Vous aimerez peut-être aussi
- Plieuse PROMECAM RG 204 Documentation Machine PDFDocument29 pagesPlieuse PROMECAM RG 204 Documentation Machine PDFBouraoui Ben AyedPas encore d'évaluation
- Exerc I4434 Choix MAS.v112Document4 pagesExerc I4434 Choix MAS.v112tidjani86Pas encore d'évaluation
- Ut073503121 Pto FRDocument6 pagesUt073503121 Pto FRalex.mPas encore d'évaluation
- Aguessy 1Document18 pagesAguessy 1dfePas encore d'évaluation
- Guide D'utilisation Et de Maintenance - EcolpaletteDocument17 pagesGuide D'utilisation Et de Maintenance - Ecolpalettesomhatuch100% (2)
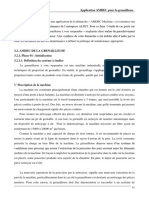
- Chapitre 03 Application AMDEC Pour La GrenailleuseDocument27 pagesChapitre 03 Application AMDEC Pour La GrenailleusebottiotherPas encore d'évaluation
- Positionneur Vanne FVDocument36 pagesPositionneur Vanne FVQuick sick100% (1)
- Manual instruction-FR PDFDocument28 pagesManual instruction-FR PDFItaba EdmondPas encore d'évaluation
- 326 20 02 CDocument16 pages326 20 02 CAdil BoukhiraPas encore d'évaluation
- Rotary Slasher ManualDocument27 pagesRotary Slasher ManualNilamdeen Mohamed ZamilPas encore d'évaluation
- Cours MMFDocument37 pagesCours MMFIb SoulamaPas encore d'évaluation
- Grue Sur Chenilles SCC750EDocument7 pagesGrue Sur Chenilles SCC750Etaba ahmedPas encore d'évaluation
- TELEMECANIQUE Guide D'exploitation ATV31Document84 pagesTELEMECANIQUE Guide D'exploitation ATV31Ali Al LabiàdPas encore d'évaluation
- Variateurs de Vitesse TelemecaniqueDocument45 pagesVariateurs de Vitesse TelemecaniqueAyoub EL Kastali60% (5)
- Bio 600 FRA-2Document41 pagesBio 600 FRA-2hadil hamdiPas encore d'évaluation
- Automat Is MeDocument76 pagesAutomat Is MeaimanPas encore d'évaluation
- Manual Desbrazadora Bomford Con Esquemas HidráulicosDocument51 pagesManual Desbrazadora Bomford Con Esquemas Hidráulicoseliasgolf296Pas encore d'évaluation
- Atv 28 EDocument241 pagesAtv 28 EBenito Rivera EdmundoPas encore d'évaluation
- Analyse Des Circuits Pneumatiquess Et Electropneumatiques 1Document70 pagesAnalyse Des Circuits Pneumatiquess Et Electropneumatiques 1Koukou AmkoukouPas encore d'évaluation
- UM28 FRDocument49 pagesUM28 FRHîChàmBàQàsPas encore d'évaluation
- FISH PELLET 1Document4 pagesFISH PELLET 1alexandrerockysPas encore d'évaluation
- Pfe GM 0266Document67 pagesPfe GM 0266Walid SouidPas encore d'évaluation
- 16 Variation VitesseDocument40 pages16 Variation VitessebenjarrayPas encore d'évaluation
- Manuel Instructions mp1500cnc - 0Document96 pagesManuel Instructions mp1500cnc - 0Saber LeffiPas encore d'évaluation
- ATV28E BookDocument241 pagesATV28E BookZack'sMackPas encore d'évaluation
- Avt 38Document318 pagesAvt 38Franco CarrilloPas encore d'évaluation
- Malaxeur MB2500Document55 pagesMalaxeur MB2500cherif0% (1)
- Etalonnage PulvérisateurDocument8 pagesEtalonnage PulvérisateurGqyPas encore d'évaluation
- Étude de Boit Vitesse de Tour VerticalDocument11 pagesÉtude de Boit Vitesse de Tour Verticalilyas aliPas encore d'évaluation
- 580 CaseDocument16 pages580 Caselulu3232Pas encore d'évaluation
- Vehicule Rail Route Vm7000bs2wDocument7 pagesVehicule Rail Route Vm7000bs2wNable NoblePas encore d'évaluation
- Atv31 Programming Manual FR v1Document77 pagesAtv31 Programming Manual FR v1Yennayer Bz100% (1)
- Sinmag Manual- SM10_20_40LSDocument49 pagesSinmag Manual- SM10_20_40LSjamilch555Pas encore d'évaluation
- Manuel Operateur Py120Document77 pagesManuel Operateur Py120Parc ElyesPas encore d'évaluation
- SameExplorer 60 70 80 LivretEntretienDocument76 pagesSameExplorer 60 70 80 LivretEntretienRuiPas encore d'évaluation
- 03 tractopelles-WB93RDocument12 pages03 tractopelles-WB93RFiras Maitig100% (2)
- Ed 07 (FR)Document34 pagesEd 07 (FR)Johnny Diaz VargasPas encore d'évaluation
- SpeechDocument10 pagesSpeechNada BenotmanePas encore d'évaluation
- Notice D Utilisation ZA-M Zentrifugalstreuer DB498 FRDocument31 pagesNotice D Utilisation ZA-M Zentrifugalstreuer DB498 FRfromont01370Pas encore d'évaluation
- Sujet 2015Document25 pagesSujet 2015Rhô ThalesPas encore d'évaluation
- Fiche Technique Metso Lt106.180800Document5 pagesFiche Technique Metso Lt106.180800CEH NIGERPas encore d'évaluation
- 1-5 S140LCV FR PDFDocument16 pages1-5 S140LCV FR PDFwtn2013Pas encore d'évaluation
- TP 7 Etude Chaine Transmission Puissance PDFDocument22 pagesTP 7 Etude Chaine Transmission Puissance PDFnassim100% (1)
- Commande Des Machines Electriques: 3éme Année Licence ElectrotechniqueDocument60 pagesCommande Des Machines Electriques: 3éme Année Licence ElectrotechniqueIMAD ABOUDRARPas encore d'évaluation
- 4-5 Fonctionnement Interne & Commande de BVDocument12 pages4-5 Fonctionnement Interne & Commande de BVqw2jcz45pkPas encore d'évaluation
- Choix Du Moteur Et ModulateurDocument9 pagesChoix Du Moteur Et ModulateurSaber HamdiPas encore d'évaluation
- Technical Documentation Aquilon FRDocument4 pagesTechnical Documentation Aquilon FRClaire HamantPas encore d'évaluation
- Cours Actionneurs FluidiquesDocument45 pagesCours Actionneurs FluidiquesAnas Kerty100% (1)
- FR Acs350 Um D ScreenresDocument320 pagesFR Acs350 Um D ScreenresAbderrahmane BinPas encore d'évaluation
- WB93R-5 WFSS004510 1701Document12 pagesWB93R-5 WFSS004510 1701Cles et astucesPas encore d'évaluation
- Manuel Instructions mc650 PDFDocument47 pagesManuel Instructions mc650 PDFtoufikPas encore d'évaluation
- Despiece MS 2012Document64 pagesDespiece MS 2012Sucesores de Ortiz de Zárate S.L.Pas encore d'évaluation
- Pfe 2020Document24 pagesPfe 2020Raed LakhouasPas encore d'évaluation
- Sampo 2045Document105 pagesSampo 2045Amine LaribiPas encore d'évaluation
- Transformateur À Semi-Conducteurs: Révolutionner le réseau électrique pour la qualité de l'électricité et l'efficacité énergétiqueD'EverandTransformateur À Semi-Conducteurs: Révolutionner le réseau électrique pour la qualité de l'électricité et l'efficacité énergétiquePas encore d'évaluation
- Aile Aéroélastique Active: Améliorer la maniabilité des avions à des vitesses transsoniques et supersoniquesD'EverandAile Aéroélastique Active: Améliorer la maniabilité des avions à des vitesses transsoniques et supersoniquesPas encore d'évaluation
- 5f35e018fa52fc5efa474379 - Rubicon SlipGate Fiche Technique (Français)Document4 pages5f35e018fa52fc5efa474379 - Rubicon SlipGate Fiche Technique (Français)RitouiPas encore d'évaluation
- Carrier 30XB - XBE - XBP - 250 - 1700Document88 pagesCarrier 30XB - XBE - XBP - 250 - 1700Montassar BouslamaPas encore d'évaluation
- Fisli Samir PDFDocument66 pagesFisli Samir PDFOthmanPas encore d'évaluation
- Well Test OpérationsDocument18 pagesWell Test Opérationsbey100% (1)
- Autorité de VanneDocument3 pagesAutorité de VanneBoualam BouPas encore d'évaluation
- OBD Et Système de Recyclage Des Gaz D'échappementDocument1 pageOBD Et Système de Recyclage Des Gaz D'échappementBruno DebourgPas encore d'évaluation
- Silos DesignDocument21 pagesSilos DesignyoussefPas encore d'évaluation
- ForageDocument192 pagesForageGhafour Ď Bouras100% (2)
- EP2110594A1Document11 pagesEP2110594A1aymen Ait KessouPas encore d'évaluation
- Alpha2 2012Document2 pagesAlpha2 2012Jon Be GoodPas encore d'évaluation
- DS0910-12 Notice D'utilisation Echantillonneur 4 LDocument2 pagesDS0910-12 Notice D'utilisation Echantillonneur 4 Lserge RinaudoPas encore d'évaluation
- Reflux819 Brochure FREDocument20 pagesReflux819 Brochure FREZakia HamdiPas encore d'évaluation
- Ga30vsd+ - Api822014 - Q.I.T PDFDocument116 pagesGa30vsd+ - Api822014 - Q.I.T PDFdavidPas encore d'évaluation
- 5 - Réservoir - New11Document11 pages5 - Réservoir - New11Dehia BezzinaPas encore d'évaluation
- RegulateurDocument6 pagesRegulateurladabd2Pas encore d'évaluation
- Notice Mise en Service PilotusDocument4 pagesNotice Mise en Service Pilotusooo.manu.oooPas encore d'évaluation
- Sit 09 Et Derniere Version FinalDocument18 pagesSit 09 Et Derniere Version FinalOussama AchouriPas encore d'évaluation
- TP Osmose InverseDocument27 pagesTP Osmose Inversejomaahaifa16Pas encore d'évaluation
- Ingénierie Chimique: Catalogue N. 24-BDocument156 pagesIngénierie Chimique: Catalogue N. 24-BمولودPas encore d'évaluation
- Chauffe Eau Odeo Appoint 15l Compact Atlantic DomomatDocument15 pagesChauffe Eau Odeo Appoint 15l Compact Atlantic DomomatCarlosDiazPas encore d'évaluation
- TD Serie2 CExosFinDocument9 pagesTD Serie2 CExosFinHoussemTunisinoPas encore d'évaluation
- PFEDocument8 pagesPFEnesrinesaihi21Pas encore d'évaluation
- Avant ProposDocument6 pagesAvant ProposJe suis Je suisPas encore d'évaluation
- Procedure Demarrage MCRDocument18 pagesProcedure Demarrage MCRSofiane HalimiPas encore d'évaluation
- Fonctionnement Groupe Eau GlacéeDocument5 pagesFonctionnement Groupe Eau GlacéeMarc CiarrochiPas encore d'évaluation
- B6F 56701Document9 pagesB6F 56701irbobyPas encore d'évaluation
- Mise en Oeuvre D'une Appli Unity PDFDocument62 pagesMise en Oeuvre D'une Appli Unity PDFYoussef Jake100% (1)
- 4 - Shemas de PrincipeDocument16 pages4 - Shemas de PrincipeAhmed LASSOUEDPas encore d'évaluation
- Consignation Al Pq3se Se Ge P 016Document10 pagesConsignation Al Pq3se Se Ge P 016rajaakiass01Pas encore d'évaluation
- TD 210-1-Fra PDFDocument68 pagesTD 210-1-Fra PDFMiguel Vargas AguilarPas encore d'évaluation