Vous aimerez peut-être aussi
- Normes Et Schemas Electriques PDFDocument137 pagesNormes Et Schemas Electriques PDFTOUIOUI Hamza100% (55)
- Gestion de Production 2017.2018Document124 pagesGestion de Production 2017.2018mail_younes6592100% (3)
- CODAP CorrigeDocument19 pagesCODAP CorrigeouahidiPas encore d'évaluation
- Les Principaux Défauts de SoudureDocument7 pagesLes Principaux Défauts de SoudureAli Clubist100% (3)
- Soudage Avec DMOS 111 135Document61 pagesSoudage Avec DMOS 111 135soufianesaniPas encore d'évaluation
- Contrôle Soudage 4Document13 pagesContrôle Soudage 4fed0% (1)
- Défauts de SouduresDocument11 pagesDéfauts de SouduresZAOUIPas encore d'évaluation
- Approche ProcessusDocument14 pagesApproche Processusmail_younes659250% (2)
- Programmation ArduinoDocument10 pagesProgrammation Arduinomail_younes6592Pas encore d'évaluation
- SoudageDocument30 pagesSoudageHedi Bousnina100% (1)
- 07 Cours ProfDocument9 pages07 Cours Profdaemsal100% (1)
- Les Symboles de SoudageDocument41 pagesLes Symboles de SoudageAyoub El'100% (1)
- Roulage1 PDFDocument8 pagesRoulage1 PDFCHaima GHzayelPas encore d'évaluation
- Dossier ExercicesDocument45 pagesDossier ExercicespetacciaPas encore d'évaluation
- Contraintes Et Déformaitions Dues Au SoudageDocument15 pagesContraintes Et Déformaitions Dues Au Soudagedleroux96100% (1)
- Le Contrôle Visuel Et Les Critères D'acceptation D'une SoudureDocument4 pagesLe Contrôle Visuel Et Les Critères D'acceptation D'une SoudureALP69Pas encore d'évaluation
- Cours SoudureDocument9 pagesCours Soudureapi34Pas encore d'évaluation
- Représentation Normalisée Des Soudures (Réparé)Document11 pagesReprésentation Normalisée Des Soudures (Réparé)Anonymous dziHEjc7YPas encore d'évaluation
- DMOSDocument13 pagesDMOSLycée Alfred kastler100% (2)
- EE - SujetDocument5 pagesEE - Sujetmail_younes659267% (6)
- Le Soudage Sous Flux en PoudreDocument26 pagesLe Soudage Sous Flux en Poudrelaurent daniel professeur33% (3)
- Introduction Précède La Première Partie Soudage TIG Ou GTAWDocument30 pagesIntroduction Précède La Première Partie Soudage TIG Ou GTAWGOUAREF SAMIR100% (1)
- Certificat de Qualification Du Mode Opératoire de Soudage Cevital MS QMOS N3Document3 pagesCertificat de Qualification Du Mode Opératoire de Soudage Cevital MS QMOS N3Danem Halas100% (1)
- TD RessuageDocument2 pagesTD RessuageAbderrahmane Az100% (1)
- Fab CoursDocument20 pagesFab CoursELMustaphaELMoukhtariPas encore d'évaluation
- Amel 2019 03 04 NF C13-200Document218 pagesAmel 2019 03 04 NF C13-200Binta NiomePas encore d'évaluation
- 120-Guide Pratique Du Soudeur ARC MMA ESABDocument106 pages120-Guide Pratique Du Soudeur ARC MMA ESABChokri AtefPas encore d'évaluation
- Soudage-Défauts de Soudure PDFDocument7 pagesSoudage-Défauts de Soudure PDFSoufiane Sani HarounaPas encore d'évaluation
- Documents ObligatoiresDocument4 pagesDocuments Obligatoiresmail_younes6592100% (2)
- Calcul de Dimensionnement DDocument3 pagesCalcul de Dimensionnement DAmin Thabet50% (2)
- Rapport StageDocument58 pagesRapport StageCedric100% (12)
- 8367 Les Principaux Defauts Et Risques Lies Au Soudage EnospsDocument6 pages8367 Les Principaux Defauts Et Risques Lies Au Soudage EnospsAlex PoirierPas encore d'évaluation
- Méthode Analyse risques-HSEDocument3 pagesMéthode Analyse risques-HSEmail_younes6592Pas encore d'évaluation
- Rédaction D'un D.M.O.S (EN ISO 15609 - 1)Document6 pagesRédaction D'un D.M.O.S (EN ISO 15609 - 1)sakina laabid50% (2)
- Technique de Contr Le Visuels PDFDocument13 pagesTechnique de Contr Le Visuels PDFamjed_de_enimPas encore d'évaluation
- Cours VTDocument70 pagesCours VTrezokaPas encore d'évaluation
- TP Mag 3Document11 pagesTP Mag 3Norr MalPas encore d'évaluation
- Dechets SolidesDocument38 pagesDechets SolidesŖệď OŋệPas encore d'évaluation
- Bosch Motronic Mev 17 4Document17 pagesBosch Motronic Mev 17 4Mostapha BenaliPas encore d'évaluation
- Sacarinato de NiquelDocument7 pagesSacarinato de NiquelLaura GuidoPas encore d'évaluation
- CND 1 Les DéfautsDocument47 pagesCND 1 Les DéfautsSourour TrabelsiPas encore d'évaluation
- Defauts de SoudageDocument76 pagesDefauts de SoudageWissem El'MissaouiPas encore d'évaluation
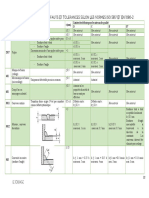
- Defauts Et Tolerances Selon Les Normes Iso 5817 Et en 1090-2Document10 pagesDefauts Et Tolerances Selon Les Normes Iso 5817 Et en 1090-2Veintidós Marzo100% (1)
- L'oxycoupageDocument12 pagesL'oxycoupagemarouane karimPas encore d'évaluation
- Position de SoudageDocument1 pagePosition de SoudageTj Andrian100% (2)
- Introduction To Welding TechnologyDocument29 pagesIntroduction To Welding TechnologyMohamed TAHDECHTPas encore d'évaluation
- Essai de PliageDocument1 pageEssai de Pliageguillome14100% (1)
- Procèdes de Soudage SAWDocument7 pagesProcèdes de Soudage SAWFethi BELOUISPas encore d'évaluation
- Chap 4 Procédés de Coupage, Gougeage Et de ChanfreinageDocument26 pagesChap 4 Procédés de Coupage, Gougeage Et de ChanfreinageBabs ThiamPas encore d'évaluation
- Control Qualité Soudage PDFDocument17 pagesControl Qualité Soudage PDFsayr0s100% (1)
- Le Contrôle Non Destructif de Soudure Par MagnétoscopieDocument6 pagesLe Contrôle Non Destructif de Soudure Par MagnétoscopieNassim RabaouiPas encore d'évaluation
- A Programme de Formation 01-01Document3 pagesA Programme de Formation 01-01med chabane100% (1)
- Guide-Preparation-36 CHAUDRONNERIEDocument13 pagesGuide-Preparation-36 CHAUDRONNERIENeo PacifistaPas encore d'évaluation
- Controle Des SouduresDocument3 pagesControle Des SouduresAmir Dalam100% (1)
- Technique de Contrôle VisuelsDocument13 pagesTechnique de Contrôle VisuelsGhaith Alibi100% (1)
- Le Soudage - Le Controle Visuel PDFDocument13 pagesLe Soudage - Le Controle Visuel PDFYas SinePas encore d'évaluation
- Partie 1 Soudage PDFDocument11 pagesPartie 1 Soudage PDFSamPas encore d'évaluation
- DIV0105 - Le Contrôle Visuel Et Les Critère D'acceptation D'une Soudure - CopieDocument3 pagesDIV0105 - Le Contrôle Visuel Et Les Critère D'acceptation D'une Soudure - Copiedarouich100% (1)
- Procede 141 Tig Ou GtawDocument7 pagesProcede 141 Tig Ou Gtawmed chabane100% (1)
- Rediger Et Verifier Un Cahier de SoudageDocument2 pagesRediger Et Verifier Un Cahier de SoudageTeam QuestIn100% (2)
- Defauts de Soudure - FissuresDocument27 pagesDefauts de Soudure - FissuresFethi BELOUISPas encore d'évaluation
- Les Assemblages Thermiques: La Soudure Sous Protection GazeuseDocument16 pagesLes Assemblages Thermiques: La Soudure Sous Protection Gazeuseomatr100% (1)
- Chapitre IV Defauts deDocument19 pagesChapitre IV Defauts debenchallalhaitamPas encore d'évaluation
- Souder Arc Electrique PDFDocument4 pagesSouder Arc Electrique PDFAmri AmarPas encore d'évaluation
- Défauts de Soudage (Instructions)Document6 pagesDéfauts de Soudage (Instructions)marouane abdelmoumenPas encore d'évaluation
- Défauts de Soudage en Arc Électrique Électrode Enrobée - Rocd@cierDocument9 pagesDéfauts de Soudage en Arc Électrique Électrode Enrobée - Rocd@cierAlex AngoraPas encore d'évaluation
- Cours Sur Le Soudage À L'arc Électrode EnrobéeDocument6 pagesCours Sur Le Soudage À L'arc Électrode EnrobéeCastil EyikePas encore d'évaluation
- Souder À L'arcDocument3 pagesSouder À L'arcmifetiw986Pas encore d'évaluation
- Les Défauts de Soudage en Image Les Plus Couramment RencontrésDocument8 pagesLes Défauts de Soudage en Image Les Plus Couramment RencontrésNABIL MEHIBEL100% (1)
- 47-Fiche EE Atelier P LECERFDocument4 pages47-Fiche EE Atelier P LECERFMathieu DouPas encore d'évaluation
- Chapitre IiiDocument23 pagesChapitre IiiSaggou OuafaPas encore d'évaluation
- TRMONODocument19 pagesTRMONOmail_younes6592Pas encore d'évaluation
- Syllabus MDF Master 1112Document37 pagesSyllabus MDF Master 1112mail_younes6592Pas encore d'évaluation
- CapteursDocument86 pagesCapteursmail_younes6592Pas encore d'évaluation
- Cours MDF MasterDocument51 pagesCours MDF Mastermail_younes6592Pas encore d'évaluation
- Eclair Agis MeDocument33 pagesEclair Agis Memail_younes6592Pas encore d'évaluation
- Microsoft Project Atelier N°1Document2 pagesMicrosoft Project Atelier N°1mail_younes6592Pas encore d'évaluation
- Exercice 6 Famille RisqueDocument1 pageExercice 6 Famille Risquemail_younes6592Pas encore d'évaluation
- Exemple D - Un Registre VLR HSE MarocDocument294 pagesExemple D - Un Registre VLR HSE Marocmail_younes6592100% (1)
- PV de PeintureDocument1 pagePV de Peinturemail_younes6592Pas encore d'évaluation
- PWHT ReportDocument1 pagePWHT Reportmail_younes6592Pas encore d'évaluation
- Exclusions D'exigencesDocument3 pagesExclusions D'exigencesmail_younes6592Pas encore d'évaluation
- Elingage Fiche AnimateurDocument2 pagesElingage Fiche Animateurmail_younes6592Pas encore d'évaluation
- PV Mesure D'epaisseurDocument1 pagePV Mesure D'epaisseurmail_younes6592100% (1)
- Phosphate de TributyleDocument40 pagesPhosphate de TributyleparagPas encore d'évaluation
- Chapitre-4-Transformateurs Monophasã©sDocument37 pagesChapitre-4-Transformateurs Monophasã©sGhizlane FaroukiPas encore d'évaluation
- m5t-10-200k-vfr-12 21 Aa XX 112 31-bd CompressedDocument8 pagesm5t-10-200k-vfr-12 21 Aa XX 112 31-bd CompressedChef Sav Lift YdePas encore d'évaluation
- Exemple Note TechniqueDocument3 pagesExemple Note Techniqueclaraa100% (1)
- Electricite Domestique Act 1Document4 pagesElectricite Domestique Act 1royce974Pas encore d'évaluation
- 208R2 Catalogue 220303Document121 pages208R2 Catalogue 220303kiaoPas encore d'évaluation
- Jumbo Teso 6Document2 pagesJumbo Teso 6Sara Rodriguez castroPas encore d'évaluation
- Machine SynchroneDocument8 pagesMachine SynchroneMin APas encore d'évaluation
- These 5Document167 pagesThese 5Mariem GharsalliPas encore d'évaluation
- Entretien Et Maintenance Automobile - Travaux Pratiques D'électricité Automobille PDFDocument99 pagesEntretien Et Maintenance Automobile - Travaux Pratiques D'électricité Automobille PDFDamien MerinoPas encore d'évaluation
- Electromagnetism IntroDocument7 pagesElectromagnetism IntroGilma EugeniePas encore d'évaluation
- 82 101 CorDocument20 pages82 101 Corcherif yahyaouiPas encore d'évaluation
- Principe de Production Dune Tension Alternative1Document3 pagesPrincipe de Production Dune Tension Alternative1koffi guy-laurent kouadioPas encore d'évaluation
- Cours Barrages - Gabions Barrages Procedes-generaux-De-constructionDocument83 pagesCours Barrages - Gabions Barrages Procedes-generaux-De-constructionDaliPotter100% (1)
- Couple de Serrage DucatiDocument1 pageCouple de Serrage Ducatinicolas.pro.etudePas encore d'évaluation
- Transferts Thermiques 1Document10 pagesTransferts Thermiques 1houssem dhiebPas encore d'évaluation
- Notice D'Utilisation Du Detecteur Autonome Declencheur D.A.D. BC6 NFS 61-961Document7 pagesNotice D'Utilisation Du Detecteur Autonome Declencheur D.A.D. BC6 NFS 61-961frederic auzouPas encore d'évaluation
- DiagonsticDocument6 pagesDiagonsticAb Dou BouslamaPas encore d'évaluation
- Catalogue PutzmeisterDocument44 pagesCatalogue PutzmeisteredysonePas encore d'évaluation
- Indications Pour Le CFGDocument24 pagesIndications Pour Le CFGechidnePas encore d'évaluation
- 484 Corriges - Ondes FusionneDocument22 pages484 Corriges - Ondes Fusionneprof laghmachPas encore d'évaluation
- 0 - Etat Initial RAC-23-J61NPPXB06Document12 pages0 - Etat Initial RAC-23-J61NPPXB06yannic bouttierPas encore d'évaluation
- Struicture Model Atomique-1Document14 pagesStruicture Model Atomique-1Rostom KLPas encore d'évaluation
- Maha 150123051004 Conversion Gate01 PDFDocument23 pagesMaha 150123051004 Conversion Gate01 PDFIheb ihebPas encore d'évaluation