Vous aimerez peut-être aussi
- Les Procedes ElectrolytiquesDocument8 pagesLes Procedes ElectrolytiquesJean-Pierre EssimiPas encore d'évaluation
- Chap 6 Usinage Par Electrolyte.Document9 pagesChap 6 Usinage Par Electrolyte.Jean-Pierre EssimiPas encore d'évaluation
- Conductivité Electrque - EngeneeringDocument6 pagesConductivité Electrque - Engeneeringisam-eddine.babouriPas encore d'évaluation
- Devoir CEDocument1 pageDevoir CEHayat AasPas encore d'évaluation
- CH 4.2 Affinage Du CuivreDocument2 pagesCH 4.2 Affinage Du CuivreYoussef ChePas encore d'évaluation
- Chapitre II-MAEI18Document12 pagesChapitre II-MAEI18Silla FirPas encore d'évaluation
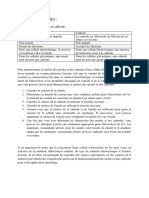
- Choix Des Électrodes:: Différence Entre Anode Et CathodeDocument4 pagesChoix Des Électrodes:: Différence Entre Anode Et CathodeMourad ChouafPas encore d'évaluation
- Electrotechnique GénéraleDocument164 pagesElectrotechnique Généraleboukdir hichamPas encore d'évaluation
- 2-Physique Du Solide - Conduction Electronique-2020Document26 pages2-Physique Du Solide - Conduction Electronique-2020elkhalfi.docPas encore d'évaluation
- Chapitre 1 ElectrochimieDocument34 pagesChapitre 1 ElectrochimieTaki Eddine100% (1)
- Les Materiaux ConducteursDocument20 pagesLes Materiaux ConducteursNadir IguernelalaPas encore d'évaluation
- 07 Cinétique de L'oxydo-RéductionDocument26 pages07 Cinétique de L'oxydo-RéductionMatis FellahPas encore d'évaluation
- Émission ThermoélectroniqueDocument12 pagesÉmission ThermoélectroniqueDocteur Albert TouatiPas encore d'évaluation
- Electro EroosionDocument14 pagesElectro EroosionyakoubboudiafPas encore d'évaluation
- Soudage À L'arcDocument68 pagesSoudage À L'arcTREKPO PrudencioPas encore d'évaluation
- Electro ErosionDocument27 pagesElectro ErosionYouness El Hamri50% (2)
- Examen Circuits Electriques Et Magnétiques 2014Document10 pagesExamen Circuits Electriques Et Magnétiques 2014meghazzi sofianePas encore d'évaluation
- EXAMEN FINAL Du Mardi 20 Janvier 2009 Partie A: Propriétés Mécaniques Des Matériaux (10 Points)Document4 pagesEXAMEN FINAL Du Mardi 20 Janvier 2009 Partie A: Propriétés Mécaniques Des Matériaux (10 Points)Hassan KamilPas encore d'évaluation
- Cours de Circuits Electriques Et Magnétique 2012 CDocument108 pagesCours de Circuits Electriques Et Magnétique 2012 COudjoud KeddourPas encore d'évaluation
- Arc ÉlectriqueDocument10 pagesArc Électriquemaatouguiabdelkader04Pas encore d'évaluation
- Theorie Elelectronique Chapitre IIDocument19 pagesTheorie Elelectronique Chapitre IIisam-eddine.babouriPas encore d'évaluation
- Chapitre 2Document28 pagesChapitre 2abd.ra707Pas encore d'évaluation
- Partie 8 - Procédés de Fabrication Sans Outil Coupant PDFDocument11 pagesPartie 8 - Procédés de Fabrication Sans Outil Coupant PDFamalPas encore d'évaluation
- C2 PDFDocument12 pagesC2 PDFMustaphaPicassoPas encore d'évaluation
- RapportDocument7 pagesRapportMed Outaghjijte0% (1)
- Soudage en Phase LiquideDocument32 pagesSoudage en Phase Liquidesayr0sPas encore d'évaluation
- Aee Iii Partie 6 EtriDocument91 pagesAee Iii Partie 6 EtriIr Djolinha KinamvuidiPas encore d'évaluation
- Chapit I +II PDFDocument63 pagesChapit I +II PDFGhïž LanëPas encore d'évaluation
- Usinage ÉlectrochimiqueDocument8 pagesUsinage ÉlectrochimiqueAssem BensalemPas encore d'évaluation
- Serie TD N°2Document3 pagesSerie TD N°2Mery MouzounPas encore d'évaluation
- Seri PilesDocument3 pagesSeri Pilessaid khachouPas encore d'évaluation
- TD1 - Protection Cathodique - 2024Document2 pagesTD1 - Protection Cathodique - 2024melghayamPas encore d'évaluation
- Physique Nucleaire TD SC 05Document2 pagesPhysique Nucleaire TD SC 05Abbé Marc LESSAMBAPas encore d'évaluation
- TP D'ELECTROTECHNIQUE BAC3 ELMdfDocument54 pagesTP D'ELECTROTECHNIQUE BAC3 ELMdfManassé MukebaPas encore d'évaluation
- Série Électrolyse PDFDocument3 pagesSérie Électrolyse PDFBarhoumi Mourad33% (3)
- AE Fabrication D'une Pile Cuivre-ZincDocument4 pagesAE Fabrication D'une Pile Cuivre-ZincsocranedeoufPas encore d'évaluation
- EXAMEN FINAL Du Mardi 12 Janvier 2009 Partie A: Propriétés Mécaniques Des Matériaux (10 Points)Document4 pagesEXAMEN FINAL Du Mardi 12 Janvier 2009 Partie A: Propriétés Mécaniques Des Matériaux (10 Points)Akhrif JihanePas encore d'évaluation
- Fascicule - Structure Microscopique de La MatiereDocument24 pagesFascicule - Structure Microscopique de La MatiereLordWazzPas encore d'évaluation
- 1-Série 5 Chimie ElectrolyseDocument2 pages1-Série 5 Chimie Electrolysebelhajala25Pas encore d'évaluation
- 64300b96248e1 - Magazine 2-Electrolyse - Enoncé Taki ChimieDocument5 pages64300b96248e1 - Magazine 2-Electrolyse - Enoncé Taki ChimieameuroussemaPas encore d'évaluation
- CHIMIEDocument12 pagesCHIMIENewsamoraiPas encore d'évaluation
- Serie 16 ElectrolyseDocument3 pagesSerie 16 Electrolysee.maskarPas encore d'évaluation
- Polycopie Électrocénitique-55Document1 pagePolycopie Électrocénitique-55Mohamed CHARIF100% (1)
- Serie 04Document1 pageSerie 04alicecullend7Pas encore d'évaluation
- Piles ElectrolyseursDocument6 pagesPiles Electrolyseursranaater008Pas encore d'évaluation
- TD PHy233 TD1 2 3 4Document6 pagesTD PHy233 TD1 2 3 4ESSOME ESSOME OLIVIER STEPHANEPas encore d'évaluation
- SERIE 1 QMI (Phy4)Document4 pagesSERIE 1 QMI (Phy4)Manuel Arzola100% (1)
- Ch2 TICE 2016 Cinétique Électrochimique ImpressionDocument54 pagesCh2 TICE 2016 Cinétique Électrochimique ImpressionLeo DOMINGUEZPas encore d'évaluation
- Jauge de Déformation PDFDocument71 pagesJauge de Déformation PDFAlemPas encore d'évaluation
- INSA TEC td5 - PEOSDocument2 pagesINSA TEC td5 - PEOStoufik bendibPas encore d'évaluation
- SeÌ Rie 1 - Transformation Spontaneì Es Dans Le Piles (WWW - AdrarPhysic.Fr) 3Document2 pagesSeÌ Rie 1 - Transformation Spontaneì Es Dans Le Piles (WWW - AdrarPhysic.Fr) 3b01554837Pas encore d'évaluation
- Série de TD Electrochimie Appliquée M1 Chimie Analytique 2020-2021Document3 pagesSérie de TD Electrochimie Appliquée M1 Chimie Analytique 2020-2021Samar ZedamPas encore d'évaluation
- Support Cours Diode Transistors Ajaamoum 2019Document26 pagesSupport Cours Diode Transistors Ajaamoum 2019Mina NouhiiPas encore d'évaluation
- TP CorrosionDocument8 pagesTP CorrosionSeghier HichemPas encore d'évaluation
- Chapitre-1-Cours Etat Art GEDocument10 pagesChapitre-1-Cours Etat Art GEDaRk SoUlPas encore d'évaluation
- TafelDocument9 pagesTafelJunior CharlesPas encore d'évaluation
- Cours Matériaux-HT2020 Partie 1 PDFDocument21 pagesCours Matériaux-HT2020 Partie 1 PDFYãzîd Amř100% (2)
- TD Exercice1: Stator RotorDocument1 pageTD Exercice1: Stator RotorSALEHPas encore d'évaluation
- Cor1 8Document1 pageCor1 8KhaLed BenKaPas encore d'évaluation
- En1 1Document2 pagesEn1 1KhaLed BenKaPas encore d'évaluation
- Cor9 5Document1 pageCor9 5KhaLed BenKaPas encore d'évaluation
- Cours 1Document3 pagesCours 1KhaLed BenKaPas encore d'évaluation
- En9 5Document1 pageEn9 5KhaLed BenKaPas encore d'évaluation
- Cours 1Document25 pagesCours 1KhaLed BenKa100% (1)
- Cor9 3Document1 pageCor9 3KhaLed BenKaPas encore d'évaluation
- En4 15Document1 pageEn4 15KhaLed BenKaPas encore d'évaluation
- En9 7Document1 pageEn9 7KhaLed BenKaPas encore d'évaluation
- Guide Reporting Tableaux de Bord Microsoft Dynamics CRM 2013Document78 pagesGuide Reporting Tableaux de Bord Microsoft Dynamics CRM 2013youssef MCHPas encore d'évaluation
- 2022 NelleCaledo SI J2 Exo3 Sujet PAC 10ptsDocument3 pages2022 NelleCaledo SI J2 Exo3 Sujet PAC 10ptsgabinPas encore d'évaluation
- TD PharmacométrieDocument8 pagesTD PharmacométrieSoumaya HizaouiPas encore d'évaluation
- Chap1 TP1 Python en Interactif (1) GRGGDocument6 pagesChap1 TP1 Python en Interactif (1) GRGGMathis .LPas encore d'évaluation
- Les VecteursDocument6 pagesLes VecteursGAEL ETIENNEPas encore d'évaluation
- Notes de Cours BD 27-07-2023Document3 pagesNotes de Cours BD 27-07-2023Aimé ZahuiPas encore d'évaluation
- Les Environnements SedimentairesDocument22 pagesLes Environnements SedimentairesKhnati RidaPas encore d'évaluation
- Exercice Photochimie CorrigéDocument12 pagesExercice Photochimie CorrigéchemputicPas encore d'évaluation
- 4-Les AnnuitésDocument17 pages4-Les AnnuitésMarcelo BouhbaPas encore d'évaluation
- Corrigé Type Du Modue Les Écoulements en Charge Master 1 Hydraulique UrbaineDocument5 pagesCorrigé Type Du Modue Les Écoulements en Charge Master 1 Hydraulique UrbaineMimouna TabetPas encore d'évaluation
- Pfe GC 0012-7Document10 pagesPfe GC 0012-7Gifted MouhcinePas encore d'évaluation
- DS07 EngelDocument4 pagesDS07 EngelbhffuhPas encore d'évaluation
- TD1 Algo CDocument1 pageTD1 Algo CAbdessattar AbdouPas encore d'évaluation
- Examen Blanc 2Document4 pagesExamen Blanc 2AlcalinaPhysicsPas encore d'évaluation
- Cours Materiaux Isolants - DocDocument35 pagesCours Materiaux Isolants - DocJihen Rf100% (1)
- Cours 6 Moteurs A Combustion InternesDocument7 pagesCours 6 Moteurs A Combustion Internesahmed ahmadPas encore d'évaluation
- Automatique Niveau1Document77 pagesAutomatique Niveau1ssssPas encore d'évaluation
- RCI BEPC 2016 Zone3 Mathematiques PDFDocument2 pagesRCI BEPC 2016 Zone3 Mathematiques PDFNET MONEYPas encore d'évaluation
- DS1b PCDocument3 pagesDS1b PCfrancoisbPas encore d'évaluation
- IntroductionDocument8 pagesIntroductionMezine SohaibPas encore d'évaluation
- Epreuve Types Validés Maths 16 4 2021Document79 pagesEpreuve Types Validés Maths 16 4 2021Félix NKURUNZIZAPas encore d'évaluation
- J.J. CourtineDocument121 pagesJ.J. Courtineyankel98Pas encore d'évaluation
- DMbac STI2 DDocument2 pagesDMbac STI2 DzeriPas encore d'évaluation
- L Etude de La Geolocalisation Dans Les Reseaux Mobiles GSM Et CDMA A MOBILINFODocument77 pagesL Etude de La Geolocalisation Dans Les Reseaux Mobiles GSM Et CDMA A MOBILINFOAdama SowPas encore d'évaluation
- Radiologie Anul IIIDocument47 pagesRadiologie Anul IIIlolcPas encore d'évaluation
- QCM Corro Architecture - 123325Document6 pagesQCM Corro Architecture - 123325Grâce AudreyPas encore d'évaluation
- Memoire de Fin D'EtudesDocument63 pagesMemoire de Fin D'Etudestakoua.belghitPas encore d'évaluation
- Couples Des Va 1Document6 pagesCouples Des Va 1LoudjeinePas encore d'évaluation
- Filtration GlomerulaireDocument16 pagesFiltration GlomerulaireRania HamdiPas encore d'évaluation
- Correction Activité1Document9 pagesCorrection Activité1Dany ObeidPas encore d'évaluation