Vous aimerez peut-être aussi
- La Convention collective: Savoir la négocier, l'interpréter, l'appliquerD'EverandLa Convention collective: Savoir la négocier, l'interpréter, l'appliquerÉvaluation : 5 sur 5 étoiles5/5 (1)
- Rapport de 2 EmeDocument19 pagesRapport de 2 Emeiheb lansariPas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Drum Buffer RopeDocument22 pagesDrum Buffer RopeS MDPas encore d'évaluation
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- CoursDocument28 pagesCoursiraoui jamal (Ebay)Pas encore d'évaluation
- Marwa ThemeDocument9 pagesMarwa ThemeMarwa HarakaPas encore d'évaluation
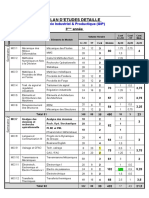
- Plan Etudes-GIP 3A 4A 5ADocument3 pagesPlan Etudes-GIP 3A 4A 5AZakariae ZâamounPas encore d'évaluation
- HEC Paris - DSF - BIC Company 06-FEB-2023 - PARTIE1 & 2Document40 pagesHEC Paris - DSF - BIC Company 06-FEB-2023 - PARTIE1 & 2fadali aminePas encore d'évaluation
- Examen de Techniques de PrevisionDocument4 pagesExamen de Techniques de PrevisionKazeg PrestigePas encore d'évaluation
- Di2 Alphac2610Document19 pagesDi2 Alphac2610Muhammad SajidPas encore d'évaluation
- A Ecarts FinanceDocument3 pagesA Ecarts FinanceAnouar Alami0% (1)
- Rapport de Stage OussamaDocument29 pagesRapport de Stage Oussamaاسامة اسامةPas encore d'évaluation
- GmaoDocument10 pagesGmaohamza elgarragPas encore d'évaluation
- Gestion de ProductionDocument33 pagesGestion de ProductionSaMira LFPas encore d'évaluation
- (RS EMCGI) Déroul de Procédure de Passation D'un Marché, Cas AL OMRANE TANGERDocument32 pages(RS EMCGI) Déroul de Procédure de Passation D'un Marché, Cas AL OMRANE TANGERMohamed BoutirginePas encore d'évaluation
- Présentation Pfe Principale - PPTX (Autosaved)Document52 pagesPrésentation Pfe Principale - PPTX (Autosaved)Taha Chergui MouanePas encore d'évaluation
- Chain de Production Renault TangerDocument2 pagesChain de Production Renault TangerALAOUIPRO ANOUARPas encore d'évaluation
- ch1-OR-Prog - Lineaire-Imbt (1) 2018Document72 pagesch1-OR-Prog - Lineaire-Imbt (1) 2018younes ould bouallalaPas encore d'évaluation
- Rapport ZakDocument53 pagesRapport ZakrdabdaoudiPas encore d'évaluation
- TD - Comptabilité - de - Gestion - S4 - Série 1-2Document4 pagesTD - Comptabilité - de - Gestion - S4 - Série 1-2Rania NaboulsiPas encore d'évaluation
- Recherche OpérationelleDocument52 pagesRecherche OpérationelleŘãnîa SmidaPas encore d'évaluation
- Exercices-Comptabilit - Part 1Document3 pagesExercices-Comptabilit - Part 1sandysaryonoPas encore d'évaluation
- Rapport de Stage (Implantation de La SOMACA)Document29 pagesRapport de Stage (Implantation de La SOMACA)MOUHSSINE RMOUTIPas encore d'évaluation
- YazakiDocument14 pagesYazakiFatima zohra ChentoufPas encore d'évaluation
- Pawer Final PfeDocument35 pagesPawer Final PfeRabeb Boudhraa100% (1)
- Decoupage Projet Cours Vid 0 1108731129566Document48 pagesDecoupage Projet Cours Vid 0 1108731129566StukinePas encore d'évaluation
- ETP Corrigés PDFDocument49 pagesETP Corrigés PDFLamyae ez- zghariPas encore d'évaluation
- TPR PDFDocument46 pagesTPR PDFyasminePas encore d'évaluation
- Rapport Finale PDFDocument49 pagesRapport Finale PDFAhlem ChebelPas encore d'évaluation
- Chapitre1: Présentation de L'organisme D'accueil Et Procédé de Fabrication Du CimentDocument3 pagesChapitre1: Présentation de L'organisme D'accueil Et Procédé de Fabrication Du CimentOuazzani TouhamiPas encore d'évaluation
- Courant MercantilisteDocument4 pagesCourant Mercantilistejames hugPas encore d'évaluation
- Organisation de La Fonction Maintenance Des Engins Roulants Au Sein de SMA - Rachid Mazouz PDFDocument78 pagesOrganisation de La Fonction Maintenance Des Engins Roulants Au Sein de SMA - Rachid Mazouz PDFZakaria BelarradiPas encore d'évaluation
- TDTPDocument4 pagesTDTPYounesse ElPas encore d'évaluation
- Rapport de Stage 2 2 PDF FreeDocument23 pagesRapport de Stage 2 2 PDF Freegympanters storePas encore d'évaluation
- Tableau de Bord A Marsa MarocDocument38 pagesTableau de Bord A Marsa MarocdanadanaPas encore d'évaluation
- Rapport Ancien de PerfectionnementDocument35 pagesRapport Ancien de PerfectionnementBassem HamzaouiPas encore d'évaluation
- OCPDocument29 pagesOCPOMARPas encore d'évaluation
- Rapport de Stage de Fin D'etudesDocument89 pagesRapport de Stage de Fin D'etudesWissal AntraPas encore d'évaluation
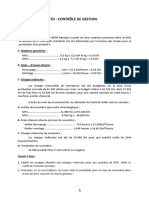
- 2015 Controle de Gestion Nabouk 1Document4 pages2015 Controle de Gestion Nabouk 1Yassine ViratiPas encore d'évaluation
- Licence Professionnelle Méthodes Informatiques Pour Le Génie de La LogistiqueDocument2 pagesLicence Professionnelle Méthodes Informatiques Pour Le Génie de La LogistiqueITAdmissionPas encore d'évaluation
- TD N°4 Cas Handira TextilesDocument3 pagesTD N°4 Cas Handira TextilesKaram ChakoriPas encore d'évaluation
- Rapportpfefatenchalbi 161207135710Document148 pagesRapportpfefatenchalbi 161207135710rochdi JEDIDI0% (1)
- RFA MutandisDocument141 pagesRFA MutandisIsmail bnjPas encore d'évaluation
- Rapport de Stage Technique1Document52 pagesRapport de Stage Technique1Fa FoPas encore d'évaluation
- Rapport - Lean-VSMDocument12 pagesRapport - Lean-VSMSoufyan El KharoufPas encore d'évaluation
- Rapport de Stage Banque PopulaireDocument50 pagesRapport de Stage Banque PopulaireMajda RbahPas encore d'évaluation
- Bts Blanc E5 1tscg 09-10Document16 pagesBts Blanc E5 1tscg 09-10Ali Janati IdrissiPas encore d'évaluation
- Powerpoint FiniDocument11 pagesPowerpoint Finiapi-307652205Pas encore d'évaluation
- PFE Corrigé Final GhofraneDocument126 pagesPFE Corrigé Final Ghofranechaima100% (1)
- Kromberg ShubertDocument9 pagesKromberg ShubertNa DerPas encore d'évaluation
- Etude de Cas:: Groupe OCPDocument1 pageEtude de Cas:: Groupe OCPilhame chouichaPas encore d'évaluation
- Amélioration de La Prod LEAN ManufacturingDocument111 pagesAmélioration de La Prod LEAN ManufacturingHamzaEL-HajriPas encore d'évaluation
- Corrigé CG 2022 DéfinitifDocument5 pagesCorrigé CG 2022 DéfinitiffatiNour77Pas encore d'évaluation
- Chapitre 8 Stratégie Et Organisation de La ProductionDocument3 pagesChapitre 8 Stratégie Et Organisation de La ProductionAyoub SouaiPas encore d'évaluation
- Flexibilité de La Méthode Drum-Buffer-Rope PDFDocument8 pagesFlexibilité de La Méthode Drum-Buffer-Rope PDFsor_68mPas encore d'évaluation
- Math FinanancierDocument37 pagesMath FinanancierHi BaPas encore d'évaluation
- Série de TD N°1: Etude Du Patrimoine: Dans Cette Série N°1, On Va Retenir Les Abréviations SuivantesDocument72 pagesSérie de TD N°1: Etude Du Patrimoine: Dans Cette Série N°1, On Va Retenir Les Abréviations SuivantesAbderrahim El OumniPas encore d'évaluation
- Le Rapport Final Renault 3 Éme Année Génie IndustrielDocument158 pagesLe Rapport Final Renault 3 Éme Année Génie IndustrielHicham ElmokaddemPas encore d'évaluation
- Soutenance de Stage Technicien-AbdallahDocument20 pagesSoutenance de Stage Technicien-AbdallahGhofrane GhofranePas encore d'évaluation
- Campus FranceDocument14 pagesCampus FranceMoucha JustdoitPas encore d'évaluation
- Chapitre IDocument6 pagesChapitre IHachani SafiaPas encore d'évaluation
- Évaluation Certificative - Ce1d 2017 - Mathématiques - Questionnaires Version Standard Ressource 13980Document40 pagesÉvaluation Certificative - Ce1d 2017 - Mathématiques - Questionnaires Version Standard Ressource 13980ABDELHAK DRIOUCHEPas encore d'évaluation
- VDocument7 pagesVعثمان البريشيPas encore d'évaluation
- 1730e Hydro-India BD-1Document2 pages1730e Hydro-India BD-1christianPas encore d'évaluation
- G4 Theophraste. Caracteres (Navarre 1920)Document92 pagesG4 Theophraste. Caracteres (Navarre 1920)Paweł MajewskiPas encore d'évaluation
- TttsDocument6 pagesTttsIslameddine2 BenzergaPas encore d'évaluation
- Entrainement ECE SVTDocument7 pagesEntrainement ECE SVTtiktokPas encore d'évaluation
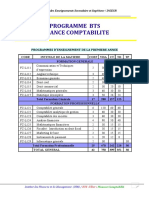
- Programme BTSDocument3 pagesProgramme BTSIssa KABOREPas encore d'évaluation
- TrajectoiresDocument8 pagesTrajectoiresDenis TuralicPas encore d'évaluation
- Chapitre - 1-Présontation-Du-ProjetDocument21 pagesChapitre - 1-Présontation-Du-ProjetAbdelhak GuettiPas encore d'évaluation
- Fiche de Progression Tle CD 2022-2023Document1 pageFiche de Progression Tle CD 2022-2023Romuald BongoPas encore d'évaluation
- Le Génie Civil Revue (... ) bpt6k6473018q PDFDocument116 pagesLe Génie Civil Revue (... ) bpt6k6473018q PDFAlan RodriguesPas encore d'évaluation
- Disjoncteur Moteur Magnetothermique ENTDocument3 pagesDisjoncteur Moteur Magnetothermique ENTMame ware DiagnePas encore d'évaluation
- Les Structure MixtesDocument29 pagesLes Structure Mixteshoudazereg57% (7)
- Conte Rendu de TP1 AdoDocument18 pagesConte Rendu de TP1 Adoyassine choukriPas encore d'évaluation
- Brochure Enser FranceDocument23 pagesBrochure Enser FranceValenty Abou JaoudePas encore d'évaluation
- La Gestion Administrative Du PersonnelDocument11 pagesLa Gestion Administrative Du PersonnelNajia El Yanboiy100% (8)
- 2003elakremi Roussel045Document34 pages2003elakremi Roussel045Esther SimeuPas encore d'évaluation
- Une Technique Experimentale Et Son Utilisation en Évaluation: L'AutoradiographieDocument38 pagesUne Technique Experimentale Et Son Utilisation en Évaluation: L'AutoradiographieNada NadaPas encore d'évaluation
- 05 Spectrometrie de Masse PDFDocument7 pages05 Spectrometrie de Masse PDFSalma OugriPas encore d'évaluation
- Chapitre 3-Equations DifférentiellesDocument23 pagesChapitre 3-Equations DifférentiellesLøü LõüPas encore d'évaluation
- 3-Patinette Electrique PDFDocument4 pages3-Patinette Electrique PDFAhmed AbenPas encore d'évaluation
- 4 Améliorer PRONONCIATION ANGLAISEDocument6 pages4 Améliorer PRONONCIATION ANGLAISEPatient MusansPas encore d'évaluation
- DOSSIER - Les 10 Pistes Pour Créer Un Climat de Confiance Avec Ses CollaborateursDocument2 pagesDOSSIER - Les 10 Pistes Pour Créer Un Climat de Confiance Avec Ses CollaborateursLin EduPas encore d'évaluation
- Ben Mostefa Daho WailDocument13 pagesBen Mostefa Daho Wailfaroukhan0808Pas encore d'évaluation
- Liliane PHANZU A Quoi Sert Le Contrôle de GestionDocument5 pagesLiliane PHANZU A Quoi Sert Le Contrôle de GestionLiliane Lina PhanzuPas encore d'évaluation
- Rapport de StageDocument19 pagesRapport de StageTurki DallaliPas encore d'évaluation
- DS1-COR-Lavage PrepayeDocument4 pagesDS1-COR-Lavage PrepayeMouad MemniPas encore d'évaluation
- E BookDocument13 pagesE BookBOUSSEN RIMPas encore d'évaluation
- Eric Ries’ The Lean Startup How Today's Entrepreneurs Use Continuous Innovation to Create Radically Successful Businesses SummaryD'EverandEric Ries’ The Lean Startup How Today's Entrepreneurs Use Continuous Innovation to Create Radically Successful Businesses SummaryÉvaluation : 4.5 sur 5 étoiles4.5/5 (11)
- Agile Project Management: Scrum for BeginnersD'EverandAgile Project Management: Scrum for BeginnersÉvaluation : 4 sur 5 étoiles4/5 (7)
- Lean Six Sigma: The Ultimate Guide to Lean Six Sigma, Lean Enterprise, and Lean Manufacturing, with Tools Included for Increased Efficiency and Higher Customer SatisfactionD'EverandLean Six Sigma: The Ultimate Guide to Lean Six Sigma, Lean Enterprise, and Lean Manufacturing, with Tools Included for Increased Efficiency and Higher Customer SatisfactionÉvaluation : 5 sur 5 étoiles5/5 (2)
- The Lean Startup Summary: Business Book SummariesD'EverandThe Lean Startup Summary: Business Book SummariesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Simulation-based Lean Six-Sigma and Design for Six-SigmaD'EverandSimulation-based Lean Six-Sigma and Design for Six-SigmaÉvaluation : 3 sur 5 étoiles3/5 (2)
- Best Practices in Lean Six Sigma Process Improvement: A Deeper LookD'EverandBest Practices in Lean Six Sigma Process Improvement: A Deeper LookPas encore d'évaluation
- Project Management: An Essential Guide for Beginners Who Want to Understand Agile, Scrum, Lean Six Sigma, Kanban and Kaizen When Applied to Managing ProjectsD'EverandProject Management: An Essential Guide for Beginners Who Want to Understand Agile, Scrum, Lean Six Sigma, Kanban and Kaizen When Applied to Managing ProjectsÉvaluation : 4 sur 5 étoiles4/5 (1)
- Lean Startup: How to Work Smarter and Not Harder While Innovating Faster and Satisfying CustomersD'EverandLean Startup: How to Work Smarter and Not Harder While Innovating Faster and Satisfying CustomersÉvaluation : 5 sur 5 étoiles5/5 (2)
- Lean Maintenance: Reduce Costs, Improve Quality, and Increase Market ShareD'EverandLean Maintenance: Reduce Costs, Improve Quality, and Increase Market ShareÉvaluation : 5 sur 5 étoiles5/5 (2)
- Six Sigma (Review and Analysis of Harry and Schroeder's Book)D'EverandSix Sigma (Review and Analysis of Harry and Schroeder's Book)Pas encore d'évaluation
- The Lean Book of Lean: A Concise Guide to Lean Management for Life and BusinessD'EverandThe Lean Book of Lean: A Concise Guide to Lean Management for Life and BusinessÉvaluation : 4 sur 5 étoiles4/5 (2)
- Lean: The Ultimate Guide to Lean Startup, Lean Six Sigma, Lean Analytics, Lean Enterprise, Lean Manufacturing, Scrum, Agile Project Management and KanbanD'EverandLean: The Ultimate Guide to Lean Startup, Lean Six Sigma, Lean Analytics, Lean Enterprise, Lean Manufacturing, Scrum, Agile Project Management and KanbanPas encore d'évaluation
- Collaborative Enterprise Architecture: Enriching EA with Lean, Agile, and Enterprise 2.0 practicesD'EverandCollaborative Enterprise Architecture: Enriching EA with Lean, Agile, and Enterprise 2.0 practicesÉvaluation : 4 sur 5 étoiles4/5 (2)
- The Toyota Way to Healthcare Excellence: Increase Efficiency and Improve Quality with Lean, Second EditionD'EverandThe Toyota Way to Healthcare Excellence: Increase Efficiency and Improve Quality with Lean, Second EditionÉvaluation : 3 sur 5 étoiles3/5 (3)
- The Lean Farm Guide to Growing Vegetables: More In-Depth Lean Techniques for Efficient Organic ProductionD'EverandThe Lean Farm Guide to Growing Vegetables: More In-Depth Lean Techniques for Efficient Organic ProductionÉvaluation : 4 sur 5 étoiles4/5 (3)
- Lean Six Sigma QuickStart Guide: The Simplified Beginner's Guide to Lean Six SigmaD'EverandLean Six Sigma QuickStart Guide: The Simplified Beginner's Guide to Lean Six SigmaÉvaluation : 4 sur 5 étoiles4/5 (1)
- Maintenance Planning and Scheduling: Streamline Your Organization for a Lean EnvironmentD'EverandMaintenance Planning and Scheduling: Streamline Your Organization for a Lean EnvironmentÉvaluation : 4 sur 5 étoiles4/5 (11)
- 1 Percent Better Everyday: How Small And Simple Actions Everyday Lead To Big ResultsD'Everand1 Percent Better Everyday: How Small And Simple Actions Everyday Lead To Big ResultsÉvaluation : 3 sur 5 étoiles3/5 (1)