Vous aimerez peut-être aussi
- Corrigé Bac Pro MEI 2021Document13 pagesCorrigé Bac Pro MEI 2021HakobyanPas encore d'évaluation
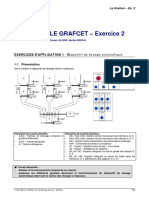
- TD2 Gemma PDFDocument3 pagesTD2 Gemma PDFyousef ouasfia100% (1)
- Travaux Dirigés Automatismes Industriels GE 2Document9 pagesTravaux Dirigés Automatismes Industriels GE 2Ben Mekki Houcine100% (7)
- G7-Ex6 Machine-Rainur PDFDocument6 pagesG7-Ex6 Machine-Rainur PDFKhaled OuniPas encore d'évaluation
- Cours Bac S Si - Acquerir L Information - Les CapteursDocument27 pagesCours Bac S Si - Acquerir L Information - Les CapteursKhaled Ouni100% (1)
- TD 35 Corrigé - Systèmes Séquentiels - GRAFCET - Structure Particulière - Grafcet Partiel - Compteur PDFDocument4 pagesTD 35 Corrigé - Systèmes Séquentiels - GRAFCET - Structure Particulière - Grafcet Partiel - Compteur PDFKhaled Ouni100% (2)
- Grafcet ExerciceDocument2 pagesGrafcet ExerciceKhaled Ouni33% (3)
- TD 20 3 Grafcets Hiérarchisés Programme M340Document4 pagesTD 20 3 Grafcets Hiérarchisés Programme M340Alain DUPONCHELPas encore d'évaluation
- TP2 automatismeLAIIDocument6 pagesTP2 automatismeLAIIfakhri menjliPas encore d'évaluation
- TD ApiDocument8 pagesTD ApibouchraPas encore d'évaluation
- Autom 2002Document7 pagesAutom 2002Houda AyebPas encore d'évaluation
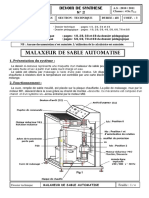
- Malaxeur de Sable AutomatiseDocument9 pagesMalaxeur de Sable AutomatiseHamada HamadaPas encore d'évaluation
- TD2 HydrauliqueDocument20 pagesTD2 HydrauliquealibckhPas encore d'évaluation
- TD Grafcet Série2Document3 pagesTD Grafcet Série2Wiam MahboubPas encore d'évaluation
- S6 1 Applications Circuits Pneumatiques CorrigesDocument29 pagesS6 1 Applications Circuits Pneumatiques CorrigesSaad StPas encore d'évaluation
- 1 Systeme Sequentiels Eleve GrafcetDocument8 pages1 Systeme Sequentiels Eleve GrafcetAhmed BelhadjPas encore d'évaluation
- Devoir de Synthèse N°2 - Technologie Dossier Technique MALAXEUR DE SABLE - Bac Technique (2010-2011) MR ZAAFOURI mEHREZDocument4 pagesDevoir de Synthèse N°2 - Technologie Dossier Technique MALAXEUR DE SABLE - Bac Technique (2010-2011) MR ZAAFOURI mEHREZsuiton fzPas encore d'évaluation
- Pluri TD Pneu ScieDocument9 pagesPluri TD Pneu ScieKuate RenePas encore d'évaluation
- S2 Labo Flacon ST 2022PDocument7 pagesS2 Labo Flacon ST 2022PFarjallah MariamPas encore d'évaluation
- Aut Log Vol2 v06Document149 pagesAut Log Vol2 v06Phoe Nix100% (1)
- Modifier Un Circuit de Commande en PneumatiqueDocument15 pagesModifier Un Circuit de Commande en PneumatiquechahiPas encore d'évaluation
- 08-09 SI CI11 Synthese Cours GEMMADocument6 pages08-09 SI CI11 Synthese Cours GEMMATaoufiqBaouchPas encore d'évaluation
- 06 GrafcetDocument28 pages06 Grafcetamine milanoPas encore d'évaluation
- TP Auto PercageDocument21 pagesTP Auto PercagekaoutarPas encore d'évaluation
- COMMANDE DES MACHINES BAC F3 2023 27-mai-2023 09-29-56Document8 pagesCOMMANDE DES MACHINES BAC F3 2023 27-mai-2023 09-29-56maxwellwilliam121Pas encore d'évaluation
- 2 GrafcetDocument35 pages2 GrafcetAouir RazikaPas encore d'évaluation
- Les 3 TD ApiDocument3 pagesLes 3 TD ApiJiba LassryPas encore d'évaluation
- UntitledDocument10 pagesUntitledNoel KabrePas encore d'évaluation
- TD GrafcetDocument6 pagesTD GrafcetJovy Berny100% (1)
- TD Préparation Programmation Découverte Automate TSX 37 - Le ConvoyeurDocument7 pagesTD Préparation Programmation Découverte Automate TSX 37 - Le ConvoyeurYasuoo BaylorPas encore d'évaluation
- DC44 17 - 18Document10 pagesDC44 17 - 18jetlaoui frajPas encore d'évaluation
- Devoir Surveillé Autom2 2022Document8 pagesDevoir Surveillé Autom2 2022Aftaab H. RaheemanPas encore d'évaluation
- 4 - Serie - Grafcet - NV 2Document5 pages4 - Serie - Grafcet - NV 2AYMAN COUKIPas encore d'évaluation
- Td1-Systeme HydrauliqueDocument2 pagesTd1-Systeme HydrauliqueBigue SowPas encore d'évaluation
- CorrigeDocument19 pagesCorrigesamir badriPas encore d'évaluation
- Sujets Exam AutoDocument3 pagesSujets Exam AutoFth WalterPas encore d'évaluation
- BTS 2018 Sujet Hydraulique Pneumatique (MM)Document4 pagesBTS 2018 Sujet Hydraulique Pneumatique (MM)cheikh ahmed tidiane fayePas encore d'évaluation
- Exercices VérinsDistributeursDocument29 pagesExercices VérinsDistributeursSana Emmanuel100% (2)
- TD Grafcet 2Document3 pagesTD Grafcet 2Fadwa GHANIPas encore d'évaluation
- UTBM Automates-Programmables 2005 GESCDocument6 pagesUTBM Automates-Programmables 2005 GESCBAMBA Lango Richard100% (1)
- 11 MalaxeurDocument28 pages11 MalaxeurSamiAmeur75% (4)
- Le Grafcet Cours 2Document84 pagesLe Grafcet Cours 2naciri66Pas encore d'évaluation
- Grafcet Resume de CoursDocument7 pagesGrafcet Resume de CoursImen Ayachi100% (1)
- Poly TD API PDFDocument10 pagesPoly TD API PDFKhadija HajadePas encore d'évaluation
- Automatisation D'une Cisaille Systeme Etudie Alimentation D'Une CisailleDocument10 pagesAutomatisation D'une Cisaille Systeme Etudie Alimentation D'Une CisailleMăř ØűãPas encore d'évaluation
- TD ST PerçageDocument11 pagesTD ST PerçageSana GassémPas encore d'évaluation
- KEB Combivert F0 v1.2Document124 pagesKEB Combivert F0 v1.2reza yousefiPas encore d'évaluation
- Chap4 Commande Par APIDocument13 pagesChap4 Commande Par APIAbderrahmen KiradPas encore d'évaluation
- TD 1 Commande Séquentielle 2023Document11 pagesTD 1 Commande Séquentielle 2023pythagoretenkamPas encore d'évaluation
- TD1 Automatisme - GRAFCETDocument11 pagesTD1 Automatisme - GRAFCETFadila FE100% (2)
- Devoir Du 2ème Trimestre 2022Document5 pagesDevoir Du 2ème Trimestre 2022josias zinsou100% (1)
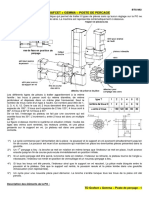
- 12-TD G7 + GEMMA Poste de PerçageDocument3 pages12-TD G7 + GEMMA Poste de PerçageursulaahoulahouPas encore d'évaluation
- TD2Document4 pagesTD2Abdallah Grima33% (3)
- Analyser Et Valorisation Par CritèreDocument10 pagesAnalyser Et Valorisation Par Critèrehaythem jameiPas encore d'évaluation
- Automatisme: Dossier SujetDocument3 pagesAutomatisme: Dossier SujetEmmanuel Krys NonoPas encore d'évaluation
- Révision GRAFCETDocument5 pagesRévision GRAFCETarmelo simbePas encore d'évaluation
- Emd 2020 Api - F1Document2 pagesEmd 2020 Api - F1Ali CiaPas encore d'évaluation
- Electro Hyd FormateurDocument60 pagesElectro Hyd FormateurOussemaPas encore d'évaluation
- Variateur ABBDocument21 pagesVariateur ABBnawzatPas encore d'évaluation
- Automatisme: TD3: Cahier Des ChargesDocument2 pagesAutomatisme: TD3: Cahier Des ChargesVincenzo Hicham DimarcoPas encore d'évaluation
- EPS04Document12 pagesEPS04modeste nguimbouPas encore d'évaluation
- 03 Chapitre 1Document5 pages03 Chapitre 1Firas FirasPas encore d'évaluation
- TD1 BvaDocument5 pagesTD1 BvamohamedPas encore d'évaluation
- Cours AcquisitionDocument60 pagesCours AcquisitionKhaled OuniPas encore d'évaluation
- Atelier 07 Hmi RTXDocument17 pagesAtelier 07 Hmi RTXKhaled OuniPas encore d'évaluation
- Introduction PDFDocument28 pagesIntroduction PDFKhaled OuniPas encore d'évaluation
- Poly ADC COURS 1ste 1617 PDFDocument53 pagesPoly ADC COURS 1ste 1617 PDFKhaled OuniPas encore d'évaluation
- Chapitre 7Document42 pagesChapitre 7Khaled OuniPas encore d'évaluation
- d000004 Regulflex Ligne Complete PDFDocument32 pagesd000004 Regulflex Ligne Complete PDFKhaled OuniPas encore d'évaluation
- Automate Programmable IndustrielleDocument5 pagesAutomate Programmable IndustrielleKhaled OuniPas encore d'évaluation
- Cours IA PDFDocument88 pagesCours IA PDFKhaled OuniPas encore d'évaluation
- Bac2002 Distrib Cafe PDFDocument17 pagesBac2002 Distrib Cafe PDFKhaled OuniPas encore d'évaluation
- Gemma PDFDocument54 pagesGemma PDFKhaled OuniPas encore d'évaluation
- Traitement SurfaceDocument10 pagesTraitement SurfaceKhaled OuniPas encore d'évaluation
- Reseaux Communication Industriels PDFDocument190 pagesReseaux Communication Industriels PDFKhaled Ouni0% (1)
- Chapitre 5 Le GemmaDocument38 pagesChapitre 5 Le GemmaKhaled OuniPas encore d'évaluation
- Analyse Temporelle GrafcetDocument2 pagesAnalyse Temporelle GrafcetKhaled Ouni100% (1)
- Grafcet ExercicesDocument15 pagesGrafcet Exercicesياسين بوعيشي57% (7)
- Exercices VérinsDistributeursDocument29 pagesExercices VérinsDistributeursSana Emmanuel100% (2)
- QM Verin Pneumatique EleveDocument2 pagesQM Verin Pneumatique Elevehakan UPas encore d'évaluation
- Vérins Double EffetDocument2 pagesVérins Double EffetElias KinzigerPas encore d'évaluation
- 11 - FDC 25 K8 SB Spare Parts_r3 for PPC (002)Document276 pages11 - FDC 25 K8 SB Spare Parts_r3 for PPC (002)aherrera.reportPas encore d'évaluation
- Limiteur de Pression ExerciceDocument1 pageLimiteur de Pression ExerciceYann BriennePas encore d'évaluation
- Paletiseur 1Document12 pagesPaletiseur 1Thierry LAMBOTTEPas encore d'évaluation
- Apprendre Le Circuit Pneumatique24Document39 pagesApprendre Le Circuit Pneumatique24rebbas nacereddinePas encore d'évaluation
- Catalogue Utilisateurs Hydrokit PDFDocument188 pagesCatalogue Utilisateurs Hydrokit PDFbrunosamaeianPas encore d'évaluation
- 05 MastsBooms FR PDFDocument128 pages05 MastsBooms FR PDFAboubacar SeckPas encore d'évaluation
- Cilindro Festo Especificaciones PDFDocument3 pagesCilindro Festo Especificaciones PDFghkkgPas encore d'évaluation
- ENERPAC Vérins CLLDocument4 pagesENERPAC Vérins CLLSebastien BordetPas encore d'évaluation
- Liste MatérielsDocument1 pageListe MatérielsquentindumPas encore d'évaluation
- ProjetDocument10 pagesProjetthekrumpPas encore d'évaluation
- Cat Componentes CicrosaDocument72 pagesCat Componentes Cicrosaoussama7Pas encore d'évaluation
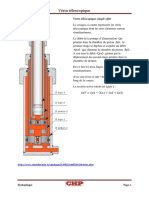
- Verin TelescopiqueDocument5 pagesVerin TelescopiqueCYRILLE PANCHUCHU NCHINMOUNPas encore d'évaluation
- PM Serie 34-37 - GA420000 - 11-2004 - IT - EN - FR - DE - ESDocument409 pagesPM Serie 34-37 - GA420000 - 11-2004 - IT - EN - FR - DE - ESNunoPas encore d'évaluation
- Remplir Et Boucher Grafcet Et Programmation EleveDocument10 pagesRemplir Et Boucher Grafcet Et Programmation EleveursulaahoulahouPas encore d'évaluation
- Juste Corrigé Type Rattrapage Pneumatique 2018-2019Document3 pagesJuste Corrigé Type Rattrapage Pneumatique 2018-2019Djalal Eddine ChemlalPas encore d'évaluation
- Respecter Les Consignes Et Les Procedures: Mi V 33 A1Document11 pagesRespecter Les Consignes Et Les Procedures: Mi V 33 A1KOUADIO PATRICEPas encore d'évaluation
- VÉRINS DOUBLE EFFET, Ø 32 À 125 MM CONFORMES AUX NORMES AFNOR NFE 49003 - VDMA - ISO 6431Document24 pagesVÉRINS DOUBLE EFFET, Ø 32 À 125 MM CONFORMES AUX NORMES AFNOR NFE 49003 - VDMA - ISO 6431expert diag autoPas encore d'évaluation
- Verins Telescopiques RT SopraDocument3 pagesVerins Telescopiques RT SopraCYRILLE PANCHUCHU NCHINMOUNPas encore d'évaluation
- PM 43-47P (GA18) Parts Manual (1) .PDFDocument352 pagesPM 43-47P (GA18) Parts Manual (1) .PDFAlfred HitchcockPas encore d'évaluation
- Ajustement ControleDocument6 pagesAjustement ControleZeineb GrariPas encore d'évaluation
- S04 BoomDocument66 pagesS04 BoomrolandPas encore d'évaluation
- Vérin Pneumatique, Série XL: Codification de CommandeDocument19 pagesVérin Pneumatique, Série XL: Codification de CommandeMliki Ncibi Ghassen100% (1)
- 04028T0302indG Architecture Logigrammes de Fonctionnement PRODUCTICCDocument31 pages04028T0302indG Architecture Logigrammes de Fonctionnement PRODUCTICChiba elouajdiPas encore d'évaluation
- Grafcet-2 MeDocument36 pagesGrafcet-2 MeNabiha LabidiPas encore d'évaluation
- Catalogo RicambiDocument530 pagesCatalogo Ricambinaoufel sassiPas encore d'évaluation
- H008 VerinsDocument19 pagesH008 VerinsAhmedmahPas encore d'évaluation
- Spreader ElmeDocument56 pagesSpreader ElmeandrymartPas encore d'évaluation