Vous aimerez peut-être aussi
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Bts PP Qhsse 2019 CopieDocument27 pagesBts PP Qhsse 2019 CopieYao TinchonPas encore d'évaluation
- Livret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62D'EverandLivret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62Pas encore d'évaluation
- Ppe4 Sujet Normal Metro 2022 CopieDocument25 pagesPpe4 Sujet Normal Metro 2022 CopieautocomptePas encore d'évaluation
- Developing Cost Estimates for Environmental Remediation ProjectsD'EverandDeveloping Cost Estimates for Environmental Remediation ProjectsPas encore d'évaluation
- Evolution 45001 - M2QHSE - FPLDocument51 pagesEvolution 45001 - M2QHSE - FPLGhanem ZoubirPas encore d'évaluation
- Les inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entrepriseD'EverandLes inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entreprisePas encore d'évaluation
- Fdes Montant Stil M48Document22 pagesFdes Montant Stil M48Soane MareePas encore d'évaluation
- 2021 - 07 - 16 - Fdes - Placoplatre - Ba18s ThdaaDocument18 pages2021 - 07 - 16 - Fdes - Placoplatre - Ba18s ThdaaRomanePas encore d'évaluation
- Afrique numérique: Transformation technologique pour l'emploiD'EverandAfrique numérique: Transformation technologique pour l'emploiPas encore d'évaluation
- MBFDocument17 pagesMBFpmartin83Pas encore d'évaluation
- Python pour les hackers : Le guide des script kiddies : apprenez à créer vos propres outils de hackingD'EverandPython pour les hackers : Le guide des script kiddies : apprenez à créer vos propres outils de hackingÉvaluation : 5 sur 5 étoiles5/5 (1)
- 2023 - 06 - 06 - Fdes - Placoplatre - Ba 13Document24 pages2023 - 06 - 06 - Fdes - Placoplatre - Ba 13RomanePas encore d'évaluation
- Conception automobile: Les Grands Articles d'UniversalisD'EverandConception automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Plagiarism - ReportDocument84 pagesPlagiarism - ReportfidelusPas encore d'évaluation
- Amdec Processus PDFDocument18 pagesAmdec Processus PDFnarimenePas encore d'évaluation
- AO - RFQ#116546 - Etude Trentenaire DGH - Cahier Des ChargesDocument8 pagesAO - RFQ#116546 - Etude Trentenaire DGH - Cahier Des ChargeskdsessionsPas encore d'évaluation
- Exploitation PédagogiqueDocument6 pagesExploitation Pédagogiqueyoussef sahel100% (1)
- Amdec Processus PDFDocument18 pagesAmdec Processus PDFAdil Abdou100% (2)
- Glace HygieneDocument16 pagesGlace HygienexavierPas encore d'évaluation
- Etude Des Paratonnerres À Dispositif D'amorçage PDADocument88 pagesEtude Des Paratonnerres À Dispositif D'amorçage PDAABELWALIDPas encore d'évaluation
- Revue de Direction Entreprise Septembre 2008Document39 pagesRevue de Direction Entreprise Septembre 2008geo84Pas encore d'évaluation
- AtrebatesDocument38 pagesAtrebatesAsafo BoualouchPas encore d'évaluation
- UE11 2017 SujetDocument9 pagesUE11 2017 SujetMohamed ErrassafiPas encore d'évaluation
- REG Bâtiments Tertiaires Hqe - Référentiel Technique de Certification - cstb2008Document235 pagesREG Bâtiments Tertiaires Hqe - Référentiel Technique de Certification - cstb2008susCities67% (3)
- Référentiel - CAP Conducteur D Installations de ProductionDocument65 pagesRéférentiel - CAP Conducteur D Installations de ProductionKOUADIO PATRICEPas encore d'évaluation
- Référentiel - CAP Conducteur D Installations de ProductionDocument65 pagesRéférentiel - CAP Conducteur D Installations de ProductionKOUADIO PATRICEPas encore d'évaluation
- Guide Pratique BureauEnseignement Decembre 2008Document293 pagesGuide Pratique BureauEnseignement Decembre 2008hamwi1978Pas encore d'évaluation
- Gestion de Projet AutomatismeDocument121 pagesGestion de Projet AutomatismeYacine Hadji100% (1)
- 3813 Gts Flexibles de RaccordementDocument16 pages3813 Gts Flexibles de RaccordementSalim DoumbiaPas encore d'évaluation
- Procédure Actions Correctives Et PréventivesDocument5 pagesProcédure Actions Correctives Et PréventivesNizar Ennetta100% (1)
- Chapitre 4 - Le Plan de Nettoyage Et de DésinfectionDocument4 pagesChapitre 4 - Le Plan de Nettoyage Et de DésinfectionThierry Pano Doubleface DucosPas encore d'évaluation
- Memoire Foudre PDFDocument62 pagesMemoire Foudre PDFAnonymous ugneZ8ij100% (1)
- CDC Ademe Diagnostic Air Comprime Industrie 2021Document22 pagesCDC Ademe Diagnostic Air Comprime Industrie 2021Dalila AmmarPas encore d'évaluation
- Outils Eco-ConceptionDocument34 pagesOutils Eco-ConceptionSamy HaniPas encore d'évaluation
- Referentiel Bts Metiers de L Eau 2018 231213 073802Document74 pagesReferentiel Bts Metiers de L Eau 2018 231213 073802engconsultingcmr237Pas encore d'évaluation
- Copie de RAPPORT DU PROJET TECHNIQUE DE FIN D (1) 2Document48 pagesCopie de RAPPORT DU PROJET TECHNIQUE DE FIN D (1) 2Divine DejesusPas encore d'évaluation
- Gestion ProductionDocument141 pagesGestion ProductionTaha CanPas encore d'évaluation
- TP Four Électrique C4 DS 2019Document5 pagesTP Four Électrique C4 DS 2019CAlou PsoPas encore d'évaluation
- DCG 2016 Sujet UE 11Document11 pagesDCG 2016 Sujet UE 11Ghizlane GhizlanePas encore d'évaluation
- UE10 2017 SujetDocument9 pagesUE10 2017 SujetadrienPas encore d'évaluation
- Pasa Acia PDFDocument96 pagesPasa Acia PDFluminyPas encore d'évaluation
- Centre de Formation Agroalimentaire Et PlasturgieDocument26 pagesCentre de Formation Agroalimentaire Et Plasturgieseddik chanaouiPas encore d'évaluation
- Ouvrages Dassainissement Non Collectif - AnalyseDocument53 pagesOuvrages Dassainissement Non Collectif - Analysemagloire amivaPas encore d'évaluation
- Examen Compta de Gestion Et Tableau de BordDocument3 pagesExamen Compta de Gestion Et Tableau de Bordcoordinateurlpa coordinateurlpaPas encore d'évaluation
- Quick Response Quality ControlDocument13 pagesQuick Response Quality ControlNADIA AZZIPas encore d'évaluation
- 2018 Ccfat CSTB Cahier 3713 v2 Isolants Base de Fibres Vgtales Ou Animales 1 - 1525357299Document20 pages2018 Ccfat CSTB Cahier 3713 v2 Isolants Base de Fibres Vgtales Ou Animales 1 - 1525357299Hamza ZitouniPas encore d'évaluation
- Eva N°03Document10 pagesEva N°03Abdou OuChPas encore d'évaluation
- Rapport de Stage SonatrachDocument9 pagesRapport de Stage SonatrachkabacheunivPas encore d'évaluation
- Cip System 2016 PDFDocument59 pagesCip System 2016 PDFMed100% (1)
- Rapport de Stage MarquartdDocument34 pagesRapport de Stage MarquartdAmdouniPas encore d'évaluation
- Programme Formation Gaz Médicaux V2 2017Document1 pageProgramme Formation Gaz Médicaux V2 2017mourad laatatPas encore d'évaluation
- Fabrication Additive TIDocument20 pagesFabrication Additive TIOmaima MoufridPas encore d'évaluation
- Mise en Place Du Système HACCP - MAHFOUD Fatima ZahraDocument32 pagesMise en Place Du Système HACCP - MAHFOUD Fatima ZahraΣΣ ΣΣPas encore d'évaluation
- TFE SCHROEDER Stephanie PDFDocument141 pagesTFE SCHROEDER Stephanie PDFMehennaouiPas encore d'évaluation
- Rapport de StageDocument14 pagesRapport de StageBaha Eddine DerouichPas encore d'évaluation
- Formation QualiboisDocument2 pagesFormation QualiboisGUILLAUMEPas encore d'évaluation
- Manuel Des Prescriptions QSE CPCU Edition 2013Document112 pagesManuel Des Prescriptions QSE CPCU Edition 2013jose.veigadapaulaPas encore d'évaluation
- GIN-3030 TP Protocoles (A2023)Document127 pagesGIN-3030 TP Protocoles (A2023)Didier ArchambaultPas encore d'évaluation
- Partie 1: Evaluation Des Ressources: Ingénieur de Conception MécatroniqueDocument2 pagesPartie 1: Evaluation Des Ressources: Ingénieur de Conception MécatroniqueSanto SantoPas encore d'évaluation
- Exercices Types 8Document5 pagesExercices Types 8Santo SantoPas encore d'évaluation
- UntitledDocument4 pagesUntitledSanto SantoPas encore d'évaluation
- Exercice 1: Exemple: (Document2 pagesExercice 1: Exemple: (Santo SantoPas encore d'évaluation
- Equations Et Inéquations - Exercices - Devoirs: Exercice 1 Exercice 4Document3 pagesEquations Et Inéquations - Exercices - Devoirs: Exercice 1 Exercice 4Santo SantoPas encore d'évaluation
- Partie 1: Evaluation Des Ressources: Présentation (0,5 Point)Document2 pagesPartie 1: Evaluation Des Ressources: Présentation (0,5 Point)Santo SantoPas encore d'évaluation
- Partie 1: Evaluation Des Ressources: Ingénieur de Conception MécatroniqueDocument1 pagePartie 1: Evaluation Des Ressources: Ingénieur de Conception MécatroniqueSanto SantoPas encore d'évaluation
- Statut Et RI Boyz FamDocument11 pagesStatut Et RI Boyz FamSanto SantoPas encore d'évaluation
- Partie 1: Evaluation Des Ressources: Réussir Son Examen, C'est Se Battre Au Quotidien Pour Le GarantirDocument2 pagesPartie 1: Evaluation Des Ressources: Réussir Son Examen, C'est Se Battre Au Quotidien Pour Le GarantirSanto SantoPas encore d'évaluation
- Barry CallebautDocument1 pageBarry CallebautSanto SantoPas encore d'évaluation
- 02 Cours Nombres Complexes GeoDocument8 pages02 Cours Nombres Complexes GeoSanto SantoPas encore d'évaluation
- Travaux Diriges: Chapitre 1: Suites NumeriquesDocument2 pagesTravaux Diriges: Chapitre 1: Suites NumeriquesSanto SantoPas encore d'évaluation
- Programme de Formation: Filiere MecatroniqueDocument3 pagesProgramme de Formation: Filiere MecatroniqueSanto SantoPas encore d'évaluation
- TP Matériel2Document1 pageTP Matériel2Santo SantoPas encore d'évaluation
- TP Matériel2Document1 pageTP Matériel2Santo SantoPas encore d'évaluation
- TP Matériel2Document1 pageTP Matériel2Santo SantoPas encore d'évaluation
- 09 Ctle Complexes 31 01 2013Document2 pages09 Ctle Complexes 31 01 2013Bourama DjirePas encore d'évaluation
- Chapitre1 Suites Numeriques: 655 15 87 86 Objectifs de La LeçonDocument4 pagesChapitre1 Suites Numeriques: 655 15 87 86 Objectifs de La LeçonSanto SantoPas encore d'évaluation
- Mécanicien Boissons Du CamerounDocument1 pageMécanicien Boissons Du CamerounSanto SantoPas encore d'évaluation
- Années Scolaire 2022-2023: Propositions de Preparation Des Travaux de RemediationDocument2 pagesAnnées Scolaire 2022-2023: Propositions de Preparation Des Travaux de RemediationSanto SantoPas encore d'évaluation
- Proposition de Correction de L 'Épreuve Du Baccalauréat 2022 Mathématiques Série CDocument9 pagesProposition de Correction de L 'Épreuve Du Baccalauréat 2022 Mathématiques Série CSanto SantoPas encore d'évaluation
- TC CC2Document3 pagesTC CC2Santo SantoPas encore d'évaluation
- Leçon1 Droites Du PlanDocument5 pagesLeçon1 Droites Du PlanSanto SantoPas encore d'évaluation
- Partie 1: Evaluation Des Ressources: Ingénieur de Conception MécatroniqueDocument2 pagesPartie 1: Evaluation Des Ressources: Ingénieur de Conception MécatroniqueSanto SantoPas encore d'évaluation
- Partie 1: Evaluation Des Ressources: Présentation (0,5 Point)Document2 pagesPartie 1: Evaluation Des Ressources: Présentation (0,5 Point)Santo SantoPas encore d'évaluation
- Correction de L'Examen: Partie 1: Evaluation Des RessourcesDocument3 pagesCorrection de L'Examen: Partie 1: Evaluation Des RessourcesSanto SantoPas encore d'évaluation
- Obscurisme: Mot Inexistant Mais Voulant Exprimer Une Dangereuse Façon de Cultiver Fructueusement L'obscurantismeDocument1 pageObscurisme: Mot Inexistant Mais Voulant Exprimer Une Dangereuse Façon de Cultiver Fructueusement L'obscurantismeSanto SantoPas encore d'évaluation
- Chapitre1 Suites Numeriques: Leçon 1: Raisonnement Par RecurrenceDocument7 pagesChapitre1 Suites Numeriques: Leçon 1: Raisonnement Par RecurrenceSanto SantoPas encore d'évaluation
- EXAMEN GENERATEUR CorrigéDocument5 pagesEXAMEN GENERATEUR CorrigéSanto Santo100% (1)
- Pont Mixte FINALDocument26 pagesPont Mixte FINALĐíßMohammedRiadPas encore d'évaluation
- Plastiques TechniquesDocument1 pagePlastiques Techniquesbagueneau YOUTUBEPas encore d'évaluation
- Les Points Clé Pour Bien Écrire.Document60 pagesLes Points Clé Pour Bien Écrire.HanKethyaneth100% (1)
- Les Produits D EntretienDocument3 pagesLes Produits D EntretienSandrine CharinPas encore d'évaluation
- Sujet 2022Document4 pagesSujet 2022baha brahmiPas encore d'évaluation
- JumiaDocument3 pagesJumiakhalidPas encore d'évaluation
- Ystème NerveuxDocument4 pagesYstème NerveuxRabab Tamouh0% (1)
- Le Marketing Digital Pour Les NulsDocument453 pagesLe Marketing Digital Pour Les NulsAMINEPas encore d'évaluation
- La Motivation Des Élèves de Formation ProfessionnelleDocument22 pagesLa Motivation Des Élèves de Formation ProfessionnelleOlsen MalagaPas encore d'évaluation
- Colle 02Document2 pagesColle 02Hamed TraorePas encore d'évaluation
- Trading Price Action TRENDSDocument53 pagesTrading Price Action TRENDSKOUASSI KOFFI JEAN DE CAPISTRANPas encore d'évaluation
- Osp 1168-35-4 La Notion de Projet en Psychologie de L OrientationDocument13 pagesOsp 1168-35-4 La Notion de Projet en Psychologie de L OrientationMus OubPas encore d'évaluation
- 425 914 1 SMDocument10 pages425 914 1 SMkami ouachemPas encore d'évaluation
- PédopsyDocument3 pagesPédopsyTASMINE HAMZAPas encore d'évaluation
- Registre D'élevage Gratuit Plateforme Du MielDocument12 pagesRegistre D'élevage Gratuit Plateforme Du Mielmas.eric34Pas encore d'évaluation
- 2les NavigateursDocument2 pages2les NavigateursImane TlmPas encore d'évaluation
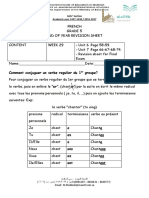
- French Gr5 Final RevDocument5 pagesFrench Gr5 Final Revezzeldin3khaterPas encore d'évaluation
- Antoche 1497Document21 pagesAntoche 1497Flynders PetryePas encore d'évaluation
- Fiche ROME BrasseurDocument5 pagesFiche ROME BrasseuryannplmrPas encore d'évaluation
- La Création de ValeurDocument68 pagesLa Création de Valeursene seydina mouhamedPas encore d'évaluation
- Projet PFE01Document127 pagesProjet PFE01soukaPas encore d'évaluation
- Cps TraverséDocument77 pagesCps TraverséYoussefChariPas encore d'évaluation
- Théorie Des MachinesDocument20 pagesThéorie Des MachinesJeanne Varenne EmvutouPas encore d'évaluation
- Elaboration Et Caracterisation Des Compo 20150413142733 582136Document5 pagesElaboration Et Caracterisation Des Compo 20150413142733 582136Fox FouPas encore d'évaluation
- Finances Publiques - Raya ChoubaniDocument37 pagesFinances Publiques - Raya Choubaniمنير بعكةPas encore d'évaluation
- Fonction Convertir Machines Synchrones Triphases CoursDocument5 pagesFonction Convertir Machines Synchrones Triphases CoursdddddPas encore d'évaluation
- Ingénierie - Le Cycle en VDocument3 pagesIngénierie - Le Cycle en VbommobPas encore d'évaluation
- Convention PFE EntrepriseenTunisieDocument3 pagesConvention PFE EntrepriseenTunisieChaima BelhediPas encore d'évaluation
- Exposé Réorganisation Du CapitalfinalDocument30 pagesExposé Réorganisation Du CapitalfinalAdil BentalebPas encore d'évaluation
- Exercices Is LM BPDocument6 pagesExercices Is LM BPDachka Ridore100% (1)
- Chemical Process Safety: Learning from Case HistoriesD'EverandChemical Process Safety: Learning from Case HistoriesÉvaluation : 4 sur 5 étoiles4/5 (14)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisD'EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisÉvaluation : 5 sur 5 étoiles5/5 (1)
- Guidelines for Defining Process Safety Competency RequirementsD'EverandGuidelines for Defining Process Safety Competency RequirementsÉvaluation : 3 sur 5 étoiles3/5 (1)
- Guidelines for Engineering Design for Process SafetyD'EverandGuidelines for Engineering Design for Process SafetyPas encore d'évaluation
- Guidelines for Asset Integrity ManagementD'EverandGuidelines for Asset Integrity ManagementÉvaluation : 5 sur 5 étoiles5/5 (1)
- Guidelines for Auditing Process Safety Management SystemsD'EverandGuidelines for Auditing Process Safety Management SystemsPas encore d'évaluation
- Nuclear War Survival Skills: Lifesaving Nuclear Facts and Self-Help InstructionsD'EverandNuclear War Survival Skills: Lifesaving Nuclear Facts and Self-Help InstructionsÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsD'EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsÉvaluation : 4 sur 5 étoiles4/5 (11)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlD'EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlÉvaluation : 4 sur 5 étoiles4/5 (4)
- A Practical Guide to Human Factors Analysis and Classification System (HFACS) 7.0D'EverandA Practical Guide to Human Factors Analysis and Classification System (HFACS) 7.0Évaluation : 5 sur 5 étoiles5/5 (1)
- Handbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesD'EverandHandbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Environmental and Health and Safety Management: A Guide to ComplianceD'EverandEnvironmental and Health and Safety Management: A Guide to ComplianceÉvaluation : 4 sur 5 étoiles4/5 (2)
- Prepper's Armed Defense: Lifesaving Firearms and Alternative Weapons to Purchase, Master and StockpileD'EverandPrepper's Armed Defense: Lifesaving Firearms and Alternative Weapons to Purchase, Master and StockpilePas encore d'évaluation
- Near Miss Reporting as a Safety ToolD'EverandNear Miss Reporting as a Safety ToolT.W. van der SchaafÉvaluation : 5 sur 5 étoiles5/5 (1)
- Control of Salmonella and Other Bacterial Pathogens in Low-Moisture FoodsD'EverandControl of Salmonella and Other Bacterial Pathogens in Low-Moisture FoodsRichard PodolakPas encore d'évaluation
- Recognizing Catastrophic Incident Warning Signs in the Process IndustriesD'EverandRecognizing Catastrophic Incident Warning Signs in the Process IndustriesPas encore d'évaluation
- Guidelines for Implementing Process Safety ManagementD'EverandGuidelines for Implementing Process Safety ManagementPas encore d'évaluation
- Electrical Codes, Standards, Recommended Practices and Regulations: An Examination of Relevant Safety ConsiderationsD'EverandElectrical Codes, Standards, Recommended Practices and Regulations: An Examination of Relevant Safety ConsiderationsÉvaluation : 5 sur 5 étoiles5/5 (5)
- NAHB-OSHA Trenching and Excavation Safety Handbook, English-SpanishD'EverandNAHB-OSHA Trenching and Excavation Safety Handbook, English-SpanishPas encore d'évaluation
- U.S. Army Explosives and Demolitions HandbookD'EverandU.S. Army Explosives and Demolitions HandbookPas encore d'évaluation
- NAHB-OSHA Scaffold Safety Handbook, English-SpanishD'EverandNAHB-OSHA Scaffold Safety Handbook, English-SpanishÉvaluation : 5 sur 5 étoiles5/5 (2)