Vous aimerez peut-être aussi
- Les inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entrepriseD'EverandLes inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entreprisePas encore d'évaluation
- Harvard Business Review France - D Cembre 2017 - Janvier 2018 PDFDocument132 pagesHarvard Business Review France - D Cembre 2017 - Janvier 2018 PDFYao SanianPas encore d'évaluation
- Q 01 Controle de La QualiteDocument131 pagesQ 01 Controle de La QualiteMohamedOuallalAgadir100% (3)
- La Mise en Place D Un Systeme QualiteDocument33 pagesLa Mise en Place D Un Systeme QualiteAymen HssainiPas encore d'évaluation
- Carte de ContrôleDocument77 pagesCarte de Contrôlenorddin sddouki100% (1)
- Formation Variabilité Des Procédés 4 JoursDocument384 pagesFormation Variabilité Des Procédés 4 JoursHammamiSalahPas encore d'évaluation
- Carte de Controle VFDocument18 pagesCarte de Controle VFHoussame NaimPas encore d'évaluation
- TP1 MSPDocument13 pagesTP1 MSPPse Udo0% (1)
- La Méthode SCORE: Mesurer et améliorer les performances opérationnellesD'EverandLa Méthode SCORE: Mesurer et améliorer les performances opérationnellesPas encore d'évaluation
- Formation Contrôle QualitéDocument15 pagesFormation Contrôle QualitéYassine JALLOULI100% (2)
- Exercices Corrigés AlgorithmeDocument7 pagesExercices Corrigés Algorithmelouka toniPas encore d'évaluation
- Cours MSP - Première Partie 2021 - 2022Document47 pagesCours MSP - Première Partie 2021 - 2022ZerPas encore d'évaluation
- NESTLEDocument6 pagesNESTLEEnderPatPas encore d'évaluation
- CoursDocument13 pagesCoursNabilos NagatoPas encore d'évaluation
- Ohada Acte Uniforme 2010 Droit CommercialDocument66 pagesOhada Acte Uniforme 2010 Droit CommercialNissoPas encore d'évaluation
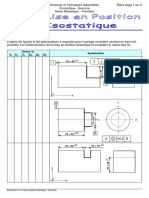
- Exercices Usinage CORRIGES Mise en Position IsostatiqueDocument4 pagesExercices Usinage CORRIGES Mise en Position IsostatiqueAwatif BePas encore d'évaluation
- Cofrac 17025Document34 pagesCofrac 17025nacerPas encore d'évaluation
- LPA - Layer Process Audit GuidelinesDocument23 pagesLPA - Layer Process Audit Guidelineselyes100% (1)
- Echantillonnage PDFDocument27 pagesEchantillonnage PDFعبد اللهPas encore d'évaluation
- Présentation ISTQB MounaDocument94 pagesPrésentation ISTQB MounaNom complet100% (3)
- Cours IstqbDocument118 pagesCours IstqbFehmi KacemPas encore d'évaluation
- Présentation ISTQB Chap1&2Document54 pagesPrésentation ISTQB Chap1&2Fradi Essil100% (1)
- 7 AmdecDocument20 pages7 AmdecAmina BoujeglatPas encore d'évaluation
- La Gestion Des Risques Bancaire Au MarocDocument36 pagesLa Gestion Des Risques Bancaire Au MarocJawahir SalwaPas encore d'évaluation
- Résumé ISTQB - Chapitre 1,2,3,4,5,6Document18 pagesRésumé ISTQB - Chapitre 1,2,3,4,5,6selmani nour100% (6)
- Résumé IstqbDocument4 pagesRésumé IstqbMohamed salah landolsiPas encore d'évaluation
- Differents Types de PontsDocument2 pagesDifferents Types de PontsTechnikouss Kech Ouss100% (5)
- Cahier 24 PCADocument29 pagesCahier 24 PCAggm2lokoPas encore d'évaluation
- Phase Définir Mesurer Partie1Document49 pagesPhase Définir Mesurer Partie1Kh'adîijàDh100% (1)
- En 9100 (2018) (F)Document9 pagesEn 9100 (2018) (F)Jean dupontPas encore d'évaluation
- COURS Théorie Des MécanismesDocument57 pagesCOURS Théorie Des MécanismesMohamed Naciri100% (1)
- Direction QualitéDocument7 pagesDirection QualitéLh LhPas encore d'évaluation
- LeanDocument50 pagesLeansanaPas encore d'évaluation
- African Single CurrencyDocument192 pagesAfrican Single CurrencyAyo100% (1)
- QualitéDocument4 pagesQualitéAziz GuewarPas encore d'évaluation
- Carte deDocument58 pagesCarte deHoussame NaimPas encore d'évaluation
- SPC F2021 Part2 2ppDocument76 pagesSPC F2021 Part2 2pptabet.anas2001Pas encore d'évaluation
- Wa0027.Document51 pagesWa0027.mohamed HanouniPas encore d'évaluation
- 5-6-7 - Validation de Méthode Bioquality7 Avec CommentaireDocument39 pages5-6-7 - Validation de Méthode Bioquality7 Avec CommentaireKhaled LajmiPas encore d'évaluation
- Fiche Processus SMQDocument2 pagesFiche Processus SMQemanPas encore d'évaluation
- Formation SPC StructuresDocument29 pagesFormation SPC StructuresZaid Chkir100% (1)
- Présentation Assurance QualitéDocument24 pagesPrésentation Assurance Qualitézouhair.kaddioui1Pas encore d'évaluation
- Contrôle de QualitéDocument10 pagesContrôle de QualitéBassem Ben FrajPas encore d'évaluation
- Petit R Sum Sur La Qualit 1681572746Document15 pagesPetit R Sum Sur La Qualit 1681572746Rabah ABBASPas encore d'évaluation
- 0 - Introduction À L'analyse Statistique Dans L'industrie PharmaceutiqueDocument30 pages0 - Introduction À L'analyse Statistique Dans L'industrie PharmaceutiqueRachidh UverkanePas encore d'évaluation
- Phase AnalytiqueDocument2 pagesPhase Analytiquesoukaina chafiPas encore d'évaluation
- Etape de l'AMDECDocument9 pagesEtape de l'AMDECPrincia BitoriPas encore d'évaluation
- Soutenance 02 09 2022Document17 pagesSoutenance 02 09 2022Sebastien HenryPas encore d'évaluation
- Gestion de La QualitéDocument17 pagesGestion de La QualitéLeila DouidenePas encore d'évaluation
- Controle de QualiteDocument53 pagesControle de QualiteAnonymous l2jAoHj8RPas encore d'évaluation
- Controles de QualiteDocument53 pagesControles de QualiteAnonymous Bw72Fv9ih100% (2)
- 1gestion Et Suivi de La QualitéDocument57 pages1gestion Et Suivi de La QualitéKamel Tayahi100% (1)
- Les Outils de La QualitéDocument51 pagesLes Outils de La Qualitézahira zyatiPas encore d'évaluation
- QualitéDocument20 pagesQualitéechrak mejriPas encore d'évaluation
- FinaleDocument18 pagesFinaleHoussame Naim100% (1)
- TD HseDocument28 pagesTD HseROUMAISSA FATIMA ZOHRA BENSAIDPas encore d'évaluation
- Chapitre 1 IntrocudtionDocument28 pagesChapitre 1 IntrocudtionJebali Mohamed MalekPas encore d'évaluation
- Les Outils de ContrôleDocument34 pagesLes Outils de Contrôlekab mohammePas encore d'évaluation
- ISTQBRYDocument24 pagesISTQBRYamine chouchenePas encore d'évaluation
- 17 - Amdec - GuideDocument11 pages17 - Amdec - GuideDifferent RayPas encore d'évaluation
- Carte de Contrôle Au Attribut UDocument10 pagesCarte de Contrôle Au Attribut UEnissay KayPas encore d'évaluation
- Management de La Qualit 160212221104 PDFDocument23 pagesManagement de La Qualit 160212221104 PDFSara IbrahimPas encore d'évaluation
- Les Outils de Base Du Lean - XLGroupe - 0Document38 pagesLes Outils de Base Du Lean - XLGroupe - 0Mourad IzemPas encore d'évaluation
- 17PEX (Mode de Compatibilité)Document62 pages17PEX (Mode de Compatibilité)Mouha SaadPas encore d'évaluation
- Cours, La QualitéDocument46 pagesCours, La QualitéphysikcollegePas encore d'évaluation
- MSP2 GsiDocument102 pagesMSP2 GsiImane LamdainePas encore d'évaluation
- Contrôle de QualiteDocument5 pagesContrôle de Qualitekimo100% (1)
- Ch1. Contrôle Statistique de La QualitéDocument13 pagesCh1. Contrôle Statistique de La QualitéAref ChaariPas encore d'évaluation
- Six SigmaDocument23 pagesSix Sigmamoez ben youssefPas encore d'évaluation
- Capabilité Machines Et ProcessusDocument31 pagesCapabilité Machines Et Processusmoez ben youssefPas encore d'évaluation
- Mco S6Document5 pagesMco S6KhalidPas encore d'évaluation
- Idp S8 1Document20 pagesIdp S8 1Chakib BenmhamedPas encore d'évaluation
- Mco S1Document12 pagesMco S1Chakib BenmhamedPas encore d'évaluation
- Mco S8Document10 pagesMco S8Chakib BenmhamedPas encore d'évaluation
- Mco S7Document9 pagesMco S7Chakib BenmhamedPas encore d'évaluation
- TPLM S10Document12 pagesTPLM S10Chakib BenmhamedPas encore d'évaluation
- Comparaison Méthodes: NBR Allocations FCT ObjDocument18 pagesComparaison Méthodes: NBR Allocations FCT ObjChakib BenmhamedPas encore d'évaluation
- Les PontsDocument38 pagesLes PontsMichael Da CunhaPas encore d'évaluation
- Techniques de Production & Lean Management Implantation D'atelierDocument16 pagesTechniques de Production & Lean Management Implantation D'atelierChakib BenmhamedPas encore d'évaluation
- TPLM S1-1Document7 pagesTPLM S1-1Chakib BenmhamedPas encore d'évaluation
- TexteDocument2 pagesTexteChakib BenmhamedPas encore d'évaluation
- TD1 TPLM Tdi S4Document1 pageTD1 TPLM Tdi S4Chakib BenmhamedPas encore d'évaluation
- Affectation Des Projets de Fin D'Année (Pfas)Document1 pageAffectation Des Projets de Fin D'Année (Pfas)Chakib BenmhamedPas encore d'évaluation
- 2018 YAO ArchivageDocument261 pages2018 YAO ArchivageYassinElhasnaouiPas encore d'évaluation
- Cours4 2x3Document17 pagesCours4 2x3Billy EtiennePas encore d'évaluation
- IntroductionDocument5 pagesIntroductionChakib BenmhamedPas encore d'évaluation
- CSS - 2013 Part 3Document131 pagesCSS - 2013 Part 3Chakib BenmhamedPas encore d'évaluation
- IA Industrie 4.0 PDFDocument15 pagesIA Industrie 4.0 PDFChakib BenmhamedPas encore d'évaluation
- Chapitre 4 - Polarisation TransistorsDocument22 pagesChapitre 4 - Polarisation TransistorsChakib BenmhamedPas encore d'évaluation
- Coursprolog Id3778Document50 pagesCoursprolog Id3778Chakib BenmhamedPas encore d'évaluation
- Ec3 15-16Document15 pagesEc3 15-16Amadou FayePas encore d'évaluation
- Ddoc T 2017 0369 BouzoubaaDocument227 pagesDdoc T 2017 0369 BouzoubaaChakib BenmhamedPas encore d'évaluation
- Cours WordPressDocument2 pagesCours WordPressChakib BenmhamedPas encore d'évaluation
- Corr TransfereDocument13 pagesCorr TransfereChakib BenmhamedPas encore d'évaluation
- 8 Applications 2Document35 pages8 Applications 2Almost ViralPas encore d'évaluation
- TH2011PEST1022 CompleteDocument158 pagesTH2011PEST1022 CompleteChakib BenmhamedPas encore d'évaluation
- TD Tc4 PrecipitationDocument7 pagesTD Tc4 PrecipitationChakib BenmhamedPas encore d'évaluation
- Campagne de Communication Lesieur CristalDocument90 pagesCampagne de Communication Lesieur CristalTarik Jabrany100% (1)
- Rapport CSWSRDocument204 pagesRapport CSWSRkroumaPas encore d'évaluation
- GSA 2BAC 1819 S1 C2 GC ComptabiliteDocument2 pagesGSA 2BAC 1819 S1 C2 GC ComptabiliteBrahimo Brahim100% (2)
- Youli Ou Les Souliotes Melodrame en 2 Ac PDFDocument53 pagesYouli Ou Les Souliotes Melodrame en 2 Ac PDFLeneCusaPas encore d'évaluation
- EI 6 12juin13 Regime EcoDocument24 pagesEI 6 12juin13 Regime EcoSaid EnnakhliPas encore d'évaluation
- Cours - Les Différents Types de MarchéDocument4 pagesCours - Les Différents Types de MarchéInès DeOliveiraPas encore d'évaluation
- Séries Des Exercices MICRO IIDocument5 pagesSéries Des Exercices MICRO IIEco FacilePas encore d'évaluation
- Contrat Commercial TypeDocument2 pagesContrat Commercial Typeayoub sbikaPas encore d'évaluation
- Marché Bes Bet Services ImmobilierDocument19 pagesMarché Bes Bet Services ImmobilierPretty LinaPas encore d'évaluation
- Pres Etude CasDocument4 pagesPres Etude CastyguaPas encore d'évaluation
- Contrôle Financier Et Gouvernance Des Entreprises Publiques Au MarocDocument23 pagesContrôle Financier Et Gouvernance Des Entreprises Publiques Au MarocAnonymous 5TlzyRciaPas encore d'évaluation
- 11-5 - X - P3 - Patisserie - Etude-De-CasDocument2 pages11-5 - X - P3 - Patisserie - Etude-De-Casveer damPas encore d'évaluation
- Chap1 La Maintenance PDFDocument2 pagesChap1 La Maintenance PDFOusseini O Aboube100% (1)
- Etude D'opportunite de La Navette Fluviale Sur RhoneDocument93 pagesEtude D'opportunite de La Navette Fluviale Sur RhoneAnicet Eyenga ZangPas encore d'évaluation
- Reglement Financier Adl 2022 2023Document3 pagesReglement Financier Adl 2022 2023Abdel Adel Jeljeli (FREE MIND)Pas encore d'évaluation
- Cours Le Compte Ete La Partie Double PDFDocument7 pagesCours Le Compte Ete La Partie Double PDFAyoub MoustaidPas encore d'évaluation
- Cahier de Charge Achat de Tissu Technique Pour La Fabrication D'une Collection de Vêtements de SportDocument9 pagesCahier de Charge Achat de Tissu Technique Pour La Fabrication D'une Collection de Vêtements de SportEl Aidi Aymane100% (1)
- 1892 Em23122015 PDFDocument19 pages1892 Em23122015 PDFelmoudjahid_dzPas encore d'évaluation
- Memoire Recherche Sur Les Titres HybridesDocument47 pagesMemoire Recherche Sur Les Titres HybridesDocteur Jid100% (1)
- Etude de Projet de ServicesDocument37 pagesEtude de Projet de ServicessaraaPas encore d'évaluation
- Migne. Patrologia Latina Tomus CXXIX.Document727 pagesMigne. Patrologia Latina Tomus CXXIX.Patrologia Latina, Graeca et OrientalisPas encore d'évaluation
- TP Facture RechercheDocument3 pagesTP Facture Recherchemariem fouchaliPas encore d'évaluation