Vous aimerez peut-être aussi
- Uisnage Par Enlèvement de Copeau-Chapitre2-FraisageDocument26 pagesUisnage Par Enlèvement de Copeau-Chapitre2-FraisageCarlo CarlinePas encore d'évaluation
- Fabrication FraisageDocument8 pagesFabrication Fraisagetaha oulkadiPas encore d'évaluation
- Conditions de CoupeDocument4 pagesConditions de CoupeFosseni DialloPas encore d'évaluation
- Fascicule TP Usinage 1Document40 pagesFascicule TP Usinage 1BIJOUNA BILELPas encore d'évaluation
- Rmstpub PP 185 193Document9 pagesRmstpub PP 185 193Badra Aly MarikoPas encore d'évaluation
- Chapitre 1 TD TournageDocument4 pagesChapitre 1 TD TournageMD HM BCPas encore d'évaluation
- Serie Theorie de CoupeDocument9 pagesSerie Theorie de Coupezouga zougaPas encore d'évaluation
- Fabrication TournageDocument7 pagesFabrication Tournagetaha oulkadi100% (1)
- Benmed-M1 FMP-TD 5-Parametres de CoupeDocument3 pagesBenmed-M1 FMP-TD 5-Parametres de CoupeSanhouidi StephanePas encore d'évaluation
- Chapitre 9 2 PDFDocument37 pagesChapitre 9 2 PDFTabka SouheilPas encore d'évaluation
- Correction Du DS-productique 2021-2022-2Document8 pagesCorrection Du DS-productique 2021-2022-2meissa chaouchPas encore d'évaluation
- Exercice D'applicationDocument4 pagesExercice D'applicationYoucef MiPas encore d'évaluation
- Usure OutilsDocument6 pagesUsure Outilskharrat samirPas encore d'évaluation
- Compte Rendu de TP de Fraisage: Filière Groupe Préparer Par EncadrantDocument8 pagesCompte Rendu de TP de Fraisage: Filière Groupe Préparer Par EncadrantISMAIL AFELLAPas encore d'évaluation
- Frais AgeDocument9 pagesFrais Ageimane.baiouak2001Pas encore d'évaluation
- 1 UsinageDocument12 pages1 UsinageHajar ChaddadPas encore d'évaluation
- TP2 IndustriallisationDocument8 pagesTP2 Industriallisationسيف الدين يعقوبيPas encore d'évaluation
- CR FRDocument12 pagesCR FRiliass.essouPas encore d'évaluation
- Chapitre 3 Programmation IsoDocument25 pagesChapitre 3 Programmation IsoMohamedAyoubPas encore d'évaluation
- Rapport de TFMDocument24 pagesRapport de TFMklaaskalengaPas encore d'évaluation
- Cours Choix Outil TournageDocument5 pagesCours Choix Outil TournagentayoubPas encore d'évaluation
- ExercicescorrigeDocument23 pagesExercicescorrigeDhia AdouniPas encore d'évaluation
- Chapitre IIp3Document9 pagesChapitre IIp3dz filmPas encore d'évaluation
- TP 1 TournageDocument8 pagesTP 1 TournageSaber MalaouiPas encore d'évaluation
- Formation de Copeau en UsinageDocument13 pagesFormation de Copeau en Usinagezouga zougaPas encore d'évaluation
- MEC8554 TP2 Duree-Vie-OutilDocument9 pagesMEC8554 TP2 Duree-Vie-OutilbettonPas encore d'évaluation
- Les EtapesDocument2 pagesLes EtapesIheb MzehPas encore d'évaluation
- TP N°3: Réalisation D'opérations Sur Un Tour: Béranger Florian 1 Année Bors Thomas Marcadier Lucas Kempf LéoDocument13 pagesTP N°3: Réalisation D'opérations Sur Un Tour: Béranger Florian 1 Année Bors Thomas Marcadier Lucas Kempf LéoLéo KempfPas encore d'évaluation
- Frais AgeDocument4 pagesFrais AgeRaouf BelamriPas encore d'évaluation
- Machine de TournageDocument8 pagesMachine de TournagedjamalaberranePas encore d'évaluation
- Machine de Perçage Et Découpage Automatisée: I. Cahier de ChargeDocument3 pagesMachine de Perçage Et Découpage Automatisée: I. Cahier de ChargeSyrine MzoughiPas encore d'évaluation
- Compte Rendu Du TP: Année: 2éme Année LicenceDocument12 pagesCompte Rendu Du TP: Année: 2éme Année LicenceOum AyoubPas encore d'évaluation
- HCH-FAB II - Partie 2Document12 pagesHCH-FAB II - Partie 2Ali ZaafouriPas encore d'évaluation
- TTournageDocument14 pagesTTournageABDELHAFID GOURADPas encore d'évaluation
- CC TR 2010 2011Document2 pagesCC TR 2010 2011Soulaiman AndahmouPas encore d'évaluation
- TP N 3 PercageDocument5 pagesTP N 3 PercagetthPas encore d'évaluation
- Cours Chapitre TournageDocument36 pagesCours Chapitre Tournagemarya.marymarianaPas encore d'évaluation
- Travaux Diriges de Programmation Des Machines-Outils A Commande Numerique E. LefurDocument12 pagesTravaux Diriges de Programmation Des Machines-Outils A Commande Numerique E. LefurMohamedAyoubPas encore d'évaluation
- Compte Rendu TP FabricationDocument21 pagesCompte Rendu TP FabricationIsmail Oularbi100% (1)
- Cor 3Document2 pagesCor 3Younes AblePas encore d'évaluation
- Fbrécation MecaniqueDocument7 pagesFbrécation MecaniqueMohamed BouPas encore d'évaluation
- Intercut Conference NotesDocument27 pagesIntercut Conference NotesSanene EnanasPas encore d'évaluation
- COMPTE Rendu Tour MzhdiDocument7 pagesCOMPTE Rendu Tour MzhdiEl Hamdaoui YoussefPas encore d'évaluation
- PPM7Document18 pagesPPM7ABDELHADI MIHFADPas encore d'évaluation
- Fiche UsinageDocument5 pagesFiche UsinagesalahfaloussePas encore d'évaluation
- Durée - de Vie - OutilDocument3 pagesDurée - de Vie - OutilISMAIL100% (1)
- TD1 Programmation MOCNDocument2 pagesTD1 Programmation MOCNMasque De MortPas encore d'évaluation
- Cours TournageDocument8 pagesCours TournageAnonymous 2kCKwqPas encore d'évaluation
- Outils de CoupeDocument11 pagesOutils de CoupegrsePas encore d'évaluation
- TP Lois Usinage Oueslati FadiDocument5 pagesTP Lois Usinage Oueslati FadiFadi WeslatiPas encore d'évaluation
- Examen de Controle - Commande Numérique - 21062018Document14 pagesExamen de Controle - Commande Numérique - 21062018O Z100% (2)
- TD CoupeDocument17 pagesTD Coupepepin namaPas encore d'évaluation
- RapporalDocument14 pagesRapporalHOUSSAME NAIMPas encore d'évaluation
- Module Théorie de CoupeDocument53 pagesModule Théorie de Couperedwane ouberri100% (3)
- TSMFM FF V2-2014 - ÉnoncéDocument15 pagesTSMFM FF V2-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- Conditions de CoupeDocument2 pagesConditions de CoupeChaka BerthePas encore d'évaluation
- Présentation Du Rapport de Stage: Réalisé EncadréDocument18 pagesPrésentation Du Rapport de Stage: Réalisé EncadréMehdi LallahPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DD'EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DPas encore d'évaluation
- Devoir-Hm Lambert Cpo-30052023 Ltn-DinotDocument2 pagesDevoir-Hm Lambert Cpo-30052023 Ltn-DinotDinot BISTOUKPas encore d'évaluation
- 075Document84 pages075jose luis75% (4)
- Planning ELiteDocument62 pagesPlanning ELiteelite.courses23Pas encore d'évaluation
- Droit Diplomatique Et Consulaire RapportDocument4 pagesDroit Diplomatique Et Consulaire RapportLoic Markos GishwabiPas encore d'évaluation
- L'Appel de Cthulhu - Murmures Des ProfondeursDocument62 pagesL'Appel de Cthulhu - Murmures Des ProfondeursSamuel PerriauxPas encore d'évaluation
- Chronologie Des Conciles Oecumeniques PDFDocument30 pagesChronologie Des Conciles Oecumeniques PDFVincenzo EssombaPas encore d'évaluation
- Lecture 4Document2 pagesLecture 4Al AlPas encore d'évaluation
- Covid-19: Jurisprudence Baux Commerciaux Au 08/02/2021Document10 pagesCovid-19: Jurisprudence Baux Commerciaux Au 08/02/2021l'OpinionPas encore d'évaluation
- Projet ProfessionnelleDocument14 pagesProjet ProfessionnelleIlyass AmdjarPas encore d'évaluation
- Exercice BDDocument2 pagesExercice BDHanane SabbaniPas encore d'évaluation
- Diviseur HV1Document26 pagesDiviseur HV1OuSS DZPas encore d'évaluation
- Httpddata - Over Blog - Com4226275tafsir3. Al Imran PDFDocument171 pagesHttpddata - Over Blog - Com4226275tafsir3. Al Imran PDF9dwttgjds4Pas encore d'évaluation
- Contre Insurrection Théorie Et PratiqueDocument6 pagesContre Insurrection Théorie Et PratiquedonguiePas encore d'évaluation
- Erzulie - WikipédiaDocument13 pagesErzulie - Wikipédiajuluschristfor48Pas encore d'évaluation
- Reglement Provisoire Sur Le Service de GarnisonDocument118 pagesReglement Provisoire Sur Le Service de Garnisonbourichimohammedyassine89Pas encore d'évaluation
- Tulipan Minecraft PLANTILLADocument7 pagesTulipan Minecraft PLANTILLARoberto carlos100% (1)
- Mariage Forcé RebelleDocument5 pagesMariage Forcé RebelleSteeve Kouadio Affoto86% (7)
- LaylatoulkhadrDocument2 pagesLaylatoulkhadrMbayeBiPas encore d'évaluation
- Xm02 04Document9 pagesXm02 04Ankit SathyaPas encore d'évaluation
- DicteeDocument2 pagesDicteedocumentsauthentiquesfle1750Pas encore d'évaluation
- TACD Histoire N'4 2022-2023Document2 pagesTACD Histoire N'4 2022-2023Guy NguimbousPas encore d'évaluation
- L'interprétation Du TotalitarismeDocument26 pagesL'interprétation Du TotalitarismeGuilherme Moura GuiPas encore d'évaluation
- Séquence N 4les Provisions Pour Risques Et ChargesDocument4 pagesSéquence N 4les Provisions Pour Risques Et ChargesabdelwahabPas encore d'évaluation
- Lecon Nombres 0 A 90 BDG 2017Document10 pagesLecon Nombres 0 A 90 BDG 2017Marie-Sophie DbyPas encore d'évaluation
- FrenshDocument15 pagesFrenshLamaPas encore d'évaluation
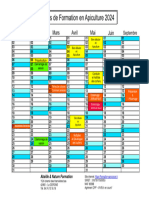
- Formation Apiculture 2024Document1 pageFormation Apiculture 2024shabanileonis2Pas encore d'évaluation
- Anweiler FR 2019 Les Soviets en Russie 1905 1921Document478 pagesAnweiler FR 2019 Les Soviets en Russie 1905 1921Alex MascaPas encore d'évaluation
- Communiqué de Presse Situation COVID - Centre Hospitalier de BastiaDocument1 pageCommuniqué de Presse Situation COVID - Centre Hospitalier de BastiaFrance BleuPas encore d'évaluation
- Amer Dessous Des CartesDocument11 pagesAmer Dessous Des Cartesjazzytriton100% (1)
- Revision Boite Auto A670Document19 pagesRevision Boite Auto A670Pascal MILLETPas encore d'évaluation