurones)
La base de cette technique est le systme de cerveau. Le principe est daffecter
chaque relation cause-panne un nombre sur une chelle qui dfinit les degrs dexistence de
ces relations. Prenons lexemple dun circuit pneumatique reprsent ci-dessous par des
observations de panne et des origines possibles. Toutes les observations sont lies chaque
origine dtaillons la premire observation, le vrin 1 sort doucement :
- le lien avec la pompe est possible on lui donne un poids de 1
- le lien avec le distributeur 2 est possible, mais moins probable quavec la pompe on
lui donne un poids de 2
- le lien avec son tanchit est fort possible plus que la cause de la pompe on lui
donne le poids de -2
- le lien avec ltanchit du vrin 2 est peut probable on lui donne un poids de 3
- le lien avec le distributeur 1 est probable, mais moins que ltanchit on lui donne
un poids de -1
La distribution des poids nest pas une normalisation standard, car elle dpend de la
fiabilit des outils utiliss (si ltanchit est de bonne qualit et que la pompe est de qualit
moyenne, les poids peuvent sinverser), par contre on peut tenir compte de la dpendance des
organes dans le systme (ltanchit du V1 est indpendante de celui du V2).
Les entres (Ei) dfinissent un degr dobservabilit sur une chelle prdfinie
avant. Ils seront multiplis par le poids (Wi) du lien quils affectent. Au niveau des origines
des pannes, on effectue la somme des produits de chaque lien entrant ( Ei . Wi).
Cest ce stade que les analyses se diffrentient (sur la nature de la fonction ). On
peut effectuer une comparaison avec des seuils qui vont gnrer des sorties () booliennes,
des fonctions issues des statistiques dont les sorties sont des probabilits, ou tous simplement
des fonctions linaires dont on va crer la suite un traducteur qui va les interprter.
Dans ce systme, lauto-apprentissage se joue au niveau des poids attribus
chaque lien (Wi). Au dbut, on fixe un poids pour une situation donne, puis on commence
attribuer pour chaque nouvelle situation un poids qui reprsentera son importance par apport
la situation initiale (si cest moins important on lui attribuera un poids plus faible ou plus fort
selon la fonction utilise). Ceci est une mthode parmi dautres.
CHAPITRE II Page 26 sur 31
Ei Wi Ei . Wi
z Vrin 1sort Pompe a A
doucement -1
2
-2
-1 3 Distributeur 2
Vrin 1 ne sort b B
y
pas
tanchit c C
Vrin 2 sort vrin1
x
doucement
tanchit d D
Vrin 2 ne sort vrin 2
w
pas
Distributeur 1 e E
v Vrin 1 et 2 ne
sortent pas
7.3.2.4. base du modle
Cette technique est base sur des simulations des pannes. Avec le dveloppement des
outils informatiques, des interfaces trs labores et des calculateurs rapides, on peut simuler
des pannes et enregistrer les observations qui en rsultent sur une base de donnes. Les
observations, dune situation relle, sont compares aux rsultats enregistrs. Cette mthode
est celle utilise en aronautique laide des grands simulateurs (on les connat pour
lentranement des pilote dont en simule les cas de panne mais en enregistre aussi le
comportement de lappareil), elle est aussi utilis par les gestionnaire du rseaux lectrique de
haute et moyenne tension (ELIA), sur leur dispatching, ils disposent des simulateur
informatique pour simuler les pannes possible sur le rseaux, ils observent son comportement
puis ils apporte les solution adapt, mais souvent, cest de trouver la solution le plus
rapidement possible pour empcher que la panne se propage sur tout le rseaux. On retrouve
cette technique aussi dans touts les domaines o le degr de criticit est lev, nuclaire,
porte-avions, sous-marin,. Aujourdhui elle commence intgrer tous les domaines
industriels grce au cot des simulateurs informatiques qui ont baiss.
Il est rare quon situe exactement sur un cas qui a t simul. Dans le cas contraire (le
plus frquent), on utilise les observations issues des simulations indpendamment de leurs
causes. Par exemple, dans le cas de mon circuit pneumatique, si on simule la panne de la
pompe on obtiendra des observations sur le vrin1 et le vrin2, par contre dans la ralit on
aura peut-tre que lobservation sur le vrin2 (comme lexemple est simple, par dduction on
cart dj la cause de la pompe puisque le vrin1 nest pas une observation, mais dans les cas
complexe la dduction nest pas toujours vidente), ceci implique que pendant lanalyse on
tudiera toutes les simulation o le vrin2 est comme une observation indpendamment de la
panne (cause) qui a t simule.
CHAPITRE II Page 27 sur 31
Ceci ncessite de crer de nouveaux liens pour aboutir une cause (cest le but !).
On dcompose le systme en trois parties, sa fonction, ses composants et les observations sur
sa fonction.
- La fonction dcrit le comportement normal de chaque composant ainsi que les
relations qui existent entre les variables, cet ensemble est caractris par des
propositions dfinies entre les composants (transmission mcanique, connexion
lectrique,) et entre les variables (tension-courant, pression-dbit,)
- les composants sont considrs comme lments finis du systme, ils nont pas de
fonctions internes propre eux,
- Les observations sur la fonction, sont celles qui vrifient les tats des variables et des
composants (absence de pression, apparition des vibrations, ralentissement de la
vitesse,) ;
Dans mon exemple : la fonction qui dcrit le systme et le circuit qui est reprsents
par les conduites et les deux variable pression et dbit. Les composant sont : la pompe, les
distributeurs 1&2 et les tanchits 1&2. Les observations sont les tats des vrins 1&2.
Le diagnostic se base alors sur une observation, indpendamment de lensemble des
observations observes. chaque fonction, qui fait intervenir un composant dont la sortie est
lobservation en question, on lui attribuer un poids. Prenons lexemple prcdant, si le vrin1
est lobservation et que la pompe et le composant, on affecte un poids la fonctionne pression
qui les lie, ce poids dpendras de la criticit de la pompes sur le fonctionnement du vrin1.
Bien sur, lidal est dattribuer des poids valeur continue : par exemple la pression on lui
attribue sa grandeur relle en bar, dans ce cas on sera ramen utilis des vrais modles
mathmatiques qui reprsentent le systme ce qui est trs compliqu et de toute faon cest se
quon cherche viter. Pour les observations deux cas sont possible : soit on considre par
exemple que le vrin1 sort doucement est une observation indpendant soit en lui affect un
poids en tant une observation mauvais fonctionnement du vrin1 .Aprs on cre toutes les
requtes sur le bon fonctionnement du systme : ex, si la pression la sortie de la pompe est
bonne alors le vrin1&2 doivent sortir normalement, et vice versa, si lun des deux vrins
fonctionne alors la pompe est bonne, de la mme faon pour la pression. Chaque fois quon
aura un panne, des requtes ne seront pas vrifies, on parle des incohrences avec le modle,
ces incohrences peuvent rvler une seule hypothse (une cause) ou plusieurs, dautres poids
sont affects ses requtes (souvent 0&1, dautres classe les requtes selon leur importance).
Des formalismes mathmatiques trs labors, qui sortent de la topologie des
ensembles, manipulent ces informations pour rduire le nombre des incohrents et de crer
des comparatifs avec le modle .Les rsultats sont stocks dans des base de donnes.
De cette faon avec une comparaison entre les rsultats des simulations et celle du
cas rel, le systme est capable davancer des hypothses sur les composants responsables de
la panne plus rapidement avec un degr de probabilit qui permettra de dfinir les actions
prioritaires
CHAPITRE II Page 28 sur 31
7.3.3. la surveillance
Il est impossible de penser, aprs tout le chemin parcouru, de sarrter et de laisser les
machines sans surveillance. Au moins, vrifier lapport des amliorations effectu aprs
lanalyse des donnes. Dans une maintenance intelligente, la surveillance implique un suivi
complet de lvolution du systme. Certains systmes utilisent des simulateurs avant
deffectuer les modifications suggres par lanalyse des donnes, mais a reste toujours une
simulation et pas une ralit. La mthode la plus approprie est de crer des historiques o
seront enregistrs tous les effets, positifs ou ngatifs, apports par une modification ventuelle
du systme. Cette mthode permettra un suivi complet de lvolution de systme par :
- une correction de type danalyse effectue sur les donnes, dans le cas de mauvais
rsultats, ou les maintenir dans le cas contraire
- amliorer les chanes de formations, soit ajout dautre relever de mesure soit
supprim celles qui napportent pas plus dinformations utiles.
8. Conclusion
Les conclusions que je peux avancer sur cette synthse sont :
- la maintenance est actuellement en plein dveloppement, du cot technique et
gestions
- plusieurs disciplines de haut niveau sont utilises dans le domaine de la maintenance,
sachant quavant elle tait monopolise par les agents du terrain.
- Pour ce qui concerne la maintenance intelligente, actuellement des recherche se
poursuivent sur la cration des base de donnes des systmes depuis leur conception
cest comme si on cre un livret mdical au systme depuis sa naissance ceci
permettra de pousser la recherche des diagnostique en avant.
- Par contre, une formation en maintenance pour tous les ingnieurs deviendra
ncessaire dici quelques annes si on veut suivre les volutions techniques
Cette dernire remarque est le sujet du chapitre suivant. Elle traite un projet de formation sur la
maintenance et la maintenance intelligente
CHAPITRE II Page 29 sur 31
9. La liste des abrviations les plus utilises dans le jargon de la maintenance
La plus part des articles qui traitent le sujet de maintenance utilisent beaucoup
dabrviations qui ne sont pas facile dchiffr jai dress cette liste pour quelle maide
en cas de besoin, ces abrviations ne sont pas toutes utilises dans ce chapitre mais je les ai
toutes rencontrs plusieurs fois pendant ma recherche dinformation
AEO : Asset Efficiency Optimisation,
ALM : Asset Lifecycle Management
AMDEC : L'Analyse des Modes de Dfaillance, de leurs Effets et de leur Criticit (AMDEC)
est un outil de Sret de Fonctionnement, ou SdF et de gestion de la qualit
CBM : Condition Based Maintenance
CBO : Condition Based Operation
CCM : Control Chain Management
CM : Condition Monitoring
DSS : Decision Support System
EAI : Entreprise Application intgration
EAM : Entreprise Asset Management
ERP : Entreprise Ressource Planning
FMECA : Failure Modes, Effects and Criticality Analysis, cest la traduction de AMDEC
GMAO : Gestion Maintenance Assiste par Ordinateur
HMI : Human Machine Interface
ICDM : Instrumentation and Control Device Management
IPR : Indice de Priorit du Risque
MES : Manufacturing Execution System
MIMOSA : Machinery Information Management Open Systems Alliance
MRB : Maintenance and Reliability Browser
MTBF : le temps moyen entre deux pannes
MTTR : le temps moyen de rparation
ODH : Operational Data Historian
ODR : Operator Driven Reliability,
OEE : Overall Equipment Effectiveness, voir TRG
OPC : Object Linking and Embedding - for Process Control
OPS : OPerationS control center
OSA : Open System Architecture
SCADA : Supervisory Control And Data Acquisition
SMDE : Single Minute Exchange of die, mthode pour rduire le temps de changement
doutil
TRG : Taux de rendement globale, indicateur sur la production des machines en rfrence
aux arrts.
TPM : Totale Production Maintenance
VDM : value driven maintenance, indicateur sur les frais de maintenance
Les abrviations utilises (en connexion informatique)
CHAPITRE II Page 30 sur 31
IRQ : Interrupt Request, une interruption qui est dclenche par une ligne d'entre-sortie
matrielle d'un microprocesseur ou d'un microcontrleur.
DMA : Direct Memory Access,
PCI : Peripheral Component Interconnect
PCMCIA : Personal Computer Memory Card International Association, ou PC Card, est
un format de carte d'extension ultra-plat, ddi aux ordinateurs portables et
d'autres priphriques
ISA : Industry Standard Architecture
USB : Universal Serial Bus
DSP : Digital Signal Processor
PXI : PCIeXtension for Instrumentation
CHAPITRE II Page 31 sur 31
Vous aimerez peut-être aussi
- Conception Et Implémentation D'une GMAO Pour L'aciérieDocument95 pagesConception Et Implémentation D'une GMAO Pour L'aciérieMaryOuma Jaouhari60% (5)
- GMAO Power PointDocument25 pagesGMAO Power PointAmrani Ilyass100% (1)
- Support de Cours Maintenance IndustrielleDocument119 pagesSupport de Cours Maintenance IndustrielleImazighen100% (1)
- Maintenance Et FiabilitéDocument78 pagesMaintenance Et FiabilitéLõû Âÿ100% (1)
- Cours Maintenance+ENIMDocument99 pagesCours Maintenance+ENIMYassine Zahar100% (4)
- Cours Methodes de La MaintenanceDocument33 pagesCours Methodes de La Maintenancekim100% (1)
- Gestion de La Maintenance Industrielle Par Ordinateur GMAODocument20 pagesGestion de La Maintenance Industrielle Par Ordinateur GMAOsakhoibPas encore d'évaluation
- 01 - Concepts Et Stratégies de Maintenance - ProfDocument32 pages01 - Concepts Et Stratégies de Maintenance - Profjugo100% (1)
- Maintenance Préventive Parties1 Et 2Document45 pagesMaintenance Préventive Parties1 Et 2Ayat LouraigaPas encore d'évaluation
- La MaintenanceDocument13 pagesLa MaintenanceAyoub Abdessalem DjebbarPas encore d'évaluation
- Organisation Et Gestion de La MaintenanceDocument58 pagesOrganisation Et Gestion de La MaintenanceDON DEVATTI100% (2)
- Cours de Maintenance Des Systèmes de ProductionDocument86 pagesCours de Maintenance Des Systèmes de ProductionIsidore NEYA100% (2)
- Gmao 08Document38 pagesGmao 08Amine Ait Ouarasse50% (2)
- MAINTENANCEDocument10 pagesMAINTENANCETarekBedida100% (1)
- CHAP.3 - Instauration D'un Système de MaintenanceDocument87 pagesCHAP.3 - Instauration D'un Système de MaintenanceYassine RamadanePas encore d'évaluation
- 1 - Généralités Sur La - Maintenance IndustrielleDocument49 pages1 - Généralités Sur La - Maintenance Industriellemirak50% (2)
- Généralité Sur La Maintenance LMD ElectromécaniqueDocument12 pagesGénéralité Sur La Maintenance LMD ElectromécaniqueZahi AekPas encore d'évaluation
- Cours GmaoDocument12 pagesCours GmaoGregPas encore d'évaluation
- Application GMAODocument33 pagesApplication GMAOPetro Dollars100% (1)
- Chapitre-1-Introduction À La Maintenance, Enjeux Et StratégiesDocument12 pagesChapitre-1-Introduction À La Maintenance, Enjeux Et StratégiesHamrouni100% (1)
- Gestion de La Maintenance IndustrielleDocument82 pagesGestion de La Maintenance IndustrielleWassim BENCHEIKH100% (3)
- La Maintenance Industrielle Rapport PDFDocument36 pagesLa Maintenance Industrielle Rapport PDFDer WishPas encore d'évaluation
- Généralités Sur La Maintenance IndustrielleDocument15 pagesGénéralités Sur La Maintenance Industrielleislamovic0% (2)
- Chapitre I Introduction À La MaintenanceDocument11 pagesChapitre I Introduction À La MaintenanceRabeh Benzada100% (1)
- Cours Maintenance Des Equipements ÉlectromécaniquesDocument20 pagesCours Maintenance Des Equipements ÉlectromécaniquesOumayma Jomâa100% (4)
- Methode Diagnostic de PanneDocument12 pagesMethode Diagnostic de Pannegazzamnounou80% (5)
- Rapport de Memoire de Dembele YayaDocument30 pagesRapport de Memoire de Dembele YayaDembele Yaya100% (3)
- Pfe MaintenanceDocument67 pagesPfe MaintenanceJawher SalemPas encore d'évaluation
- Maintenance IndustrielleDocument54 pagesMaintenance IndustrielleMakki ABDELLATIFPas encore d'évaluation
- GMAO Gestion de Maintenance Assistée Par Ordinateur L4Document30 pagesGMAO Gestion de Maintenance Assistée Par Ordinateur L4Sekou Kaba0% (1)
- Cours de Surete de Fonctionnement v3Document73 pagesCours de Surete de Fonctionnement v3MustaphaPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- AMDEC Circuit ElectriqueDocument2 pagesAMDEC Circuit Electriquekhaled100% (4)
- Technique de Diagnostic de Défauts Statorique D'un Moteu Asynchrone PDFDocument70 pagesTechnique de Diagnostic de Défauts Statorique D'un Moteu Asynchrone PDFWilliam TMZPas encore d'évaluation
- Maintenance IndustrielleDocument17 pagesMaintenance Industriellembarek liass100% (1)
- DRC Le Petrole BookDocument92 pagesDRC Le Petrole BookEl MolodiPas encore d'évaluation
- Polycop Cours Automatismes IndustrielsDocument48 pagesPolycop Cours Automatismes IndustrielssalaheddinekreitPas encore d'évaluation
- MaintenanceDocument37 pagesMaintenanceyakomax100% (1)
- J.Wasson-Funksville (Dallas Brass)Document25 pagesJ.Wasson-Funksville (Dallas Brass)Diego Astorga100% (1)
- Metodo de Escala DIDIER PDFDocument47 pagesMetodo de Escala DIDIER PDFdiegoPas encore d'évaluation
- Optimisation de La Fiabilité D'un Système ÉlectromécaniqueDocument88 pagesOptimisation de La Fiabilité D'un Système Électromécaniqueloic100% (2)
- Cours Maintenance Des SystemesDocument53 pagesCours Maintenance Des SystemesYou Nes MedjdoubPas encore d'évaluation
- Présentation Rapide Coswin8iDocument4 pagesPrésentation Rapide Coswin8iGeorges Amichia0% (1)
- Chapitre 4-GMAODocument35 pagesChapitre 4-GMAOZied AbidiPas encore d'évaluation
- Projet Fin D' Etudes.Document41 pagesProjet Fin D' Etudes.Hana WhbPas encore d'évaluation
- Méthodes de Maintenance - 7174860Document13 pagesMéthodes de Maintenance - 7174860Guy YgalPas encore d'évaluation
- Maintenance IndusDocument148 pagesMaintenance IndusElbahaoui Abdel100% (2)
- Chap3 La Maintenance Corrective Prof PDFDocument6 pagesChap3 La Maintenance Corrective Prof PDFflavienPas encore d'évaluation
- Maintenance IndustrielleDocument78 pagesMaintenance IndustrielleBlaze ArtoPas encore d'évaluation
- Historique Et Évolution de La Maintenance IndustrielleDocument8 pagesHistorique Et Évolution de La Maintenance IndustrielleModou Biteye100% (1)
- RapportDocument82 pagesRapportAdama KafandoPas encore d'évaluation
- Lois de FiabilitéDocument35 pagesLois de Fiabilitéiraoui jamal (Ebay)100% (5)
- Contribution A La Mise en Place D'une GMAO À l'ISET de SousseDocument26 pagesContribution A La Mise en Place D'une GMAO À l'ISET de Sousseali nordPas encore d'évaluation
- Cours Maintenance IndustrielleDocument12 pagesCours Maintenance IndustrielleBelkacem NadirPas encore d'évaluation
- Etude Armoire SpeedtronicDocument17 pagesEtude Armoire SpeedtronicAnis KchaouPas encore d'évaluation
- 01 Organisation de La MaintenanceDocument24 pages01 Organisation de La MaintenanceAnonymous LfeGI2hM100% (2)
- GMAODocument7 pagesGMAOza3zou3Pas encore d'évaluation
- Amdec CoursDocument8 pagesAmdec CoursO Z100% (2)
- Instrumentation Et Regulation en 30 Fiches BTSDocument8 pagesInstrumentation Et Regulation en 30 Fiches BTSabdelhadi ennajihPas encore d'évaluation
- Chapitre - 2 - Analyse Quantitative Des Défaillances - 2021Document21 pagesChapitre - 2 - Analyse Quantitative Des Défaillances - 2021dz film100% (1)
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Feuilletage PDFDocument26 pagesFeuilletage PDFArona Racidou DiedhiouPas encore d'évaluation
- Statistique MATH-S2 CH (I, II & III)Document23 pagesStatistique MATH-S2 CH (I, II & III)Ayouba TraoréPas encore d'évaluation
- Dadji Koudja Loic IvanDocument143 pagesDadji Koudja Loic IvanThillo SOWPas encore d'évaluation
- Amour Et Regret 13 Citations Courtes Et ProverbesDocument7 pagesAmour Et Regret 13 Citations Courtes Et ProverbesNestorPas encore d'évaluation
- TP GSMDocument8 pagesTP GSMKidarybagsPas encore d'évaluation
- 87R32DVWB0221Document13 pages87R32DVWB0221silasarnauxyahiaPas encore d'évaluation
- Hba1c Notice D'utilisationDocument36 pagesHba1c Notice D'utilisationmystigrisPas encore d'évaluation
- Glossaire ÉconomieDocument3 pagesGlossaire ÉconomieGuillaumeKouassiPas encore d'évaluation
- Dictionnaire Critique de La RSEDocument7 pagesDictionnaire Critique de La RSEFarid LatrechePas encore d'évaluation
- Calcul CM1Document7 pagesCalcul CM114navarroPas encore d'évaluation
- ARP Et Entête IPDocument9 pagesARP Et Entête IPwooa2bestPas encore d'évaluation
- Commentaire Vs DissertationDocument1 pageCommentaire Vs DissertationlyblancPas encore d'évaluation
- Chawki Taki PfeDocument32 pagesChawki Taki PfeChawki MerahPas encore d'évaluation
- Monacialli PDFDocument5 pagesMonacialli PDFAito Christian KenpoPas encore d'évaluation
- Liste Générale Des Vacataires de Session Automne 2018Document1 pageListe Générale Des Vacataires de Session Automne 2018Fouad DimanePas encore d'évaluation
- L'activitéDocument16 pagesL'activitéGhiles FredPas encore d'évaluation
- TP Combustion Du BoisDocument3 pagesTP Combustion Du BoisAnas AbdelmajidPas encore d'évaluation
- Planning Soutenances PFA 2A eMBI 2018-2019Document1 pagePlanning Soutenances PFA 2A eMBI 2018-2019ADIL BENTALEBPas encore d'évaluation
- MONTAIGNE Les Essais Extrait 2Document2 pagesMONTAIGNE Les Essais Extrait 2lupinPas encore d'évaluation
- 752-Article Text-2830-1-10-20211010Document22 pages752-Article Text-2830-1-10-20211010Meryem El KandilPas encore d'évaluation
- Support-Client SQS - La Norme ISO 45001 Protection de La Santé Et Sécurité Au Travail Dans L'entrepriseDocument2 pagesSupport-Client SQS - La Norme ISO 45001 Protection de La Santé Et Sécurité Au Travail Dans L'entrepriseelmahjoubPas encore d'évaluation
- Formulariode Viaje PermanteDocument3 pagesFormulariode Viaje Permantejose Garcia100% (2)
- Apprendre Le Charisme - Arvard Business ReviewDocument5 pagesApprendre Le Charisme - Arvard Business ReviewOuattara Mana AwaPas encore d'évaluation
- Cours Dispositifs ÉlectrotechniqueDocument6 pagesCours Dispositifs ÉlectrotechniqueAymard MougouPas encore d'évaluation
- De La Primavera Al InviernoDocument15 pagesDe La Primavera Al InviernoDAVID ALE FLORESPas encore d'évaluation
- Demande TR Mariage Sans Ccam Senegal-4Document7 pagesDemande TR Mariage Sans Ccam Senegal-4Bineta DiopPas encore d'évaluation
- Chagall Et La Franc Maçonnerie Ou Un Peintre Maçon Très DiscretDocument4 pagesChagall Et La Franc Maçonnerie Ou Un Peintre Maçon Très DiscretAdrian StănilăPas encore d'évaluation