Vous aimerez peut-être aussi
- Les CompresseursDocument10 pagesLes CompresseursAnis JebariPas encore d'évaluation
- TP Machine Frigorifique Compression de Vapeur PDFDocument6 pagesTP Machine Frigorifique Compression de Vapeur PDFmerwa sefir100% (1)
- Le Moteur Hdi ModDocument28 pagesLe Moteur Hdi Modaymendab75% (4)
- 04-Gestion Des DechetsDocument65 pages04-Gestion Des DechetsZakaria Zikass100% (3)
- Onopia - 55 Questions Pour Imaginer Votre Business ModelDocument69 pagesOnopia - 55 Questions Pour Imaginer Votre Business ModelOnopiaPas encore d'évaluation
- Definition DDocument6 pagesDefinition DfatmaPas encore d'évaluation
- Refroidisseur Adiabatique 2015 Rev1Document43 pagesRefroidisseur Adiabatique 2015 Rev1thomas.grebotPas encore d'évaluation
- Conduite Entretien Des Chaudieres Regulation deDocument281 pagesConduite Entretien Des Chaudieres Regulation deGhazouani Aymen88% (8)
- Manuel Du Compresseur Fini Rotar 20-25Document14 pagesManuel Du Compresseur Fini Rotar 20-25MMF PLUSPas encore d'évaluation
- 512 Turbocompresseur, Waste Gate, Intercooler, Common Rail Cod 1Document26 pages512 Turbocompresseur, Waste Gate, Intercooler, Common Rail Cod 1Zouhair WahbiPas encore d'évaluation
- Projet Moteur ThermiqueDocument17 pagesProjet Moteur ThermiqueTalel MissaouiPas encore d'évaluation
- K JetronicDocument5 pagesK JetronicElie MezherPas encore d'évaluation
- De Tend Eurs Therm 1Document3 pagesDe Tend Eurs Therm 1Yassine HibbichPas encore d'évaluation
- Rapport de Stage) 02Document12 pagesRapport de Stage) 02Mjadri BassemPas encore d'évaluation
- Production de L Air 2Document17 pagesProduction de L Air 2NabilBouabanaPas encore d'évaluation
- Injection L Jetronic Porsche 944Document5 pagesInjection L Jetronic Porsche 944ibrahim rabbajPas encore d'évaluation
- Centrale FrigorifiqueDocument4 pagesCentrale FrigorifiqueEL Hajifi EL Hajifi0% (1)
- Rapport Sur L'Aire CompimeDocument8 pagesRapport Sur L'Aire Compimefamjair24Pas encore d'évaluation
- MoteurDocument13 pagesMoteurDjawad BenchohraPas encore d'évaluation
- Système de Formation D Air D Admission Moteur DieselDocument15 pagesSystème de Formation D Air D Admission Moteur DieselAnass ELABDI (Red Amazigh)Pas encore d'évaluation
- Projet Moteur ThermiqueDocument17 pagesProjet Moteur ThermiqueTalel MissaouiPas encore d'évaluation
- Cycles Des Machines À VapeurDocument51 pagesCycles Des Machines À VapeurYassine Bouirig50% (2)
- Diagnostique Séparateur Air-Huile Compresseur Alup Medickalab Le 09-02-2024Document5 pagesDiagnostique Séparateur Air-Huile Compresseur Alup Medickalab Le 09-02-2024MMF PLUSPas encore d'évaluation
- Le Refroidissement ProfDocument11 pagesLe Refroidissement Proflenablanquet.34750Pas encore d'évaluation
- ChatGPT & Midjo-WPS OfficeDocument3 pagesChatGPT & Midjo-WPS Officeneema deparisPas encore d'évaluation
- Le Circuit de Refroidessement SimpleDocument2 pagesLe Circuit de Refroidessement SimpleLWAMBWA LandryPas encore d'évaluation
- PompeDocument5 pagesPompeZako ZakPas encore d'évaluation
- 19 Les Appareils AnnexesDocument12 pages19 Les Appareils AnnexesHabib DialloPas encore d'évaluation
- Comment Fonctionne La Climatisation Dans Une AutomobileDocument26 pagesComment Fonctionne La Climatisation Dans Une AutomobileBen TshizondoPas encore d'évaluation
- Projet Rebouilleur 1Document13 pagesProjet Rebouilleur 1مسلسلات رمضانPas encore d'évaluation
- Detendeurs Thermostatiques TIDocument11 pagesDetendeurs Thermostatiques TIIsmail KhelilPas encore d'évaluation
- Technique Chaudiere A Huile ThermiqueDocument4 pagesTechnique Chaudiere A Huile Thermiquetz369258147Pas encore d'évaluation
- Les Chaufferies de Production de Vapeur Sont Extrêmement Répandues Dans LDocument8 pagesLes Chaufferies de Production de Vapeur Sont Extrêmement Répandues Dans Lchristellenadine62Pas encore d'évaluation
- Rapport Stage - Assistant IngDocument13 pagesRapport Stage - Assistant IngBoundjick IssaPas encore d'évaluation
- WebastoDocument14 pagesWebastochitz852Pas encore d'évaluation
- Différences Et Avantages Des Compresseurs À VisDocument10 pagesDifférences Et Avantages Des Compresseurs À VisJames BluntPas encore d'évaluation
- LA12Document5 pagesLA12Montassar ZitouniPas encore d'évaluation
- Pneumatique Partie1Document11 pagesPneumatique Partie1Ahmed LabidiPas encore d'évaluation
- Système de RefroidissementDocument11 pagesSystème de Refroidissementhadjer100% (1)
- Schéma Installation D'air CompriméDocument15 pagesSchéma Installation D'air CompriméNabilBouabanaPas encore d'évaluation
- Recherche Sur Les Techniques de Mise en Service DDocument11 pagesRecherche Sur Les Techniques de Mise en Service DAdam Ben Hamouda100% (1)
- FXJ 24aDocument12 pagesFXJ 24ajeanPas encore d'évaluation
- Cycle Frigo LubanDocument37 pagesCycle Frigo Lubanjebokawhi308Pas encore d'évaluation
- Les Chaudières de Récupération Et ElectriquesDocument3 pagesLes Chaudières de Récupération Et ElectriquesAmine MassawiPas encore d'évaluation
- CH5 Thermodynamique AppiquéeDocument33 pagesCH5 Thermodynamique AppiquéeMohamad CharefPas encore d'évaluation
- Le TurbocompresseurDocument18 pagesLe Turbocompresseuradel jcsiPas encore d'évaluation
- Moteur TDI PDFDocument16 pagesMoteur TDI PDFfaymedPas encore d'évaluation
- Installations en CascadeDocument3 pagesInstallations en CascadeZako ZakPas encore d'évaluation
- Tirage Au VideDocument4 pagesTirage Au VideRania ChaabiPas encore d'évaluation
- 512 Turbocompresseur, Waste Gate, Intercooler, Common Rail Cod 1Document26 pages512 Turbocompresseur, Waste Gate, Intercooler, Common Rail Cod 1maxaub82100% (3)
- Étude de La Chambre de Combustion D'une Turbine À Gaz AéronautiqueDocument20 pagesÉtude de La Chambre de Combustion D'une Turbine À Gaz AéronautiqueMaster ÉnergétiquePas encore d'évaluation
- TextDocument2 pagesTextPierre Manès Junior HubertPas encore d'évaluation
- Les Chaudieres AuxiliaresDocument43 pagesLes Chaudieres AuxiliaresSlim Ben HarizPas encore d'évaluation
- Chap 3 Conception Des Reseaux de TuyauterieDocument4 pagesChap 3 Conception Des Reseaux de TuyauterieThierry roland UmPas encore d'évaluation
- Récupération D'un Fluide Frigorigène Dans Une Station de RécupérationDocument17 pagesRécupération D'un Fluide Frigorigène Dans Une Station de RécupérationRania Chaabi100% (2)
- ? Turbine À Gaz Définition Et ExplicationsDocument1 page? Turbine À Gaz Définition Et ExplicationsemmanuelbahemukaPas encore d'évaluation
- Machine FrigorifiqueDocument4 pagesMachine FrigorifiqueNassourou FalamaPas encore d'évaluation
- Les Climatiseurs 41Document13 pagesLes Climatiseurs 41Elouadini Ayman100% (1)
- Type de PurgeDocument2 pagesType de PurgeMayssam DalhoumiPas encore d'évaluation
- ChaudièreDocument18 pagesChaudièreSALAHEDDINEPas encore d'évaluation
- Stratégie Marketing AssainissementDocument71 pagesStratégie Marketing AssainissementLancy Fils de MebaPas encore d'évaluation
- Tef ExemplesDocument21 pagesTef Exemplesressari100% (2)
- 10e Classification de NiceDocument4 pages10e Classification de Nicem_cito87Pas encore d'évaluation
- 1 La Gestion Des Retours, Composante Mesestimee de La Logistique Inversee Une Enquete Exploratoire en Contexte AgroalimentaireDocument16 pages1 La Gestion Des Retours, Composante Mesestimee de La Logistique Inversee Une Enquete Exploratoire en Contexte AgroalimentaireChrist PatrickPas encore d'évaluation
- 368 e Fdes Escalier Helicoidal Beton PDFDocument28 pages368 e Fdes Escalier Helicoidal Beton PDFRabah IGUENANEPas encore d'évaluation
- Charte HSEDocument16 pagesCharte HSELalaina Rakotoasimbola100% (1)
- Haddad, KahinaDocument111 pagesHaddad, Kahinazinouazedine763Pas encore d'évaluation
- Dossier Pédagogique La Terre en HéritageDocument41 pagesDossier Pédagogique La Terre en HéritageLouis GaillardPas encore d'évaluation
- Les Indicateurs EnvironnementauxDocument28 pagesLes Indicateurs Environnementauxslimane100% (1)
- McDo de A - ZDocument35 pagesMcDo de A - ZYassine HADIRPas encore d'évaluation
- 14-LivreNum32 LesVillesDafriqueFaceAleursDechetsDocument288 pages14-LivreNum32 LesVillesDafriqueFaceAleursDechetsBoris KameniPas encore d'évaluation
- Vigadis 175 FR PDFDocument28 pagesVigadis 175 FR PDFYoucef MadaniPas encore d'évaluation
- IBW - Brochure Virginal Version 2Document6 pagesIBW - Brochure Virginal Version 2alexkid8Pas encore d'évaluation
- Lettre de Notification CST SonatrachDocument9 pagesLettre de Notification CST SonatrachHamza ChenitiPas encore d'évaluation
- Fiche 13Document6 pagesFiche 13Abdelmoumen AissaouiPas encore d'évaluation
- Rapport P Durand - Obsolescence Programmée PDFDocument31 pagesRapport P Durand - Obsolescence Programmée PDFAnonymous zFNLnrcPas encore d'évaluation
- mdt310dmn3 PDFDocument75 pagesmdt310dmn3 PDFmini998Pas encore d'évaluation
- Specbea BorduresBeton2013 1Document44 pagesSpecbea BorduresBeton2013 1CHOUPO ArmelPas encore d'évaluation
- La Valorisation Des DéchetsDocument60 pagesLa Valorisation Des DéchetsNellyPas encore d'évaluation
- Liste - Societes - Autorisees - DD - Actualisee - 19032019181 - CopieDocument27 pagesListe - Societes - Autorisees - DD - Actualisee - 19032019181 - Copiemohamed hammamiPas encore d'évaluation
- Expression Orale 3eme AnneeDocument4 pagesExpression Orale 3eme AnneenashwaPas encore d'évaluation
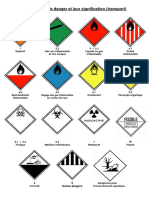
- Etiquettes de DangerDocument7 pagesEtiquettes de DangerpfePas encore d'évaluation
- Forsage Busd FRDocument32 pagesForsage Busd FRjeany9300Pas encore d'évaluation
- Compo 3Document3 pagesCompo 3Bouakkaz Abd Elhadi86% (7)
- Review of Polyacrylonitrile Blends andDocument26 pagesReview of Polyacrylonitrile Blends andSouf onsPas encore d'évaluation
- Pentel Catalogue France 2011Document72 pagesPentel Catalogue France 2011MarcM77Pas encore d'évaluation
- CCF Art AppliquéeDocument9 pagesCCF Art AppliquéeDahan ZacaryPas encore d'évaluation
- Contraintes UrbanistiquesDocument12 pagesContraintes Urbanistiquesnouhayla nasserPas encore d'évaluation