Vous aimerez peut-être aussi
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- La Convention collective: Savoir la négocier, l'interpréter, l'appliquerD'EverandLa Convention collective: Savoir la négocier, l'interpréter, l'appliquerÉvaluation : 5 sur 5 étoiles5/5 (1)
- La LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmeD'EverandLa LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmePas encore d'évaluation
- Introduction à la douane commerciale au Canada: Comprendre les procédures douanières d'importation de marchandisesD'EverandIntroduction à la douane commerciale au Canada: Comprendre les procédures douanières d'importation de marchandisesPas encore d'évaluation
- UTC Formation 2009 Le SMED (Mode de Compatibilité) (Réparé)Document88 pagesUTC Formation 2009 Le SMED (Mode de Compatibilité) (Réparé)Mohamed ELmejriPas encore d'évaluation
- Le Cyber-Harcèlement: Lorsque Le Harceleur S'Introduit Dans Votre Ordinateur.D'EverandLe Cyber-Harcèlement: Lorsque Le Harceleur S'Introduit Dans Votre Ordinateur.Pas encore d'évaluation
- IFC Risk Managment Handbook FRENCH FINAL PDFDocument116 pagesIFC Risk Managment Handbook FRENCH FINAL PDFEzinPas encore d'évaluation
- Project de Gestion de DistributionDocument22 pagesProject de Gestion de Distributionahmed.brahimiPas encore d'évaluation
- Manuel de Meilleures Pratiques: L Etiquette Logistique ETL Avis D ExpeditionDocument38 pagesManuel de Meilleures Pratiques: L Etiquette Logistique ETL Avis D ExpeditionAbderrahim EzzaghyryPas encore d'évaluation
- Cours Stratégie D'entrepriseDocument62 pagesCours Stratégie D'entrepriseSoufiane SegPas encore d'évaluation
- Présentation CMRDocument11 pagesPrésentation CMRthouraya hadj hassenPas encore d'évaluation
- Les joint ventures dans le commerce internationalD'EverandLes joint ventures dans le commerce internationalPas encore d'évaluation
- KPI: Indicateurs de Performance Dans Les TransportsDocument2 pagesKPI: Indicateurs de Performance Dans Les Transportsabdou100% (1)
- Memoire: Re-Engineering Du Processus de Production Et Mise en Place D'un Chantier SmedDocument89 pagesMemoire: Re-Engineering Du Processus de Production Et Mise en Place D'un Chantier SmedMaryem Ben SalemPas encore d'évaluation
- L 'Entreprise en Action: L 'Approvisionnement Et La Gestion Des StocksDocument28 pagesL 'Entreprise en Action: L 'Approvisionnement Et La Gestion Des StocksMalakato_AllahPas encore d'évaluation
- Le contrat de travail : aspects théoriques et pratiquesD'EverandLe contrat de travail : aspects théoriques et pratiquesPas encore d'évaluation
- D18 CDocument1 pageD18 COusmanePas encore d'évaluation
- Chapitre 7 - AM - 2Document44 pagesChapitre 7 - AM - 2leePas encore d'évaluation
- CredocDocument52 pagesCredoccharles langmiaPas encore d'évaluation
- 6-M'BARKA EL GHAZALI Et BADR BOUTGAYOUT - 2020 - FINTECH LA GESTION DE LA PERFORMANCE À L'ÈRE DUDocument21 pages6-M'BARKA EL GHAZALI Et BADR BOUTGAYOUT - 2020 - FINTECH LA GESTION DE LA PERFORMANCE À L'ÈRE DUcandreva candrevaPas encore d'évaluation
- République Algérienne Démocratique Et Populaire Ministère deDocument99 pagesRépublique Algérienne Démocratique Et Populaire Ministère deaichouche27100% (1)
- Base de Données: Travaux Dirigés N°2: Modélisation D'une BD RelationnelleDocument1 pageBase de Données: Travaux Dirigés N°2: Modélisation D'une BD RelationnelleSafa ZehiPas encore d'évaluation
- Évaluations nationales des acquis scolaires, Volume 3: Mettre en oeuvre une évaluation nationale des acquis scolairesD'EverandÉvaluations nationales des acquis scolaires, Volume 3: Mettre en oeuvre une évaluation nationale des acquis scolairesÉvaluation : 1 sur 5 étoiles1/5 (1)
- Chapitre 3 - SimulationDocument50 pagesChapitre 3 - Simulationcyrine khbouPas encore d'évaluation
- Gestion de ProductionDocument33 pagesGestion de ProductionSaMira LFPas encore d'évaluation
- La situation de la formation professionnelle pour les métiers de l'hôtellerie en Tunisie: Rapport final 2009 -2014 de l'expert intégré aux centres de formation de l'ATFPD'EverandLa situation de la formation professionnelle pour les métiers de l'hôtellerie en Tunisie: Rapport final 2009 -2014 de l'expert intégré aux centres de formation de l'ATFPPas encore d'évaluation
- Corrigé DS 2017Document5 pagesCorrigé DS 2017thouraya hadj hassenPas encore d'évaluation
- Le QQOQCPDocument5 pagesLe QQOQCPPascal BaudinPas encore d'évaluation
- CV A Voir 2Document1 pageCV A Voir 2Nihal TawfikhPas encore d'évaluation
- Problèmes de StockageDocument5 pagesProblèmes de Stockagekistidi33Pas encore d'évaluation
- Ahlam ZEMMOURIDocument61 pagesAhlam ZEMMOURITitaaTataPas encore d'évaluation
- Rapport de Service AchatDocument34 pagesRapport de Service Achatfatimazahrabengtaib6Pas encore d'évaluation
- TransportDocument25 pagesTransportBoub_0% (1)
- Etude Cas Prevision (WINTERS) - CopieDocument6 pagesEtude Cas Prevision (WINTERS) - Copieouafaa ghaziPas encore d'évaluation
- Etude de Cas SCDocument10 pagesEtude de Cas SCMerazgaPas encore d'évaluation
- Présentation Sur Le ReengineeringDocument22 pagesPrésentation Sur Le ReengineeringDOUDOU-38Pas encore d'évaluation
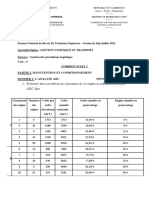
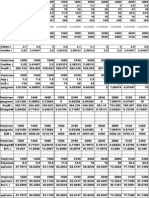
- Correction Sujet 2 Gestion Des Prestations Logis BTS GLTDocument6 pagesCorrection Sujet 2 Gestion Des Prestations Logis BTS GLTtchankou nyamsiPas encore d'évaluation
- Procedure D'importation DetailleDocument1 pageProcedure D'importation Detaillezebe stephanas100% (1)
- Manuel Logistique Psa Peugeot Citroen (MLP) Version - Ilfc - Rfla10 - 0003 v4 Introduction v4 1Document163 pagesManuel Logistique Psa Peugeot Citroen (MLP) Version - Ilfc - Rfla10 - 0003 v4 Introduction v4 1Foued RjibaPas encore d'évaluation
- La Gestion Des Risques Dans Une Chaine - MémoireDocument33 pagesLa Gestion Des Risques Dans Une Chaine - MémoireHyacinthe DahoPas encore d'évaluation
- Code Marine Marchande - CemacDocument112 pagesCode Marine Marchande - CemacLaurentZONGO100% (1)
- 533 D 1159 DaacfDocument3 pages533 D 1159 DaacfMoncef ChaouiPas encore d'évaluation
- Livraison Conteneurs Au Client (Import)Document2 pagesLivraison Conteneurs Au Client (Import)Walidos MhbPas encore d'évaluation
- Le Secteur TextileDocument4 pagesLe Secteur TextileChaaBani NiZarPas encore d'évaluation
- RAPPORTDocument12 pagesRAPPORTAmy MoustaPas encore d'évaluation
- Drum Buffer RopeDocument22 pagesDrum Buffer RopeS MDPas encore d'évaluation
- Lettre Adressée À La Banque MondialeDocument8 pagesLettre Adressée À La Banque MondialePress FidhPas encore d'évaluation
- Pfe Ihssan ErouayaneDocument101 pagesPfe Ihssan ErouayaneMed MohamedPas encore d'évaluation
- La Pratique Du SMED PDFDocument162 pagesLa Pratique Du SMED PDFtheocrite100% (1)
- Stage Leoni Simo333Document47 pagesStage Leoni Simo333Yøű ÑęşPas encore d'évaluation
- Rapport de Stage Centrale DanoneDocument71 pagesRapport de Stage Centrale DanoneNassim El HajouiPas encore d'évaluation
- Pilotage Des FluxDocument49 pagesPilotage Des FluxpfePas encore d'évaluation
- Cahier de Charges FonctionnelDocument6 pagesCahier de Charges FonctionnelYoussef El MerrouniPas encore d'évaluation
- 3.évaluer Les Besoins.12.MRPDocument29 pages3.évaluer Les Besoins.12.MRPKhalil RahimPas encore d'évaluation
- EntreposageDocument30 pagesEntreposagerachidPas encore d'évaluation
- Rapport de Stage 1Document45 pagesRapport de Stage 1Azrael SnzPas encore d'évaluation
- PrésentationDocument8 pagesPrésentationAziz TorkhaniPas encore d'évaluation
- Sirius EngineeringDocument50 pagesSirius EngineeringAnoir AkkariPas encore d'évaluation
- TP Performance 'Dun MoteurDocument8 pagesTP Performance 'Dun MoteurAnoir AkkariPas encore d'évaluation
- GI3Document4 pagesGI3Anoir AkkariPas encore d'évaluation
- Compartiment MoteurDocument10 pagesCompartiment MoteurAnoir Akkari100% (3)
- UML OpenClassroomDocument29 pagesUML OpenClassroomsolange ETSE100% (1)
- Recherches Et Documents D'hagiographie ByzantineDocument338 pagesRecherches Et Documents D'hagiographie ByzantineOlga Shkurko100% (1)
- Faire de La Grammaire Au Ce2Document162 pagesFaire de La Grammaire Au Ce2Sarah Pennequin100% (2)
- Analyse Vectorielle: Antoine GournayDocument219 pagesAnalyse Vectorielle: Antoine Gournayalex100% (1)
- 4AN51DVWB0022D01 DevoirAnglais-U01Document4 pages4AN51DVWB0022D01 DevoirAnglais-U01Guy WincklerPas encore d'évaluation
- Travaux Diriges MeriseDocument2 pagesTravaux Diriges Meriseabdoulrazakouattara3Pas encore d'évaluation
- Tuto PUPPET PDFDocument10 pagesTuto PUPPET PDFgilmegvivPas encore d'évaluation
- Cours3 Tri (Display)Document44 pagesCours3 Tri (Display)Vivo Vivoo VIPas encore d'évaluation
- NominalisationDocument7 pagesNominalisationAnonymous 9XNBx3uziPas encore d'évaluation
- (Esotérisme) (René Guénon) (FR) Frithjof Schuon - L'esprit de L'oeuvre de René GuénonDocument4 pages(Esotérisme) (René Guénon) (FR) Frithjof Schuon - L'esprit de L'oeuvre de René GuénonMouloud Aït MansourPas encore d'évaluation
- Madame Bovary, Flaubert (Étude 2nde)Document2 pagesMadame Bovary, Flaubert (Étude 2nde)L0ck0utPas encore d'évaluation
- Bibliothquedel 162 EcolDocument342 pagesBibliothquedel 162 EcolFrancophilus VerusPas encore d'évaluation
- TD3 Pa-ApiDocument4 pagesTD3 Pa-Apiismail.moussaPas encore d'évaluation
- AAA Albinoni Adagio ClassicalGuitarShedDocument5 pagesAAA Albinoni Adagio ClassicalGuitarShedMarceloPas encore d'évaluation
- Exposé ChretienDocument8 pagesExposé ChretienKOUASSI KOUADIO BORIS100% (1)
- Français Écriture Eduscol Cycle 2Document3 pagesFrançais Écriture Eduscol Cycle 2presciliaPas encore d'évaluation
- Expose ReseauDocument21 pagesExpose ReseauDjanabia Ze YvanPas encore d'évaluation
- Comprehension OraleDocument14 pagesComprehension OraleCostin JulyaPas encore d'évaluation
- Données Semi-Structurées: Technologie XMLDocument85 pagesDonnées Semi-Structurées: Technologie XMLAida TouriPas encore d'évaluation
- Anth 251 Cours-Elements D'anthropologie IiDocument9 pagesAnth 251 Cours-Elements D'anthropologie IiMarie Noël Bella MbeitePas encore d'évaluation
- b1 - Grammaire - Discours Indirect Passc3a9 1Document2 pagesb1 - Grammaire - Discours Indirect Passc3a9 1Alejandro SánchezPas encore d'évaluation
- Fiche 5 CigaretteDocument4 pagesFiche 5 CigaretteSara KalachePas encore d'évaluation
- CV 2023-12-03 Lassana CamaraDocument2 pagesCV 2023-12-03 Lassana Camaraclassana14Pas encore d'évaluation
- Battifol L'abbaye de RossanoDocument238 pagesBattifol L'abbaye de RossanoalextheologPas encore d'évaluation
- Vocabulaire Arabe Musulman - Blog de Convertis-A-liislamDocument1 pageVocabulaire Arabe Musulman - Blog de Convertis-A-liislammayada biratamiPas encore d'évaluation
- Le Fils DU PauvreDocument65 pagesLe Fils DU PauvreHope WilliamPas encore d'évaluation
- La PistoleiadeDocument21 pagesLa PistoleiadeLucas BuignetPas encore d'évaluation
- Activités de RévisionDocument16 pagesActivités de Révisionsetolazar1100% (1)
- Chapitre 3Document42 pagesChapitre 3OUSSAMA ELBAHARPas encore d'évaluation
- Diapo UnixDocument131 pagesDiapo UnixAsmae BenkhayiPas encore d'évaluation