Vous aimerez peut-être aussi
- 11-04-002 - K RenaultDocument13 pages11-04-002 - K RenaultPedro MaiaPas encore d'évaluation
- Cahier Des Charges: Normalisation Renault Automobiles Service 65810 Section Normes Et Cahiers Des ChargesDocument8 pagesCahier Des Charges: Normalisation Renault Automobiles Service 65810 Section Normes Et Cahiers Des ChargesJohn PalichPas encore d'évaluation
- Cahier Des Charges: Normalisation Renault Automobiles Service 65830 Section Normes Et Cahiers Des ChargesDocument31 pagesCahier Des Charges: Normalisation Renault Automobiles Service 65830 Section Normes Et Cahiers Des ChargesDiego Camargo0% (1)
- BV 01337Document13 pagesBV 01337Ricardo VitorianoPas encore d'évaluation
- Norme: Normalisation Renault Automobiles DMI / Service 65810 Section Normes Et Cahiers Des ChargesDocument27 pagesNorme: Normalisation Renault Automobiles DMI / Service 65810 Section Normes Et Cahiers Des Chargestazi marouane100% (1)
- Toles en Acier ZNDocument15 pagesToles en Acier ZNGaby Neagoe NitulescuPas encore d'évaluation
- Norme: Normalisation Renault Automobiles Service 60201 Section Normes Et Cahiers Des ChargesDocument24 pagesNorme: Normalisation Renault Automobiles Service 60201 Section Normes Et Cahiers Des Chargestazi marouanePas encore d'évaluation
- EM34.GO.004 Panel Soporte para MetrologiaDocument8 pagesEM34.GO.004 Panel Soporte para MetrologiaAdolfo DonPas encore d'évaluation
- D45 1333 FR PDFDocument27 pagesD45 1333 FR PDFJose ValenciaPas encore d'évaluation
- Vis A Souder A Bout Plat Soudage Par Resistance Filetage Metrique IsoDocument6 pagesVis A Souder A Bout Plat Soudage Par Resistance Filetage Metrique IsorichardPas encore d'évaluation
- Multibloc MB 4101: Notice Installation Et MaintenanceDocument12 pagesMultibloc MB 4101: Notice Installation Et MaintenanceSimo Ben OuaradPas encore d'évaluation
- Tubes - Tuyaux Caoutchouc Pour Circuit de Refroidissement Caracteristiques Des Melanges CaoutchoucDocument10 pagesTubes - Tuyaux Caoutchouc Pour Circuit de Refroidissement Caracteristiques Des Melanges CaoutchoucRafa Lopez PuigdollersPas encore d'évaluation
- Norme Marocaine: Produits SidérurgiquesDocument13 pagesNorme Marocaine: Produits SidérurgiquesAziz ait hmidiPas encore d'évaluation
- NormeDocument10 pagesNormeimadkassaPas encore d'évaluation
- Manuel de Maintenance Des Essieux Et Suspensions ROR Assali Stefen FrançaisDocument36 pagesManuel de Maintenance Des Essieux Et Suspensions ROR Assali Stefen FrançaishelepdeskallPas encore d'évaluation
- Manuale Testate FR WebDocument44 pagesManuale Testate FR WebmehdiPas encore d'évaluation
- Instructions de Montage Et de Mise en Service Pour Limiteur de Couple de Sécurité EAS Taille 0 - 9Document7 pagesInstructions de Montage Et de Mise en Service Pour Limiteur de Couple de Sécurité EAS Taille 0 - 9hamdaPas encore d'évaluation
- Guide Renault Montage Des Ponts RoulantsDocument9 pagesGuide Renault Montage Des Ponts RoulantsSouhaieb JaballahPas encore d'évaluation
- MINIBLOC MVAE Réducteur Combiné Roue Et Vis Sans Fin Et Engrenages ParallèlesDocument11 pagesMINIBLOC MVAE Réducteur Combiné Roue Et Vis Sans Fin Et Engrenages Parallèlesyasser hankPas encore d'évaluation
- EM34.GO.002 Soporte para MetrologiaDocument10 pagesEM34.GO.002 Soporte para MetrologiaAdolfo DonPas encore d'évaluation
- Eb7162025 FR XPDocument10 pagesEb7162025 FR XPMarcel JuleanPas encore d'évaluation
- EM34.GO.000 Facilidades Geometricas para La Concepcion, Realizacion y ControlDocument5 pagesEM34.GO.000 Facilidades Geometricas para La Concepcion, Realizacion y ControlAdolfo DonPas encore d'évaluation
- Em34 Go 001Document5 pagesEm34 Go 001Adolfo DonPas encore d'évaluation
- Procedes Arc - Soudage Mag Des Aciers Soudobrasage Mig Des Aciers Soudage Mig Des Aluminiums Criteres D'Acceptation D'Un CordonDocument33 pagesProcedes Arc - Soudage Mag Des Aciers Soudobrasage Mig Des Aciers Soudage Mig Des Aluminiums Criteres D'Acceptation D'Un CordonGT-LUCAS BARCIPas encore d'évaluation
- 00 10 040 CSR Ind-T FRDocument56 pages00 10 040 CSR Ind-T FR57641Pas encore d'évaluation
- Porte Metallique Techniques Catalogue PDFDocument210 pagesPorte Metallique Techniques Catalogue PDFClay Rios100% (1)
- CEBportails 230320 CCTP - Ind.0Document15 pagesCEBportails 230320 CCTP - Ind.0contactPas encore d'évaluation
- r12 3201 (Rev. F 2008.06) FR - Caisse Circuit Carburant Intervolume Canalisation CarburantDocument9 pagesr12 3201 (Rev. F 2008.06) FR - Caisse Circuit Carburant Intervolume Canalisation CarburantDiego Camargo100% (1)
- Conducteurs en Alliage de Cuivre Pour Lignes Aériennes: CorrespondanceDocument26 pagesConducteurs en Alliage de Cuivre Pour Lignes Aériennes: CorrespondanceAli Ben Belgacem MahroukPas encore d'évaluation
- B64 0100 (Rev. B 2002.09) FR - CAOUTCHOUCS THERMOPLASTIQUES SPECIFICATIONDocument9 pagesB64 0100 (Rev. B 2002.09) FR - CAOUTCHOUCS THERMOPLASTIQUES SPECIFICATIONDiego CamargoPas encore d'évaluation
- Aciers de Construction Nuances A Usinabilite Amelioree: Cette Norme REMPLACE La Norme S531101Document4 pagesAciers de Construction Nuances A Usinabilite Amelioree: Cette Norme REMPLACE La Norme S531101Miguel QueirosPas encore d'évaluation
- Aciers de Construction Nuances A Usinabilite Amelioree: Cette Norme REMPLACE La Norme S531101Document4 pagesAciers de Construction Nuances A Usinabilite Amelioree: Cette Norme REMPLACE La Norme S531101Ricardo VitorianoPas encore d'évaluation
- Aciers de Construction Nuances A Usinabilite Amelioree: Cette Norme REMPLACE La Norme S531101Document4 pagesAciers de Construction Nuances A Usinabilite Amelioree: Cette Norme REMPLACE La Norme S531101Ricardo VitorianoPas encore d'évaluation
- Stabilité de GrueDocument18 pagesStabilité de GrueMouaad MA100% (1)
- Norme Soudage 01-50-026Document22 pagesNorme Soudage 01-50-026mariuswolf10100% (2)
- Notice de Pose RoofaerationDocument14 pagesNotice de Pose RoofaerationMANEL DERRIJPas encore d'évaluation
- Geolab: Ingenierie GeotechniqueDocument7 pagesGeolab: Ingenierie GeotechniqueRé MarcPas encore d'évaluation
- CHEC - OM - Application N°4 - Poteau Mixte - VBDocument13 pagesCHEC - OM - Application N°4 - Poteau Mixte - VBMarioPas encore d'évaluation
- 00-10-040 Reperage Produits CSR-FR-Q PDFDocument31 pages00-10-040 Reperage Produits CSR-FR-Q PDFBESPas encore d'évaluation
- Norme: Normalisation Renault Automobiles Service 65810 Section Normes Et Cahiers Des ChargesDocument29 pagesNorme: Normalisation Renault Automobiles Service 65810 Section Normes Et Cahiers Des ChargesDiego Camargo100% (1)
- Norme: StandardDocument3 pagesNorme: StandardadanicolaePas encore d'évaluation
- Carter EpDocument1 pageCarter EpwoulkanPas encore d'évaluation
- Norme: StandardDocument3 pagesNorme: StandardadanicolaePas encore d'évaluation
- A33 3510 Tolerancias GeraisDocument14 pagesA33 3510 Tolerancias GeraisFernando RodriguesPas encore d'évaluation
- Hypothèse de CalculDocument52 pagesHypothèse de CalculHicham BlackPas encore d'évaluation
- 021 - Cellule Circuit MotorisationDocument334 pages021 - Cellule Circuit MotorisationghofranaftiPas encore d'évaluation
- Serrages Em34go807 - F - FRDocument13 pagesSerrages Em34go807 - F - FRLuis JavierPas encore d'évaluation
- EVA 12 F Cellule Protection Transformateur Avec InterrupteDocument24 pagesEVA 12 F Cellule Protection Transformateur Avec InterrupteFayçal LouahalaPas encore d'évaluation
- Rapport D'essaisDocument2 pagesRapport D'essaissouhaibnguidi2Pas encore d'évaluation
- DMECCEE212DCALIBRESDocument82 pagesDMECCEE212DCALIBRESccd3Pas encore d'évaluation
- Stonee d60-l60 Iacm Edition 2017Document12 pagesStonee d60-l60 Iacm Edition 2017Pélagie DAH SERETENONPas encore d'évaluation
- Poteaux en Béton Pour Lignes Électriques Aériennes: Specification TechniqueDocument8 pagesPoteaux en Béton Pour Lignes Électriques Aériennes: Specification TechniqueKaoutar El-ghazouiPas encore d'évaluation
- IN0028V1V FilDocument60 pagesIN0028V1V FilömerPas encore d'évaluation
- Soudage Par Points Par Resistance Des Toles D'Acier Definition Des AssemblagesDocument24 pagesSoudage Par Points Par Resistance Des Toles D'Acier Definition Des AssemblagesGT-LUCAS BARCIPas encore d'évaluation
- B53 3070 - Aços Planos Laminados A Quente Ou A FrioDocument8 pagesB53 3070 - Aços Planos Laminados A Quente Ou A FrioThiago SilvaPas encore d'évaluation
- Norme: StandardDocument15 pagesNorme: StandardReginaldo SantosPas encore d'évaluation
- Soudure de Raccord Rompue Au KM 6+260 FD V2 CV-CPDocument4 pagesSoudure de Raccord Rompue Au KM 6+260 FD V2 CV-CPAbderrazzak 2 ENNAJI 2Pas encore d'évaluation
- Pourquoi Il Faut Interdire Tik Tok À Vos EnfantsDocument2 pagesPourquoi Il Faut Interdire Tik Tok À Vos Enfantsdaya100% (2)
- Le Marketing TerritorialDocument23 pagesLe Marketing TerritorialMehdix BroukiPas encore d'évaluation
- La RaboteuseDocument6 pagesLa RaboteuseAnthony JeannePas encore d'évaluation
- CNM18015-CNMTL-Autorisation de Communiquer Des Renseignements CIUSSSDocument2 pagesCNM18015-CNMTL-Autorisation de Communiquer Des Renseignements CIUSSSFrazier BarturenPas encore d'évaluation
- 03 Landini123ĺDocument42 pages03 Landini123ĺBenjaPas encore d'évaluation
- Comment ' Pro Os de Vol: F LightDocument15 pagesComment ' Pro Os de Vol: F LightTatePas encore d'évaluation
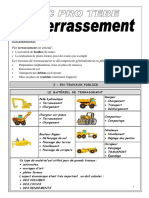
- Leçon & Exercice - Le Terrassement PDFDocument4 pagesLeçon & Exercice - Le Terrassement PDFTanguy Doumbia100% (2)
- DC2 2ème Sciences 2Document4 pagesDC2 2ème Sciences 2hediPas encore d'évaluation
- La Climatisation: Dossier TechniqueDocument16 pagesLa Climatisation: Dossier TechniqueJean Claude KonanPas encore d'évaluation
- Carte EID InstallationDocument29 pagesCarte EID Installationgobill01Pas encore d'évaluation
- Cours 00-Analyse FonctionnelleDocument14 pagesCours 00-Analyse Fonctionnellemaraghni_hassine7592Pas encore d'évaluation
- Copie de Inventaire Sfax 2020Document12 pagesCopie de Inventaire Sfax 2020Arij Naily Ep HammamiPas encore d'évaluation
- Assemblages Soudés (Partie 1)Document8 pagesAssemblages Soudés (Partie 1)Civil EngineeringPas encore d'évaluation
- Modele Plan Developpement Professionnel PersonnelDocument3 pagesModele Plan Developpement Professionnel PersonnelMahjoub Himer100% (1)
- L Art de La GuerreDocument111 pagesL Art de La GuerreFlora AkouteyPas encore d'évaluation
- Réseau RévisionDocument14 pagesRéseau Révisionsousou2000Pas encore d'évaluation
- 15 SMS POUR DRAGUER UNE FILLE !!.SRTDocument5 pages15 SMS POUR DRAGUER UNE FILLE !!.SRTMarcos MartinezPas encore d'évaluation
- Assure Je Ludivine Le Plan Cul Trans Rencontre Une JourDocument2 pagesAssure Je Ludivine Le Plan Cul Trans Rencontre Une Jourharmoniousances67Pas encore d'évaluation
- Calcul D'un Poteau BA Selon Les Eurocodes: Quang Huy NguyenDocument15 pagesCalcul D'un Poteau BA Selon Les Eurocodes: Quang Huy NguyenchristophesandPas encore d'évaluation
- Montager BrideDocument3 pagesMontager BridemazmazPas encore d'évaluation
- TP1B Utilisation Des Appareils de Mesure en CC Et en CaDocument5 pagesTP1B Utilisation Des Appareils de Mesure en CC Et en Caajana essaidPas encore d'évaluation
- 3 Présentation Gamme RTU500!10!2014Document37 pages3 Présentation Gamme RTU500!10!2014babiso0% (1)
- La Transformation Digitale Dans Les Collectivites Territoriales Du Senegal PDFDocument8 pagesLa Transformation Digitale Dans Les Collectivites Territoriales Du Senegal PDFGARDE SenegalPas encore d'évaluation
- UFR SEN - EC Libres 2013-2014 - 5eme SemestreDocument4 pagesUFR SEN - EC Libres 2013-2014 - 5eme SemestreUniversité des AntillesPas encore d'évaluation
- 01 Portable Fire ExtinguishersDocument4 pages01 Portable Fire ExtinguishersNouvitch NouvitchePas encore d'évaluation
- Camion Benne Tasseuse7m3Document6 pagesCamion Benne Tasseuse7m3dilekh100% (1)
- 6 Chapitre1Document19 pages6 Chapitre1Abd El Basset BeNmansourPas encore d'évaluation
- Actions Et Descente de ChargeDocument10 pagesActions Et Descente de ChargejijiPas encore d'évaluation
- 04 Beckhoff France 1609Document16 pages04 Beckhoff France 1609Khaled OuniPas encore d'évaluation
- F P Tube AnneléDocument2 pagesF P Tube Anneléaitsalemhassan6Pas encore d'évaluation