Académique Documents
Professionnel Documents
Culture Documents
Procedes Arc - Soudage Mag Des Aciers Soudobrasage Mig Des Aciers Soudage Mig Des Aluminiums Criteres D'Acceptation D'Un Cordon
Transféré par
GT-LUCAS BARCITitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Procedes Arc - Soudage Mag Des Aciers Soudobrasage Mig Des Aciers Soudage Mig Des Aluminiums Criteres D'Acceptation D'Un Cordon
Transféré par
GT-LUCAS BARCIDroits d'auteur :
Formats disponibles
PSA PEUGEOT - CITROËN
Normes Véhicule
B13 1540
PROCEDES ARC - SOUDAGE MAG DES ACIERS
SOUDOBRASAGE MIG DES ACIERS
SOUDAGE MIG DES ALUMINIUMS
CRITERES D'ACCEPTATION D'UN CORDON
Page 1/33
Sans restriction d'utilisation
Rédacteur Vérificateur Approbateur
Romaric LENOIR Christophe SAMSON
Voir la liste des Intervenants
DRD/DCHM/CFER/AVRT/RTRA/RASC DRD/DCHM/CFER/AVRT/RTRA
Date Signature Date Signature Date Signature
18/04/2012 - 18/04/2012 - 18/04/2012 -
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 2/33
HISTORIQUE
Indice Date Nature des modifications
OR 19/04/2000 CREATION DE LA NORME
A 14/09/2001 REVISION ET MISE A JOUR DU DOCUMENT.
B 05/02/2002 MODIFICATION DES § 2.1 ET 2.3, SUPPRESSION DES § 2.2 ET 2.5.
C 28/03/2002 REVISION DES PAGES 3 ET 14.
INTERVERSION PAGE 14 DES FIGURES 5 ET 6, AINSI QUE
D 11/04/2002
COMMENTAIRE ASSOCIE.
E 24/06/2002 APPLICATION DES CONTROLES NON DESTRUCTIFS.
F 09/01/2003 MISE A JOUR DU § 2.4.
G 03/09/2003 MISE A JOUR DES § 2.1 ET 2.2.
MODIFICATION § 2.1. : DEFAUT 1 ET AJOUT DEFAUTS 23 ET 24 +
H 13/05/2004
CROQUIS P ET R.
J 30/09/2004 MODIFICATION GLOBALE DU § 4.1.
K 10/01/2005 MODIFICATION DES PAGES 6 ET INSERTION EN PAGE 27.
AJOUT DU JOINT EN ENTAILLE LUMIERE OU OBLONG DANS LES
PARTIES TRAITANT DU CRITERE D'ANALYSE POUR LES SOUDAGES
MIG ET MAG ET POUR LE SOUDOBRASAGE MIG.
PARAGRAPHE "CONTROLE TENUE MECANIQUE".
L 16/02/2006 COMPLEMENTS DANS LES CONDITIONS D'APPLICATIONS DU TEST
D'ARRACHEMENT.
AJOUT DE "LMR" (LARGEUR MOYENNE DE RUPTURE) DANS LES
CRITERES D'ACCEPTATION SUR CORDON.
AJOUT DU PAS POUR LES LIAISONS "EN CHAINETTE".
CRITERES D'ACCEPTATION D'UN CORDON:
CONTROLE VISUEL: REECRITURE DU TABLEAU.
COUPES MACROGRAPHIQUES: REECRITURE DU PARAGRAPHE.
M 22/06/2006 CRITERE D'ANALYSE POUR LE SOUDAGE MIG ET MAG: REPLACEMENT
DE LA COTE LP2.
TEST D'ARRACHEMENT: REECRITURE DU PARAGRAPHE.
APPLICATION DES CONTROLES DESTRUCTIFS: REDEFINITION DES
CATEGORIES D'ASSEMBLAGE.
MODIFICATION DES CRITERES D'ACCEPTATION DES POROSITES
APPARENTES.
ACTUALISATION DU TABLEAU "PROFONDEUR MINI DE PENETRATION
N 13/07/2006
IMPOSEE EN SOUDAGE MIG ET MAG".
AJOUT D'UN NOTA SUR "APRES REMISE EN ETAT" DANS
L'APPLICATION DES CONTROLES DESTRUCTIFS.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 3/33
Indice Date Nature des modifications
AJOUT DES CONDITIONS D'ACCEPTATION D'UN PLAN DE JOINT EN
ENCOCHE.
AJOUT DE LA FORMULE DU CARBONE EQUIVALENT DANS LE
P 28/02/2007
PARAGRAPHE "COUPE MICROGRAPHIQUE".
SUPPRESSION DE LA CONDITION SUR LA LONGUEUR DU CORDON
POUR L'APPLICATION DES CONTROLES DESTRUCTIFS.
§ CONTROLE VISUEL, FIGURINES N°1 ET 2.
Q 31/08/2007
CORRECTION REDACTIONNELLE: A/4 ≤ E ≤ A/2DEVIENT A/4 ≤ R ≤ A/2.
EVOLUTION DE LA NORME: CRITERES D'ACCEPTATION EDL ET LP ;
R 04/04/2012 MODIFICATION DES DOMAINES D’APPLICATIONS DES COUPES
MICROGRAPHIQUES.
EVOLUTION DU NIVEAU DE CONFIDENTIALITE, PASSAGE DE
S 27/04/2012
CONFIDENTIEL A USAGE INTERNE.
INTERVENANTS
Les personnes suivantes ont participé à la rédaction et à la vérification de cette Norme :
DRD/DCDTC/ICDV/ATRP/EVV1 Bruno BULEON
DRD/DCDTC/ICDV/TILS/INCA Olivier ZANUSSO
DRD/DAPF/RHN/NCF Xavier de CARVALHO
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 4/33
SOMMAIRE
1. OBJET ET DOMAINE D'APPLICATION 5
2. REFERENTIEL DOCUMENTAIRE 5
2.1. DOCUMENTS DE REFERENCE 5
2.1.1. Normes 5
2.1.2. Réglementations 5
2.1.3. Autres documents 5
2.2. DOCUMENTS APPLICABLES 5
2.2.1. normes 5
2.2.2. Réglementations 5
2.2.3. Autre documents 5
2.3. EXPRESSIONS SUR DOCUMENTS 5
3. TERMINOLOGIE 6
3.1. DEFINITIONS 6
3.2. SIGLES 6
4. PRESCRIPTIONS GENERALES 6
5. CRITERES D’ACCEPTATION D’UN CORDON 6
5.1. CONTROLE VISUEL 6
5.2. CONTROLE PAR COUPES 18
5.2.1. Coupes macrographiques 18
5.2.2. Coupe micrographique 26
5.3. CONTROLE TENUE MECANIQUE 26
5.3.1. Test d’arrachement 26
5.4. APPLICATION DES CONTROLES DESTRUCTIFS 31
6. ACTIONS A MENER SUR CORDON NON CONFORME 32
7. REPRISE, RETOUCHE ET CHANGEMENT DE PIECE 32
7.1. REPRISE 32
7.2. RETOUCHE 32
7.3. CHANGEMENT DE PIECE 32
8. PLAN DE SURVEILLANCE PROCESS 32
9. AUDIT PRODUIT 33
9.1. TRAITEMENT DE LA DEFAILLANCE DETECTEE DANS L'AUDIT 33
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 5/33
1.OBJET ET DOMAINE D'APPLICATION
La présente norme complète la norme B13 1530 "Procédé ARC soudages MAG, soudobrasage MIG des aciers et
soudage MIG des aluminiums. Définition des assemblages" elle donne les éléments fixant les critères qualité d’un
cordon obtenu par ces procédés et le déclenchement des actions correctives conduisant au respect de la
conformité.
2.REFERENTIEL DOCUMENTAIRE
2.1.DOCUMENTS DE REFERENCE
2.1.1.NORMES
Sans objet.
2.1.2.REGLEMENTATIONS
Sans objet.
2.1.3.AUTRES DOCUMENTS
Sans objet.
2.2.DOCUMENTS APPLICABLES
2.2.1.NORMES
B13 1530 PROCEDES ARC – SOUDAGE MAG DES ACIERS – SOUDOBRASAGE MIG DES
ACIERS – SOUDAGE MIG DES ALUMINIUMS – DEFINITION DES ASSEMBLAGES
NF EN ISO 1043-2 PLASTIQUES - SYMBOLES ET TERMES ABREGES - PARTIE 2 : CHARGES ET
MATERIAUX DE RENFORCEMENT
2.2.2.REGLEMENTATIONS
Sans objet.
2.2.3.AUTRE DOCUMENTS
BPS.FER.12 Plan de surveillance Process
2.3.EXPRESSIONS SUR DOCUMENTS
Sans objet.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 6/33
3.TERMINOLOGIE
Un dictionnaire (glossaire) des principaux termes et leurs définitions utilisés dans les activités de l'Amont Technico-
Industriel est consultable en interne via le glossaire Nectar (http://nectar.inetpsa.com). Ce glossaire est
progressivement enrichi.
3.1.DEFINITIONS
Sans objet.
3.2.SIGLES
MAG Metal Activ Gaz
MIG Metal Inert Gaz
PSE Points de Soudure Electrique
4.PRESCRIPTIONS GENERALES
Sans objet.
5.CRITERES D’ACCEPTATION D’UN CORDON
5.1.CONTROLE VISUEL
Conditions d’utilisation du tableau :
Les défauts potentiels sont décelés par l’examen visuel de la forme du cordon.
En cas de détection de défaut ou par prélèvement cyclé "les critères d'acceptation" doivent être contrôlés par
coupe macrographique. L'acceptation finale est de la responsabilité de l'expert soudure habilité au contrôle qualité
du produit.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 7/33
Critères d’acceptation
Identification défauts
Attributs de tenue Æ Spécifications au plan
Croquis
explicatifs B A B.c ou A.c B.d ou A.d
Figurine
Désignation Liaison Aspect Fonction
N° Repères Pièce sécurité
standard soigné spécifique
1 Cordon déporté
X A ≥ 2e + 0,5
Cordon roulé Joint à clin Idem à B Idem à B Idem à B
2 A/4 ≤ R ≤ A/2
et oblong
Déporté sur tôle supérieure à clin
non rempli
A et B ≥ e
Y
Cordon déflecté Angle R ≥ 2e Idem à B Idem à B Idem à B
3
intérieur R: avec mini de 4
pour e < 2
Longueur défaut
4 Cordon interrompu - Non admis Non admis Non admis
≤ L / 10
Longueur défaut
5 Cordon irrégulier - Non admis Non admis Non admis
≤ L / 10
Cordon de faible Longueur défaut
6 - Non admis Non admis Non admis
section ≤ L / 10
Admis Voir
7 Cordon bombé K Idem à B Idem à B spécifications
si π ≥ 110° études
Admis si
macrographie
8 Cordon concave L Idem à B Idem à B Idem à B
pénétration
conforme
9 Cordon fissuré - Non Idem à B Idem à B Idem à B
Voir
10 Cratère fissuré - Non Idem à B Idem à B spécifications
études
Voir
11 Cratère évidé - Admis Idem à B Idem à B spécifications
études
Caniveau en bord Admis Admis Admis
12 M Non admis
de cordon si H < e/10 Idem à B Idem à B
Morsure en bord Admis Admis Admis
13 N Non admis
de cordon si H < e/10 Idem à B Idem à B
Voir Voir
Admis si EDL Voir spécifications
13b Effet de rochage O études
spécifications spécifications
macro respectée études études
Voir Voir
Effondrement Voir spécifications
14 - Admis études
spécifications spécifications
de bord études études
…/…
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 8/33
Critères d’acceptation
Identification défauts
Attributs de tenue Æ Spécifications au plan
Croquis
explicatifs B A B.c ou A.c B.d ou A.d
Figurine
Désignation Liaison Aspect Fonction
N° Repères Pièce sécurité
standard soigné spécifique
15 Pièce découpée - Non admis Idem à B Idem à B Idem à B
16 Pièce percée - Non admis Idem à B Idem à B Idem à B
Porosités * Voir figurine Voir
17 - Idem à B Idem à B spécifications
Soufflures ci-après études
Excès de silicate
18 - Admis Idem à B Idem à B Idem à B
(fil acier)
Excès de suie
19 - Admis Idem à B Idem à B Idem à B
(fil aluminium)
20 Manque cordon - Non admis Non admis Non admis Non admis
Admis si
21 Longueur non conforme P Idem à B Idem à B Idem à B
L –0 +5 mm
Admis si Admis si
Mauvaise position sur la D ± 10% maxi de L D ± 5 % maxi de L
22 Q avec un mini avec un mini Idem à B Idem à B
longueur du joint
de ± 3 mm de ± 3 mm
Demande Voir
Manque simple R A ≤ ∅ trou/3 spécifications
remplissage accrochage études
ou
23 Les bords du trou
accrochage
Voir
en point Remplissage doivent être
- Idem B Idem B spécifications
bouchon exigé fondus et études
invisibles
Demande
Manque Contexte identique au joint à clin voir 1 et 2
simple X
remplissage accrochage + Longueur cordon ≥ Longueur oblong
ou
24 Les bords du trou
accrochage
Voir
en trou Remplissage doivent être
- Idem B Idem B spécifications
oblong exigé fondus et études
invisibles
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 9/33
Légendes :
e: Epaisseur de la tôle la plus faible.
L: Longueur du cordon.
* Critères d'acceptation des porosités apparentes
A Porosités isolées:
si ∅ porosités < 1 Æ admis 2 porosités / cm en moyenne sur la longueur du cordon,
si ∅ porosités ≤ 2 Æ admis 1 porosité / cm en moyenne sur la longueur du cordon.
B Porosités alignées par chapelet résultant de la sublimation du zinc en interface:
Un chapelet de porosités se présente sous la forme de porosités alignées distantes de 1 à 2 mm.
Somme des longueurs de chapelets ≤ 20% longueur du cordon (L).
C Porosités en nuage résultant d'un défaut de protection gazeuse par manque ou par pollution.
Somme des nuages de porosités ≤ 10% longueur du cordon (L).
Somme des longueurs de défauts B + C ≤ 25% de L (Longueur cordon).
A B C
Σ longueurs chapelets ≤ 20% de L Σ longueurs nuage ≤ 20% de L
1 à 2 porosités maxi
/ cm suivant ∅ Σ longueurs B + C ≤ 25% de L
Au-delà de ces critères, il y a retouche voir rebut suivant l'incidence sur le cahier des charges pièce.
Fonctions spécifiques
Certains assemblages sont soumis à des exigences particulières qui doivent être mentionnés sur le plan par
l'attribut D :
• Hauteur / largeur cordon Î encombrement.
• Etanchéité.
• Uniformité du cordon pour subir une déformation homogène (absorbeur).
• Remplissage d'un plan de joint en entaille (trou oblong).
• Etc...
Attention indications sur plan: Les joints en entaille (trou oblong) devant être remplis sont identifiés par leur
attribut A ou B et leur indice d avec la spécification "rempli". Toutes liaisons de cette famille dépourvues de l'indice
sont non remplies par défaut.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 10/33
Conditions d'acceptation d'un plan de joint en entaille non rempli:
Longueur de liaison entre cordon et bord de l'entaille LI ≥ Longueur de l'entaille Le
Manque liaisons parallèles sur les deux rives de l'entaille MI ≥ 0.
Ml Ll 2
Ll Le
Ml Ll 1
Référence MI Admis si
Ll = Le Non admis Ll1 + Ll2 ≥ Le
Cordon
Ll : Longueur de liaison.
Le : Longueur de l'entaille.
Ml : Manque liaison parallèle sur les 2 rives de l'entaille.
Conditions d'acceptation d'un plan de joint en encoche.
Longueur de liaison entre cordon et bord de l'entaille LL ≥ Longueur de l'entaille Le
LL
LL Le Le Le
LL
Référence Non admis
LL ≥ Le
Cordon
LL : Longueur de liaison.
Le : Longueur de l’entaille.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 11/33
CROQUIS EXPLICATIFS
Rep : X - joint à clin
R
Ts
Ti
A
Note : Si épaisseur tôle supérieure (Ts) > épaisseur tôle inférieure (Ti) et joint invisible après soudage R ne peut
plus être mesuré nous considérons la liaison bonne si A ≥ 2 e + 0,5 mm avec le chant de tôle supérieur (Ts)
entièrement fondu.
Rep : Y - angle intérieur
Rep : K
Rep : L
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 12/33
Rep : M
Rep : N
Rep : O
EDL à contrôler
Rep : P
L – 0 + 5 mm
Cas d'un trou oblong
Cordon
L Trou oblong
L : Longueur mini de liaison = longueur du trou oblong
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 13/33
Rep : Q
0
+
Décalage cordon - D
Position nominale du cordon
Décalage cordon + D
Axe du plan de joint
Note : On suppose bien entendu que la longueur du cordon L est respectée.
D’une manière pratique la position s’apprécie par comparaison visuelle de la pièce par rapport à un référentiel
imagé ou physique adapté au poste de contrôle.
Rep : R
∅ trou de perçage
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 14/33
FIGURINES DEFAUTS
1 – CORDON DEPORTE
2 – CORDON DEPORTE ROULE
Note : Spécifique au plan de joint à clin cordon déporté en grande partie sur la tôle supérieure.
3 – CORDON DEFLECTE
4 – CORDON INTERROMPU
5 – CORDON IRREGULIER
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 15/33
6 – CORDON DE FAIBLE SECTION
7 – CORDON BOMBE
Note : Cordon bien centré sur le joint mais sans mouillage.
8 – CORDON CONCAVE
9 – CORDON FISSURE
10 – CRATERE FISSURE
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 16/33
11 – CRATERE EVIDE
12 – CANIVEAU EN BORD DE CORDON
13 – MORSURE EN BORD DE CORDON
13b – EFFET DE ROCHAGE
14 – EFFONDREMENT DE BORD
15 – DECOUPAGE PIECE
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 17/33
16 – PIECE PERCEE
17 – POROSITE
A B C
Porosités alignées Porosités vermiculaires Porosités en nuages
Issues du dégazage par
Issues du dégazage d'un Généralement issues d'un
sublimation d'un revêtement
produit organique situés en défaut de protection
ou d'un corps étranger basse
interface du joint. gazeuse ou d'un mélange
température de fusion situés de protec tion pollué.
en interface du joint.
18 – EXCES DE SILICATE Æ Acier
19 – EXCES DE SUIE Æ Aluminium
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 18/33
5.2.CONTROLE PAR COUPES
5.2.1.COUPES MACROGRAPHIQUES
• Examen visuel d'une coupe transversale du cordon de soudure polie.
• Analyse du profil de la pénétration et application des critères d'acceptation.
• Fréquences des contrôles conformes au plan de surveillance.
• Zones de coupe sur la pièce :
Elles seront définies d'un commun accord entre services Etudes, Méthodes, Qualité et Fabrications et apparaîtront
sur le plan de contrôle.
Zones de coupe sur le cordon :
Une coupe transversale doit être exécutée à la fin du premier tiers d'un cordon de morphologie homogène si le
cordon présente une anomalie d'aspect une deuxième coupe est exécutée au droit de celle-ci, la macrographie la
plus défavorable est prise en compte pour être analysée suivant les critères de la norme.
A_Sur cordon de longueur > 50mm Î réaliser les coupes A et B.
Lignes de coupe
Fin 1ier tiers Début 3ième tiers
Coupe A Coupe B
Sur cordon présentant une zone litigieuse il faut réaliser une coupe prioritairement sur la partie critique.
Ligne de coupe
Début cordon
Anomalie
Cordons de longueur L: 15 mm ≤ L ≤ 50 mm.
Réaliser une coupe en milieu de cordon.
Cordons de longueur ≤ 15 mm.
Un test d'arrachement se substitue à la coupe micrographique.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 19/33
Critère d'analyse pour les soudages MIG et MAG.
Joint en angle intérieur
A
P1 mini = e / 10
α1 EDL
P2 mini = e / 10
Lp1 α2
C
B
Lp2
Joint à clin
P1 mini = e / 10
EDL
A α1 P2 mini = e / 10
Lp1
C
B Lp2
Légendes
A Pièce A.
B Pièce B.
C Cordon Æ zone fondue.
EDL Epaisseur de liaison.
Lp1, Lp2 Largeur de pénétration au niveau de la ligne de profondeur de pénétration e/10.
P1, P2 Profondeur de pénétration minimum.
α1 et α2 Angles de raccordement entre cordon et pièce (joint en angle intérieur).
Conditions
Critères d’acceptation d’un cordon
Critères Classe A (Sécurité) Classe B (non sécurité)
EDL ≥ 0,8e ≥ 0,7e
Lp1, Lp2 ≥ 0,8e à e/10 ≥ 0,7e à e/10
P1, P2 ≥ e/10 (avec minimum de 0,2 mm pour e ≤. 2 mm)
α 1 et 2 ≥ 110°
Note : Ces deux formes de joints étant la base des autres, ce principe s'applique de la même manière.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 20/33
Joint en entaille, lumière ou oblong
EDL1 EDL1’
P1 mini = e / 10 P1’ mini = e / 10
A Lp1 Lp1’
C
B
P2 mini = e / 10
Lp2
Légendes :
A Pièce A.
B Pièce B.
C Cordon Î zone fondue.
EDL1 et EDL1’ Epaisseurs de liaison
Lp1, Lp1’ Lp2 Largeurs de pénétration au niveau de la ligne de profondeur de pénétration e/10.
P1, P1’ P2 Profondeurs de pénétration minimum.
Conditions
e Epaisseur de la tôle la plus mince
EDL1 et EDL1’ ≥ 0,8e. A respecter
Lp1, Lp1’ ≥ 0,8e au niveau de la ligne de profondeur de pénétration e/10. A respecter
Lp2 ≥ 1,5 e au niveau de la ligne de profondeur de pénétration e/10. A respecter
P1, P1’, P2 ≥ e/10 (avec minimum de 0,2 mm pour e < 2 mm). A respecter
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 21/33
Critère d'analyse pour le soudobrasage MIG.
Joint en angle intérieur
Joint à clin
Légendes
A Pièce A
B Pièce B
C Cordon Æ zone fondue
EDL Epaisseur de liaison
Ll1, Ll2 Largeur de liaison
α 1 et 2 Angles de raccordement entre cordon et pièce (joint en angle intérieur)
Conditions
e Epaisseur de la tôle la plus mince
EDL ≥e Préconiser
Ll1, Ll2 ≥e A respecter
α1 et α2 ≥ 110° Préconiser
Remarque importante:
En soudobrasage, la dilution (pénétration dans les pièces de base) est un phénomène à éviter. On tolère une
dilution égale à 1/10e de l’épaisseur de la tôle support, au-delà, la liaison sera considérée comme défectueuse.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 22/33
Joint en entaille, lumière ou oblong.
EDL 1 EDL 1’
A Ll1 Ll1’
C
B
Ll2
Légendes :
A Pièce A
B Pièce B
C Cordon Î zone fondue
EDL1 et EDL1’ Epaisseurs de liaison
Ll1, Ll1’ Ll2 Largeurs de liaison
Conditions
e Epaisseur de la tôle la plus mince
EDL1, EDL1’ ≥e A respecter
Ll1, Ll1’ ≥e A respecter
Ll2 ≥ 1,5 e A respecter
Remarque importante:
En soudobrasage, la dilution (pénétration dans les pièces de base) est un phénomène à éviter. On tolère une
dilution égale à 1/10e de l’épaisseur de la tôle support, au-delà, la liaison sera considérée comme défectueuse.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 23/33
PROFONDEUR MINI DE PENETRATION IMPOSEE EN SOUDAGE MIG et MAG
0,6
0,5
Profondeur de pénétration (P1, P2) (mm)
Zone 1
0,4
Zone 2
0,3
0,2
Zone 3
0,1
0
1,5 1,8 2 2,5 3 3,5 4 4,5 5
Epaisseur de la pièce la plus mince (mm) Série3 Série1
Zone 1 : Pièce bonne.
Zone 2 : Acceptable mais réajustement du processus et ou les pièces primaires.
Zone 3 : Reprise ou retouche immédiate des cordons et action immédiate sur le processus et ou les pièces
primaires.
Attention : Les assemblages composés d’une pièce d’épaisseur < 1,5 mm ne sont pas représentées car elles
doivent être assemblées en soudobrasage MIG, si impossibilité consulter un spécialiste.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 24/33
Méthodes de mesure de l'EDL suivant différents cas de figure.
Prendre le rayon du cercle inscrit dans A, B, C ayant pour centre le point de concourt de ces trois zones (point : 0).
EDL
1 2
A A
O C O
C
B B
3 4
A A
O C O C
B B
5 6
A
A C
O1
O2
B B C
Commentaires :
Prendre en compte la côte EDL dessinée sur les cas de figure 1, 2, 3, 4 et 5.
Sur la figure 6, EDL est le rayon du cercle inscrit O1 ou O2 ayant la plus faible valeur.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 25/33
Interprétation de la norme sur coupe macrographique d’un joint à clin.
Si A ≤ B
Soudage MAG.
P1 = ?
A e/10 Î dans ce cas A/10
B
Lp2
1er cas : Continuité du plan de joint visible de part et d'autre du cordon :
La pénétration est bonne si le bord de la tôle A est entièrement fondu d’autre part le contrôle visuel doit faire
apparaître le chevauchement du cordon sur la tôle supérieure A de 1/3 de sa largeur.
2ème cas : Continuité du plan de joint non visible de part et d'autre du cordon :
Voir le 1er cas mais sans application de la règle du chevauchement 1/3, 2/3 concernant le cordon sur l'axe du joint.
Par conséquent il n'y a pas de mesure de la cote P1, et la cote Lp2 doit être mesurée comme indiqué ci-dessus.
Soudobrasage MIG.
La liaison est bonne si le bord de la tôle A est liée sur toute son épaisseur.
Si A > B
Soudage MAG.
A H
La pénétration est bonne si H (zone de bord fondue) ≥ épaisseur de 0,8B à e/10.
Soudobrasage MIG.
A L
La liaison est bonne si L (zone de liaison) ≥ épaisseur de B.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 26/33
5.2.2.COUPE MICROGRAPHIQUE
Chaque assemblage, quels que soient les matériaux en présence doit être validé par une coupe micrographique.
En cas de risque de fissuration pour les aciers dont le carbone équivalent est supérieur à 0,20, la coupe
micrographique est complétée d’une filiation de dureté conformément à la norme NF-EN 1043-2.
Aucun point de cette filiation ne doit dépasser une valeur de 450 HV. En cas de dépassement, l’assemblage doit
faire l’objet d’une validation par un expert.
* CE: formule Carbone équivalent prise en compte = C + ((Mn + Si) / 6) + ((Cr + Mo + V) / 5) + ((Cu + Ni) / 15).
5.3.CONTROLE TENUE MECANIQUE
5.3.1.TEST D’ARRACHEMENT
Conditions d’applications en fonction des épaisseurs de l'assemblage, de sa nuance et de la longueur du cordon.
e: Epaisseur de la tôle la plus fine de l'assemblage (mm)
Support Procédé
0,7 0,8 1 1,2 1,5 1,8 2 2,5 3 3,5 4 4,5 5
Soudobrasage
Longueur maxi 50mm
Aciers doux MIG
à UHLE
Longueur Longueur maxi Longueur maxi 15mm ou
Soudage MAG
maxi 50mm 30mm point bouchon ∅ 15mm
Longueur maxi
Aluminiums Soudage MIG Longueur maxi 50mm 15mm ou point
bouchon ∅ 15mm
Rappel de la nuance des liaison: Soudobrasage MIG Î Fils cupro-alliés.
Soudage MAG Î Fils acier classe G3Si1.
Soudage MIG Î Fils aluminiums.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 27/33
Critères d’acceptation :
• Sur cordon
Longueur déboutonnée et ou de rupture dans chaque cordon (La) ≥ 90% de la longueur au plan (L).
A condition que le contrôle visuel valide le bon centrage du cordon sur le joint suivant la présente norme.
Avant le test Après le test
Déboutonnage intégral
La
Rupture plan de joint intégral
L
La
A A
Lmr
Cordon ARC
Déboutonnage + Rupture plan de joint
La
A
Lmr
Lmr: largeur moyenne de rupture dans le cordon ≥ 2e (épaisseur de la tôle la plus mince de l'assemblage).
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 28/33
• Sur point bouchon :
∅ de déboutonnage intégral (Dd) …ou
∅ de rupture dans le plan de joint (Drpj) ou = ∅ de déboutonnage d’un PSE correspondant.
∅ déboutonnage (Dd) + rupture plan de joint (Dr)
Produit soudé avant le test Après le test
Déboutonnage intégral
B A
Dd
Rupture plan de joint intégral
B A
Drpj
A
B
Déboutonnage + Rupture plan de joint
B A
Dd + Drpj Dr
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 29/33
• Sur trou oblong ou entaille :
Surface de déboutonnage intégrale (Sd) …ou
≥ 2 / 3 de la surface
Surface de rupture plan de joint intégrale(Srpj) …ou
de l'oblong d'origine (So)
Surface déboutonnée (Sd) + surface de rupture plan de joint (Srpj)
Avant soudage Test après soudage
Déboutonnage intégral
A
B
Sd
Rupture plan de joint
La A
S.o
A
B B
S.rpj
Rupture plan de joint + déboutonnage
La A
B
S.rpj S.d
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 30/33
Contrôle par arrachement concernant une liaison « en chaînette » composée de 3 cordons minimum au pas
≤ 50 mm.
Après soudage
C1
lllll
C C2 C3 C4
Pas
Après arrachement
C1 C2 C3 C4
Conditions d’acceptation :
La somme des liaisons C1 + C2+ C3 + C4 doit représenter 80 % de la liaison totale demandée au plan avec un
mini de 80 % pour les cordons d’extrémités Î C1 et C4 et 70% mini pour les cordons intermédiaires Î C2 et C3
Note : conditions valables pour toutes formes de joint.
• Conditions d’application de ce test avec désincarcérateur.
Sens de désincarcération pour l’arrachement
Désincarcérateur
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 31/33
5.4.APPLICATION DES CONTROLES DESTRUCTIFS
1 Î Epaisseur pièces A et B < 1,5 mm.
2 Î Epaisseur pièces A ou B < 1,5mm + A ou B ≥ 1,5 mm.
3 Î Epaisseur pièces A et B = 1,5 mm .
Catégories
4 Î Epaisseur pièces A ou B = 1,5mm + A ou B > 1,5 mm.
d’assemblages
5 Î Epaisseur pièces 2 ≤ A et B < 3,5 mm
A et B ≥ 3,5 mm Î assemblage acier.
6 Î Epaisseur pièces
A et B ≥ 4 mm Î assemblage aluminium.
A
B
Assemblages Contextes
Procédés
ARC Longueur liaison Après En cas de
Catégories Démarrage Série
(mm) remise en état # litige
Sb MIG 1, 2, 3 et 4
≤ 15 Ta Ta Ta Ta
MAG 3 et 4
MIG > 15 Cm + Ta Cm + Ta Cm + Ta Cm + Ta
3, 4 et 5
aluminium
≤ 15 Ta Ta Ta Ta
MAG 5
> 15 Cm + Ta Cm* + Ta Cm + Ta Cm + Ta
MAG
≤ 15 Ta Ta Ta Ta
et
6
MIG
> 15 Cm + Ta Cm + Ta Cm + Ta Cm + Ta
aluminium
Cm : Contrôle macrographique
Ta : Test d'arrachement
# : Remise en état de la cellule signifie changement d'un gros module tel que source de soudage, robot, réparation
de pièce maîtresse, adaptation ou essai d'un nouveau composant dans la cellule (source nouvelle génération,
d'une autre marque, torche push pull à la place d'une torche classique,…).
* Dans le cas d’assemblages très simples et avec des matériaux dont l’équivalent carbone est inférieur à 0.2%, il
est possible de s’affranchir de la coupe métallographique sous réserve d’acceptation par le référent métier.
Remarque : Les points bouchons sont testés uniquement en arrachement quel que soit le contexte.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 32/33
6.ACTIONS A MENER SUR CORDON NON CONFORME
Tous les cordons prévus doivent être réalisés suivant les indications portées au plan.
Toute non-conformité détectée par le plan de surveillance durant la fabrication doit entraîner une action corrective,
c'est-à-dire :
• Remise en ordre des moyens d’assemblage.
• De manière exceptionnelle, reprise ou retouche des défaillances détectées après validation par les services
conception et prestations et en accord avec le métier.
7.REPRISE, RETOUCHE ET CHANGEMENT DE PIECE
7.1.REPRISE
C'est la réalisation d'un cordon ou point en lieu et place d'un cordon ou point défectueux selon le respect de la
conformité du plan.
7.2.RETOUCHE
C'est la réalisation d'un assemblage équivalent à un cordon ou un point en remplacement d'une défaillance. Le
procédé doit être validé par les services compétents et la procédure est de la responsabilité du centre de
production.
7.3.CHANGEMENT DE PIECE
C'est le démontage d'une pièce pour :
• soit réaliser une reprise ou une retouche,
• soit remplacer une pièce mal positionnée, déformée ou pour rajouter une pièce manquante.
Le procédé et la procédure doivent être validés par DMOV/MXP.
8.PLAN DE SURVEILLANCE PROCESS
Le processus est suivi grâce à un plan de surveillance des moyens mais de plus en raison des difficultés
rencontrées dans le domaine de la soudure ARC. Un plan de surveillance du produit doit être nécessairement mis
en place.
Le ratio plan de surveillance des moyens/plan de surveillance du produit est défini pour chaque usine en fonction
de l'organisation de son processus et ajusté en vie série en fonction des résultats de l'audit produit.
Ces plans de surveillance doivent rendre la reprise ou la retouche des cordons ARC exceptionnelle.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
PSA PEUGEOT - CITROËN
PROCEDES ARC - CRITERES D'ACCEPTATION D'UN CORDON B13 1540 33/33
9.AUDIT PRODUIT
L’audit produit doit être réalisé après reprise et retouche.
Sa fréquence est synchronisée avec les audits réalisés sur les soudures PSE et sous la responsabilité du service
qualité habilité du site.
Ordre de grandeur des périodicités de l'audit :
• 1 mois pour les véhicules de fortes cadences > 250 / jour.
• 2 mois pour les véhicules de faibles cadences = 250 / jour.
Cet audit ne constitue pas un moyen d’acceptation de tranche mais permet de vérifier et d’étalonner le plan de
surveillance processus, de valider le processus de retouche ou de reprise et d’établir l’indicateur qualité soudure.
Toute défaillance doit donner lieu à un plan d’action de l’usine.
9.1.TRAITEMENT DE LA DEFAILLANCE DETECTEE DANS L'AUDIT
Toute défaillance donne lieu à analyse, correction sur les moyens, vérifications sur le produit dans l'en-cours,
rattrapage si nécessaire ou acceptation par dérogation pour la tranche douteuse quand le rattrapage n'est pas
possible.
Entre deux audits produits consécutifs, toute répétition de défaillance sur un cordon donne lieu à une remise en
cause du référentiel produit-processus.
Toutes ces actions et celles décrites dans le système qualité de chaque centre font l'objet d'une traçabilité.
OR : 19/04/2000 S : 27/04/2012 USAGE INTERNE
Vous aimerez peut-être aussi
- B62 0030 (Rev. F 2010.02) FR - MATIERES THERMOPLASTIQUES, THERMODURCISSABLES, ELASTOMERES THERMOPLASTIQUES ET CAOUTCHOUCS SPECIFICATIONDocument15 pagesB62 0030 (Rev. F 2010.02) FR - MATIERES THERMOPLASTIQUES, THERMODURCISSABLES, ELASTOMERES THERMOPLASTIQUES ET CAOUTCHOUCS SPECIFICATIONDiego CamargoPas encore d'évaluation
- PSA Méthode Séssai MatériauxDocument22 pagesPSA Méthode Séssai MatériauxMiguel Queiros100% (1)
- D45 1333 FR PDFDocument27 pagesD45 1333 FR PDFJose ValenciaPas encore d'évaluation
- Liste Nouvelle Norme CND Et Soudage - 08 - Octobre-2013 - Web 3Document1 pageListe Nouvelle Norme CND Et Soudage - 08 - Octobre-2013 - Web 3babaaromePas encore d'évaluation
- NF en Iso 9934-3Document16 pagesNF en Iso 9934-3soukanePas encore d'évaluation
- 16-Bouteille 6436Document2 pages16-Bouteille 6436med chabanePas encore d'évaluation
- 42 HCPP x52sq Projecteur (Head Lamp) Dacia Xji - HDG - Varroc Ind B 20.10.2020Document18 pages42 HCPP x52sq Projecteur (Head Lamp) Dacia Xji - HDG - Varroc Ind B 20.10.2020Abou ZiadPas encore d'évaluation
- Norme: StandardDocument3 pagesNorme: StandardadanicolaePas encore d'évaluation
- Résultat D'inspectionDocument1 pageRésultat D'inspectionTouil HoussemPas encore d'évaluation
- Formation en Méthodes Utilisées Pour Le Revêtement Et Enrobage Du PipeDocument3 pagesFormation en Méthodes Utilisées Pour Le Revêtement Et Enrobage Du PipeTarekNacer100% (2)
- Application POLYKOTEDocument2 pagesApplication POLYKOTEL'acteur VictimePas encore d'évaluation
- SKT - Ain TemouchnetDocument2 pagesSKT - Ain Temouchnetmed chabane100% (1)
- Fiche D'instruction VTDocument3 pagesFiche D'instruction VTjohan emilePas encore d'évaluation
- Guide AQUAP - 99-13 - Rev - 7 Intervention Récipient Et GV PDFDocument11 pagesGuide AQUAP - 99-13 - Rev - 7 Intervention Récipient Et GV PDFEric MailliottePas encore d'évaluation
- NF en 12953-5Document23 pagesNF en 12953-5Nabil BachaPas encore d'évaluation
- PV FittingDocument12 pagesPV FittingMourad AIT EMRARPas encore d'évaluation
- Contrôle Soudage 2Document28 pagesContrôle Soudage 2rbibouh100% (1)
- NF en 13108-2Document28 pagesNF en 13108-2Mohamed HOUGGAALIPas encore d'évaluation
- Etais FR EtaisDocument18 pagesEtais FR EtaisFakhri FlahiPas encore d'évaluation
- NBN EN ISO 17638-2016 FRDocument25 pagesNBN EN ISO 17638-2016 FRAbdelkader AbdelkaderPas encore d'évaluation
- Nouvelle Norme en 1090-2 Quest-Ce Qui A ChangeDocument4 pagesNouvelle Norme en 1090-2 Quest-Ce Qui A ChangeMenad SalahPas encore d'évaluation
- P98 251 2 Essai MarshallDocument13 pagesP98 251 2 Essai MarshallBenigni Butrezi NgwizinemaPas encore d'évaluation
- Procédures de Contrôle, D'essais Et de Réparation Des Dispositifs D'étanchéité Par Géomembranes PVC-P Dans Les Ouvrages Souterrains PDFDocument10 pagesProcédures de Contrôle, D'essais Et de Réparation Des Dispositifs D'étanchéité Par Géomembranes PVC-P Dans Les Ouvrages Souterrains PDFr_racPas encore d'évaluation
- ISO 6383 Résistance À La DéchirureDocument16 pagesISO 6383 Résistance À La DéchirureRammi MalekPas encore d'évaluation
- Critères D'acceptation RT - CODAP 2005 - Division 2Document4 pagesCritères D'acceptation RT - CODAP 2005 - Division 2darouichPas encore d'évaluation
- Annexe VERITALDocument4 pagesAnnexe VERITALOran Hamid100% (1)
- SC148B-1 Rapport Autocontrole PDFDocument1 pageSC148B-1 Rapport Autocontrole PDFYoucef SerratPas encore d'évaluation
- En 1442Document9 pagesEn 1442BERTRANDPas encore d'évaluation
- Grue 1Document2 pagesGrue 1alex mackaghaPas encore d'évaluation
- Chloric CCDocument1 pageChloric CCFarPas encore d'évaluation
- Verifications Des Ouvrages Hydrauliques Au SeismeDocument141 pagesVerifications Des Ouvrages Hydrauliques Au Seismekhellaf cherifPas encore d'évaluation
- Grafcet OmronDocument21 pagesGrafcet OmronAntónio AntãoPas encore d'évaluation
- Aquaprox PC7300-Fiche TechDocument2 pagesAquaprox PC7300-Fiche TechRedhouane OudjidaPas encore d'évaluation
- 07-19 Oil Libya Mesure D'épaisseurDocument6 pages07-19 Oil Libya Mesure D'épaisseurZarai MaherPas encore d'évaluation
- NF en 12846-1 (Avril 2011) - Determination Du Temps D'ecoulement Des Emulsions - T66-020-1Document17 pagesNF en 12846-1 (Avril 2011) - Determination Du Temps D'ecoulement Des Emulsions - T66-020-1Alawi SanaePas encore d'évaluation
- Mill Test Certificat #62 Client Spa Armatures Technique AmagerieDocument1 pageMill Test Certificat #62 Client Spa Armatures Technique AmagerieSaidi NadjimPas encore d'évaluation
- Criteres D'acceptation - Radiographie - API 1104Document1 pageCriteres D'acceptation - Radiographie - API 1104Karim HADDADPas encore d'évaluation
- RecueilcregDocument171 pagesRecueilcregKHALED KHALEDPas encore d'évaluation
- Cales Doc 1536Document8 pagesCales Doc 1536Kali AbdennourPas encore d'évaluation
- Norme: Normalisation Renault Automobiles Service 60201 Section Normes Et Cahiers Des ChargesDocument24 pagesNorme: Normalisation Renault Automobiles Service 60201 Section Normes Et Cahiers Des Chargestazi marouanePas encore d'évaluation
- En 10264-1 (Fils Pour Câbles) - ADocument14 pagesEn 10264-1 (Fils Pour Câbles) - AkikaPas encore d'évaluation
- Guide Pratique Organimes Formation CifmDocument14 pagesGuide Pratique Organimes Formation Cifmmodza23Pas encore d'évaluation
- WPS 01Document3 pagesWPS 01Zouhair BenmabroukPas encore d'évaluation
- Pub Et BDC COVAP 2012 Division 1 - Tarif 2014Document4 pagesPub Et BDC COVAP 2012 Division 1 - Tarif 2014FOKAMloicPas encore d'évaluation
- Présentation MICDocument19 pagesPrésentation MICSalah JallaliPas encore d'évaluation
- 05-Aut - Radiologie Modifier 1Document3 pages05-Aut - Radiologie Modifier 1Cherif Sari100% (1)
- Sap E Osbl: Procedure Test PneumatiqueDocument6 pagesSap E Osbl: Procedure Test PneumatiqueAmine LaouinaPas encore d'évaluation
- Norme: StandardDocument3 pagesNorme: StandardadanicolaePas encore d'évaluation
- Prcédure de Resssuage Rev00Document9 pagesPrcédure de Resssuage Rev00Usama SaPas encore d'évaluation
- En 10088-2 Conditions de Livraison Des Tôles Et BandesDocument45 pagesEn 10088-2 Conditions de Livraison Des Tôles Et BandesLucas MassoniPas encore d'évaluation
- NF EN ISO 9712 END QualificationEtCertificationduPersonnelEND Mars 2022Document59 pagesNF EN ISO 9712 END QualificationEtCertificationduPersonnelEND Mars 2022SKORA100% (3)
- PWHT Rev.3 (EN)Document20 pagesPWHT Rev.3 (EN)SANUPas encore d'évaluation
- ManilleDocument4 pagesManilleTouil HoussemPas encore d'évaluation
- AEE Poste Vedoko Prix Des Travaux Génie Civil 02 Revu Par SOGETECDocument17 pagesAEE Poste Vedoko Prix Des Travaux Génie Civil 02 Revu Par SOGETECEl-Hadj SaïdPas encore d'évaluation
- Rapport D'expertise Schneider Rev01Document28 pagesRapport D'expertise Schneider Rev01Touil HoussemPas encore d'évaluation
- DYWIDAG Tirants CABLES-Agrément GZ-BMVIT-327.120-0008-IV-ST2-2015 - FR - 06-2018Document14 pagesDYWIDAG Tirants CABLES-Agrément GZ-BMVIT-327.120-0008-IV-ST2-2015 - FR - 06-2018durand.bastienPas encore d'évaluation
- NM 01.4.095 (Ronds Lisses)Document15 pagesNM 01.4.095 (Ronds Lisses)Amine FerhaniPas encore d'évaluation
- NF en Iso 12944-7 - 1998Document28 pagesNF en Iso 12944-7 - 1998Nassim Ben AbdeddayemPas encore d'évaluation
- Revetements de Peinture Appliques Sur Pieces Mecaniques MetalliquesDocument10 pagesRevetements de Peinture Appliques Sur Pieces Mecaniques MetalliquesGT-LUCAS BARCIPas encore d'évaluation
- BV 01337Document13 pagesBV 01337Ricardo VitorianoPas encore d'évaluation
- Les Bases de La Thermodynamique 2 Chapitre II PDFDocument11 pagesLes Bases de La Thermodynamique 2 Chapitre II PDFmahdi amraouiPas encore d'évaluation
- Exam MDMDocument4 pagesExam MDMHaithem AminePas encore d'évaluation
- PDFDocument24 pagesPDFCompétitionPas encore d'évaluation
- S o Mortaiseuse MechesDocument2 pagesS o Mortaiseuse Mechesp bwPas encore d'évaluation
- Mur Types PDFDocument76 pagesMur Types PDFWafaa ElyaâgoubiPas encore d'évaluation
- Page D'accueil - Espace Élèves - PRONOTE 2023.0.2.7 - Centre National d' Enseignement E-LearningDocument1 pagePage D'accueil - Espace Élèves - PRONOTE 2023.0.2.7 - Centre National d' Enseignement E-LearningzhcczgfbmwPas encore d'évaluation
- Hygiène HospitalièreDocument4 pagesHygiène HospitalièreJamal MalouPas encore d'évaluation
- Exos PDT Conjugaison G1Document16 pagesExos PDT Conjugaison G1Olivier Benard100% (1)
- Karim, Ousmane Socé PDFDocument27 pagesKarim, Ousmane Socé PDFL’unique SuperboyPas encore d'évaluation
- Estem: Eau Dans Le SolDocument27 pagesEstem: Eau Dans Le SolAlli BoukhchPas encore d'évaluation
- Sco BP1Document5 pagesSco BP1Philippe Diego DelasvegasPas encore d'évaluation
- Les Thèmes Du Dalf C1Document28 pagesLes Thèmes Du Dalf C1Ioana Babarus100% (1)
- AUguste Blanqui L'Éternité Par Les AstresDocument79 pagesAUguste Blanqui L'Éternité Par Les AstresYvan KalievPas encore d'évaluation
- Introduction A L'immunologieDocument9 pagesIntroduction A L'immunologieBalakibawi ESSOPas encore d'évaluation
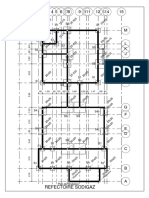
- Structure REFECTOIRE SODIGAZ PDFDocument44 pagesStructure REFECTOIRE SODIGAZ PDFheheheyPas encore d'évaluation
- Catalogue PHOTOFLEX en FrancaisDocument26 pagesCatalogue PHOTOFLEX en FrancaisAllanlitwinPas encore d'évaluation
- Enquête de Fréquentation Culturelle 2015 PDFDocument35 pagesEnquête de Fréquentation Culturelle 2015 PDFilikesummer1234Pas encore d'évaluation
- ToyotismeDocument4 pagesToyotismeAbdelkarimPas encore d'évaluation
- Is - Corrigé de L - Étude de Cas Ayda (Version 2016)Document5 pagesIs - Corrigé de L - Étude de Cas Ayda (Version 2016)Hicham DaouchPas encore d'évaluation
- Cours OrdonnacementDocument17 pagesCours OrdonnacementMed ArefPas encore d'évaluation
- Examples Questions Examen AcoustiqueDocument4 pagesExamples Questions Examen AcoustiquePierreFontenellePas encore d'évaluation
- Soukhoï Su-57 - WikipédiaDocument10 pagesSoukhoï Su-57 - WikipédiaMohamed Lamine TourePas encore d'évaluation
- AFAM - Projet de RechercheDocument23 pagesAFAM - Projet de RechercheAlbert Francis Abega MekongoPas encore d'évaluation
- Jeremie Gouyon Ok-2Document289 pagesJeremie Gouyon Ok-2leucinedijaPas encore d'évaluation
- Chauffeur SPLDocument1 pageChauffeur SPLmeryem.vfsPas encore d'évaluation
- Facteur de PuissanceDocument9 pagesFacteur de PuissancesonoumoudjibouPas encore d'évaluation
- TIG Ta33 Panneau de Commande FRDocument22 pagesTIG Ta33 Panneau de Commande FRk.a55Pas encore d'évaluation
- Act2 1Document4 pagesAct2 1nassima ghallabiPas encore d'évaluation
- CPS ClimatisationDocument2 pagesCPS Climatisationilyass tourkiPas encore d'évaluation
- Cours de Gestion de Production 1.2.3 Gmp2 VPDocument30 pagesCours de Gestion de Production 1.2.3 Gmp2 VPMohamed SabrePas encore d'évaluation