Vous aimerez peut-être aussi
- Intégrer le genre dans la mise en oeuvre et le suivi-évaluation des programmes de transferts en espèces et de travaux publics: Guide technique 3 de la FAOD'EverandIntégrer le genre dans la mise en oeuvre et le suivi-évaluation des programmes de transferts en espèces et de travaux publics: Guide technique 3 de la FAOPas encore d'évaluation
- Commission du Codex Alimentarius: Manuel de Procédure Vingt-sixième editionD'EverandCommission du Codex Alimentarius: Manuel de Procédure Vingt-sixième editionÉvaluation : 5 sur 5 étoiles5/5 (1)
- Outil d'évaluation des systèmes de contrôle des aliments: Dimension B – Fonctions de contrôleD'EverandOutil d'évaluation des systèmes de contrôle des aliments: Dimension B – Fonctions de contrôlePas encore d'évaluation
- Outil d'évaluation des systèmes de contrôle des aliments: Introduction et glossaireD'EverandOutil d'évaluation des systèmes de contrôle des aliments: Introduction et glossairePas encore d'évaluation
- Manuel de communication sur les risques appliquée à la sécurité sanitaire des alimentsD'EverandManuel de communication sur les risques appliquée à la sécurité sanitaire des alimentsPas encore d'évaluation
- Outil d'évaluation des systèmes de contrôle des aliments: Dimension A – Intrants et ressourcesD'EverandOutil d'évaluation des systèmes de contrôle des aliments: Dimension A – Intrants et ressourcesPas encore d'évaluation
- Module 2 - SSA HACCP Codex AlimentariusDocument31 pagesModule 2 - SSA HACCP Codex AlimentariusAyoub OUBAHA100% (1)
- Haccp FRDocument105 pagesHaccp FRKhersafi MeriemPas encore d'évaluation
- Eexigence ISO 22000Document34 pagesEexigence ISO 22000Marsit Med AminePas encore d'évaluation
- Sécurité Sanitaire Des AlimentsDocument218 pagesSécurité Sanitaire Des AlimentsSoufiane NaniPas encore d'évaluation
- La Securite Sanitaire AlimentaireDocument17 pagesLa Securite Sanitaire AlimentairealhoudaPas encore d'évaluation
- Chapitre 5 Leadership Iso 22000 V 2018Document11 pagesChapitre 5 Leadership Iso 22000 V 2018AgroAliment.netPas encore d'évaluation
- Codex Alimentarius 2020Document39 pagesCodex Alimentarius 2020Melak Necib100% (5)
- Article Identification Et Analyse Des Dangers D Un Process de Fromage Fondu Selon L Iso 22 000 MSW A4 FormatDocument9 pagesArticle Identification Et Analyse Des Dangers D Un Process de Fromage Fondu Selon L Iso 22 000 MSW A4 FormatYassineYassinePas encore d'évaluation
- Guide Relatif À La Mise en Place de La Traçabilité Dans Le Secteur AgroalimentaireDocument31 pagesGuide Relatif À La Mise en Place de La Traçabilité Dans Le Secteur Agroalimentairealhouda100% (2)
- Tracabilite PDFDocument6 pagesTracabilite PDFkawtar bourkan100% (2)
- Groupe N°12 - La TracabilitéDocument22 pagesGroupe N°12 - La TracabilitéOverDoc100% (3)
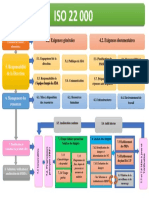
- Carte Conceptuelle ISO 22000Document1 pageCarte Conceptuelle ISO 22000LabroufiAbdelouahed33% (3)
- Guide Food Defense AFNORDocument28 pagesGuide Food Defense AFNORAnous AlamiPas encore d'évaluation
- 5 - Guide Food FraudDocument46 pages5 - Guide Food FraudAurélien HaddadPas encore d'évaluation
- ExposeDocument53 pagesExposeBENHDAPas encore d'évaluation
- ISO22KDocument44 pagesISO22KAbderrazzak ElazriPas encore d'évaluation
- PRP Et PrPo Karoka ExposéDocument16 pagesPRP Et PrPo Karoka Exposéleslie massengoPas encore d'évaluation
- Arbre de Décision PRPo CCPDocument4 pagesArbre de Décision PRPo CCPJad Haydar Mohamed Bouangua100% (2)
- Manuel HACCPDocument18 pagesManuel HACCPSaleh ChekPas encore d'évaluation
- 5 O. Boutou Les Standards de Certification en IAA - 2011Document21 pages5 O. Boutou Les Standards de Certification en IAA - 2011raboufatimaPas encore d'évaluation
- Programme HaccpDocument65 pagesProgramme HaccpsarachouPas encore d'évaluation
- FSSC 22000Document18 pagesFSSC 22000BRAHIM BOUKALMOUNEPas encore d'évaluation
- DésinsectisationDocument19 pagesDésinsectisationBoursel LoembaPas encore d'évaluation
- Support Fs-Formation FSSC 22000 V5 IndustrieDocument63 pagesSupport Fs-Formation FSSC 22000 V5 IndustrieLiban AimoulPas encore d'évaluation
- FSSC 22000 V6 Guidance Document EnvironmentalDocument10 pagesFSSC 22000 V6 Guidance Document EnvironmentalnaimisbbPas encore d'évaluation
- Cours HaccpDocument219 pagesCours HaccpTarik SenanePas encore d'évaluation
- Historique HACCPDocument2 pagesHistorique HACCPMyriamPas encore d'évaluation
- Programmes PrérequisDocument34 pagesProgrammes PrérequishappiPas encore d'évaluation
- Qualite Et Tracabilite Des Produits LaitiersDocument11 pagesQualite Et Tracabilite Des Produits LaitiersÍşm ÀílPas encore d'évaluation
- APAB Guide Bonnes Pratiques Hygiene PDFDocument152 pagesAPAB Guide Bonnes Pratiques Hygiene PDFKonan Richard KouassiPas encore d'évaluation
- Formation HalalDocument83 pagesFormation HalalNajib tounsiPas encore d'évaluation
- Tracabilite Des Produits Alime - EL AZOUZI Kaoutar - 227Document46 pagesTracabilite Des Produits Alime - EL AZOUZI Kaoutar - 227yasminaPas encore d'évaluation
- Guide de Bonnes Pratique D'hygiène Conserve de PoissonsnDocument105 pagesGuide de Bonnes Pratique D'hygiène Conserve de Poissonsnmoatacimr88% (8)
- 05 - Ehpad240512 Plan de Nettoyage HaccpDocument17 pages05 - Ehpad240512 Plan de Nettoyage HaccpEDITH KOUAMEPas encore d'évaluation
- Présentation de L - Étude HACCP PDFDocument58 pagesPrésentation de L - Étude HACCP PDFAsmae ÖLkîî Jaaouane100% (1)
- 03 06 2021 HD - Nis Maitrise Des BPHDocument99 pages03 06 2021 HD - Nis Maitrise Des BPHNissoum ZiatPas encore d'évaluation
- Rapport Haccp VFDocument60 pagesRapport Haccp VFZineb GoubarPas encore d'évaluation
- Formation Iso 22000 Exigences Iaqt-Ing Qse 2018Document191 pagesFormation Iso 22000 Exigences Iaqt-Ing Qse 2018TIEBE SERGES89% (9)
- Formation Iso 22 000Document195 pagesFormation Iso 22 000AmilletPas encore d'évaluation
- Formation Iso 22000 LhichouDocument128 pagesFormation Iso 22000 LhichouMed Errami100% (2)
- Formation ISO 22000 BramaliDocument222 pagesFormation ISO 22000 BramaliFousseyni TRAOREPas encore d'évaluation
- Securité Alimentaire Et TracabilitéDocument16 pagesSecurité Alimentaire Et Tracabilitéala46ster100% (1)
- Copie de HaccpDocument47 pagesCopie de HaccpKeith KelewouPas encore d'évaluation
- ISO 22000 Module de Soutien N 5 La DocumentationDocument6 pagesISO 22000 Module de Soutien N 5 La DocumentationRedouan Lerhrissi50% (2)
- Initiation À La Mise en Place de La Norme ISO 22000 Version 2018 Au Sein de S.A.R.L. GERBIOR Groupe Benhamadi Bordj Bou A - 1Document52 pagesInitiation À La Mise en Place de La Norme ISO 22000 Version 2018 Au Sein de S.A.R.L. GERBIOR Groupe Benhamadi Bordj Bou A - 1Zouhour Hannachi100% (2)
- ISO 22000 2018 ChecklistDocument68 pagesISO 22000 2018 ChecklistZouhour HannachiPas encore d'évaluation
- Iso 22000Document24 pagesIso 22000Hamid HamidPas encore d'évaluation
- Groupe N°36 - HaccpDocument18 pagesGroupe N°36 - HaccpOverDoc100% (5)
- Haccp 2014Document22 pagesHaccp 2014FouratZarkouna100% (1)
- Module Soutien Iso22000 12Document14 pagesModule Soutien Iso22000 12Laritta2010100% (1)
- La Methode HACCPDocument38 pagesLa Methode HACCPArwa Mohamed Baccouche100% (1)
- Traçabilité Des Produits AlimentairesDocument11 pagesTraçabilité Des Produits AlimentairesOussama SalihPas encore d'évaluation
- Management Hygiène Et Sécurité AlimentaireDocument71 pagesManagement Hygiène Et Sécurité Alimentairelatifa aqchachPas encore d'évaluation
- Exigences Iso 22000 Version 2018-1Document184 pagesExigences Iso 22000 Version 2018-1najwa zinaouiPas encore d'évaluation
- FeuDocument89 pagesFeuAbderrahim ElghalbzouriPas encore d'évaluation
- Projet Fin D' EtudeDocument64 pagesProjet Fin D' EtudeŸöùcéf Ch100% (1)
- Modele Projet Centrale EolienneDocument17 pagesModele Projet Centrale Eoliennenacer zidiPas encore d'évaluation
- Presentation Ceidre FR en 2013Document16 pagesPresentation Ceidre FR en 2013ait.koufiPas encore d'évaluation
- L'huile Contenant Le PCBDocument86 pagesL'huile Contenant Le PCBBaz NajatPas encore d'évaluation
- MEL-ENSAM-2020 - Chp.3-Machines Asynchrones PDFDocument58 pagesMEL-ENSAM-2020 - Chp.3-Machines Asynchrones PDFOssama Chahoub100% (1)
- RayonnementDocument29 pagesRayonnementBibliothèque Al-itkanPas encore d'évaluation
- F GammaDocument2 pagesF GammayoudbibPas encore d'évaluation
- CH IV 2021 FORMATION ET REDUCTION DES OXYDES 2020-ConvertiDocument89 pagesCH IV 2021 FORMATION ET REDUCTION DES OXYDES 2020-ConvertiCHEIKH ABDOUL AZIZ H'MEIDYPas encore d'évaluation
- Concasseur Giratoire PDFDocument8 pagesConcasseur Giratoire PDFGueschom KapelaPas encore d'évaluation
- TDMeca 8Document3 pagesTDMeca 8Ihsan MokhlissePas encore d'évaluation
- Meca SolidDocument2 pagesMeca SolidMdzayd EL FahimePas encore d'évaluation
- Yabiladi: Enfants D'emigrés, Vers Un Nouveau TourismeDocument62 pagesYabiladi: Enfants D'emigrés, Vers Un Nouveau TourismespiritualbeingPas encore d'évaluation
- Sensibilisation Sûreté Nucléaire ADUDocument29 pagesSensibilisation Sûreté Nucléaire ADUQualité En ENTREPRISEPas encore d'évaluation
- Formation: ContactDocument1 pageFormation: ContactLaila AgnaouPas encore d'évaluation
- Volvo Code Evc-D Tous Moteur Sauf Boitier 128Document358 pagesVolvo Code Evc-D Tous Moteur Sauf Boitier 128Ted Theodore100% (1)
- 3 Phase Production Separator C-321Document51 pages3 Phase Production Separator C-321Tengku Nizarul Aslami100% (1)
- Calage Moteur Pompe Injection Case Ih 845 - Recherche GoogleDocument1 pageCalage Moteur Pompe Injection Case Ih 845 - Recherche GoogleChristophe Fabas0% (1)
- Cours SP2013Document65 pagesCours SP2013lafaffPas encore d'évaluation
- Energie 6ème Fiche de PréparationDocument2 pagesEnergie 6ème Fiche de PréparationkarinePas encore d'évaluation
- Pfe Deua Ett PDFDocument15 pagesPfe Deua Ett PDFMbama Prince Gildas 2Pas encore d'évaluation
- Rapport Enr Esoubai&lahouitiDocument76 pagesRapport Enr Esoubai&lahouitiessoubaifatimafmPas encore d'évaluation
- Transfert ThermiqueDocument2 pagesTransfert ThermiqueWalid Ben EzzinePas encore d'évaluation
- Comment Les Riches Détruisent La PlanèteDocument164 pagesComment Les Riches Détruisent La Planètescribuoy100% (1)
- PNOZ E3 1p Operat Man 21240-3FR-05Document12 pagesPNOZ E3 1p Operat Man 21240-3FR-05Jaime LopezPas encore d'évaluation
- Diagnostic Sur GrafcetDocument4 pagesDiagnostic Sur GrafcetMohcine ELAYBOUDIPas encore d'évaluation
- 5dbec9efa9c51628: Demande de Stage Élève Ingénieure en 3ème Année Génie Energétique Et Energies RenouvelablesDocument2 pages5dbec9efa9c51628: Demande de Stage Élève Ingénieure en 3ème Année Génie Energétique Et Energies Renouvelablesmohamed bllaminPas encore d'évaluation
- Note AQUAP 2022 - CB - 01 - Bouteilles Composites Conformes Au CDC SYNAMAPDocument3 pagesNote AQUAP 2022 - CB - 01 - Bouteilles Composites Conformes Au CDC SYNAMAPcedricPas encore d'évaluation
- Catalogue General Allbatteries PDFDocument119 pagesCatalogue General Allbatteries PDFSécurité LenvalPas encore d'évaluation
- Froid - Partie-Électrique HabibDocument41 pagesFroid - Partie-Électrique HabibFakher HssinePas encore d'évaluation