Vous aimerez peut-être aussi
- AQ - IN01. Ed 2 Elaboration D'un Plan de SurveillanceDocument10 pagesAQ - IN01. Ed 2 Elaboration D'un Plan de Surveillancemohamed bchihyPas encore d'évaluation
- La méthode Kanban: Optimiser le flux de travail pour une productivité maximaleD'EverandLa méthode Kanban: Optimiser le flux de travail pour une productivité maximalePas encore d'évaluation
- Renault - Hierarchy HCPP g1Document40 pagesRenault - Hierarchy HCPP g1KawadasanPas encore d'évaluation
- La Méthode SCORE: Mesurer et améliorer les performances opérationnellesD'EverandLa Méthode SCORE: Mesurer et améliorer les performances opérationnellesPas encore d'évaluation
- Chapitre 2 - Coûts Préétablis - MBA2 - Fico FinalDocument8 pagesChapitre 2 - Coûts Préétablis - MBA2 - Fico FinalYannick EkaniPas encore d'évaluation
- Performance économique des politiques publiques: Évaluation des coûts-avantages et analyse d'impacts contrefactuelsD'EverandPerformance économique des politiques publiques: Évaluation des coûts-avantages et analyse d'impacts contrefactuelsPas encore d'évaluation
- RNC Cnes Q 80 515 F ADocument18 pagesRNC Cnes Q 80 515 F Aste petracPas encore d'évaluation
- 0529 - Cours de Formation Plan de SurveillanceDocument17 pages0529 - Cours de Formation Plan de SurveillanceGabrielle CasanovaPas encore d'évaluation
- Supplychainopz - Com-Modèle SCORnbsp Le Guide PratiqueDocument10 pagesSupplychainopz - Com-Modèle SCORnbsp Le Guide PratiqueYounes OuadoudPas encore d'évaluation
- Apqp Details Liste BriefDocument5 pagesApqp Details Liste BriefMed HOUDPas encore d'évaluation
- Construire Et Justifier Ses Plans Dechantillonnage Iso 2859 1Document2 pagesConstruire Et Justifier Ses Plans Dechantillonnage Iso 2859 1Mourad SeloughaPas encore d'évaluation
- Chapitre I GPDocument8 pagesChapitre I GPAsma HelaliPas encore d'évaluation
- 0725 - Cours de Formation Audit ProcessDocument16 pages0725 - Cours de Formation Audit ProcessGabrielle CasanovaPas encore d'évaluation
- Cours Simulateurs de Procédés-Bendjaballah-LalaouiDocument27 pagesCours Simulateurs de Procédés-Bendjaballah-LalaouiMalouda Merzkani100% (3)
- CHAPDocument1 pageCHAPRobin JoverPas encore d'évaluation
- Amelioration de Performance Dun ProcessuDocument13 pagesAmelioration de Performance Dun ProcessuPIDPas encore d'évaluation
- Formulaire Reevaluation HACCPDocument14 pagesFormulaire Reevaluation HACCPkademPas encore d'évaluation
- Chapitre 1-MSPDocument20 pagesChapitre 1-MSPGhofrane GhofranePas encore d'évaluation
- Application of Lean SigmaDocument98 pagesApplication of Lean SigmaHamid HamidPas encore d'évaluation
- Module APQP and PPAPDocument226 pagesModule APQP and PPAPfatimaezzahra.faragi2Pas encore d'évaluation
- Programme MSP CNFCPPDocument2 pagesProgramme MSP CNFCPPImed KharratPas encore d'évaluation
- R+ - Sum+ - Du Rapport PDFDocument5 pagesR+ - Sum+ - Du Rapport PDFmouhssinePas encore d'évaluation
- Modèle Et Exemple de Cadre LogiqueDocument6 pagesModèle Et Exemple de Cadre LogiqueJOLY Jean ClaudePas encore d'évaluation
- Project-Steps (Récupération Automatique)Document57 pagesProject-Steps (Récupération Automatique)thouraya hsanPas encore d'évaluation
- Quick Response Quality Control - PDCADocument11 pagesQuick Response Quality Control - PDCAMoez Aloui100% (1)
- 0 - Introduction À L'analyse Statistique Dans L'industrie PharmaceutiqueDocument30 pages0 - Introduction À L'analyse Statistique Dans L'industrie PharmaceutiqueRachidh UverkanePas encore d'évaluation
- Management IseseDocument13 pagesManagement Isesemarrifi2352Pas encore d'évaluation
- Procedure Des Traitement Des Actions Correctives Et PreventivesDocument2 pagesProcedure Des Traitement Des Actions Correctives Et PreventivesAbdelatif Hr100% (1)
- 11validation Des Procédés 2022Document5 pages11validation Des Procédés 2022Bouguetaia YacinePas encore d'évaluation
- Livrable 1Document32 pagesLivrable 1AMAHZOUNE mohamedPas encore d'évaluation
- Qualification Et Optimisation de ProcessusDocument41 pagesQualification Et Optimisation de Processusfrancois.barreauPas encore d'évaluation
- Cours Prise de Temps Et ÉquilibrageDocument15 pagesCours Prise de Temps Et ÉquilibragemarzoukPas encore d'évaluation
- Cours QUICK - GPS Janv 2013 PDFDocument39 pagesCours QUICK - GPS Janv 2013 PDFMoezPas encore d'évaluation
- 1.1. Préséntation Du ProjétDocument30 pages1.1. Préséntation Du ProjételyeszebdaPas encore d'évaluation
- Iso9001 V2008.2021Document4 pagesIso9001 V2008.2021syrine boussaidPas encore d'évaluation
- Calcul Des Standards Des Charges IndirectesDocument19 pagesCalcul Des Standards Des Charges IndirectesEl-Niclo Rodester OssaPas encore d'évaluation
- CH02-Analyse Des Modes de Défaillance, de Leurs Effets, de Leur Criticité - AMDECDocument30 pagesCH02-Analyse Des Modes de Défaillance, de Leurs Effets, de Leur Criticité - AMDECBouchoucha jameleddinePas encore d'évaluation
- LP Msi - ADD - Chap2 - Diagnostic - 20-1-23Document12 pagesLP Msi - ADD - Chap2 - Diagnostic - 20-1-23TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- ST-DIRPR04-Validation Du Tableau de Bord GlobalDocument2 pagesST-DIRPR04-Validation Du Tableau de Bord GlobalbabaPas encore d'évaluation
- 1 PBDocument21 pages1 PBAksel SofianePas encore d'évaluation
- TP1 MSPDocument13 pagesTP1 MSPPse Udo0% (1)
- Resumé de Pilotage de La QualitéDocument10 pagesResumé de Pilotage de La QualitéOthmane MaaroufiPas encore d'évaluation
- Dossier-08-Thème-51-EL GOURARI Aya-2714Document6 pagesDossier-08-Thème-51-EL GOURARI Aya-2714azertyPas encore d'évaluation
- MSP-Capabilité (2023)Document30 pagesMSP-Capabilité (2023)mohamed HanouniPas encore d'évaluation
- Les Coûts Préétablis Et Les Écarts Totaux PDFDocument21 pagesLes Coûts Préétablis Et Les Écarts Totaux PDFSimo Tazi100% (2)
- Construction D'une Carte de Contrôle Des Procédés de Production D'une Société IndustrielleDocument11 pagesConstruction D'une Carte de Contrôle Des Procédés de Production D'une Société IndustrielleThanwa BenjaminPas encore d'évaluation
- Chapitre 1 Management Service MethodesDocument22 pagesChapitre 1 Management Service MethodesAbdou La0% (1)
- Rapport D Audit InterneDocument9 pagesRapport D Audit Interneamina chaabenePas encore d'évaluation
- Process Us de Me Sure B Bous AadaDocument50 pagesProcess Us de Me Sure B Bous AadakhaledPas encore d'évaluation
- ADOCA FCO02A Conseil HACCP 26 PMSDocument1 pageADOCA FCO02A Conseil HACCP 26 PMSSOMA TINGA ISSIAKAPas encore d'évaluation
- Cartes ShewhartDocument10 pagesCartes ShewhartCyrille Otchoumou100% (1)
- Le Rôle Des Coûts Préétablis Dans L'objectivité Du Calcul de L'écart Sur Coût de ProductionDocument24 pagesLe Rôle Des Coûts Préétablis Dans L'objectivité Du Calcul de L'écart Sur Coût de ProductionBOUPas encore d'évaluation
- Contribution À L'optimisation D'un Processus de Production Par Le Diagramme D'ishikawa.Document14 pagesContribution À L'optimisation D'un Processus de Production Par Le Diagramme D'ishikawa.s cherguiPas encore d'évaluation
- TP1 - Suivi Et Pilotage D'une Opération de TournageDocument2 pagesTP1 - Suivi Et Pilotage D'une Opération de TournageOussama OuafikPas encore d'évaluation
- Gestion Et Pilotage de La Production: Fiche 30Document3 pagesGestion Et Pilotage de La Production: Fiche 30ejjamlimadihaPas encore d'évaluation
- Fiche Métier Technicien Méthodes (H - F) - Fiche de Poste Et Offres D'emploiDocument4 pagesFiche Métier Technicien Méthodes (H - F) - Fiche de Poste Et Offres D'emploiABEPas encore d'évaluation
- Gestion Et Organisation Des Moyens de ProductionDocument54 pagesGestion Et Organisation Des Moyens de ProductionanwarPas encore d'évaluation
- ISO 9001 2015 & ISO 13485 2016 Comment Maîtriser Et Améliorer Les Processus.Document5 pagesISO 9001 2015 & ISO 13485 2016 Comment Maîtriser Et Améliorer Les Processus.Amine ABASSIPas encore d'évaluation
- Planification MaintenanceDocument4 pagesPlanification MaintenanceGreetings Hooman100% (1)
- Galia Emball PDFDocument43 pagesGalia Emball PDFBESPas encore d'évaluation
- Galia Emball PDFDocument43 pagesGalia Emball PDFBESPas encore d'évaluation
- 79 2009 Eu Ullit E67920094062010000301 PDFDocument8 pages79 2009 Eu Ullit E67920094062010000301 PDFBESPas encore d'évaluation
- Galia Emball PDFDocument43 pagesGalia Emball PDFBESPas encore d'évaluation
- Guide Fiev R-Fmea FRDocument12 pagesGuide Fiev R-Fmea FRBESPas encore d'évaluation
- Guide Fiev R-Fmea FRDocument12 pagesGuide Fiev R-Fmea FRBESPas encore d'évaluation
- FDocument12 pagesFGaby Neagoe NitulescuPas encore d'évaluation
- Résumé PpapDocument2 pagesRésumé PpapmoezPas encore d'évaluation
- 00355-4-A - Couvercle Controleur CompresseurDocument1 page00355-4-A - Couvercle Controleur CompresseurBESPas encore d'évaluation
- 79 2009 Eu Ullit E67920094062010000301 PDFDocument8 pages79 2009 Eu Ullit E67920094062010000301 PDFBESPas encore d'évaluation
- 01-33-200 A-Norme-Amdec-Rsa PDFDocument36 pages01-33-200 A-Norme-Amdec-Rsa PDFBES100% (1)
- 00355-2-G - Couvercle Controleur Compresseur ELMO PDFDocument1 page00355-2-G - Couvercle Controleur Compresseur ELMO PDFBESPas encore d'évaluation
- 00-10-040 Reperage Produits CSR-FR-Q PDFDocument31 pages00-10-040 Reperage Produits CSR-FR-Q PDFBESPas encore d'évaluation
- Caracteristiques SRC Et SpeciauxDocument6 pagesCaracteristiques SRC Et SpeciauxBESPas encore d'évaluation
- 00-10-040 Reperage Produits CSR-FR-Q PDFDocument31 pages00-10-040 Reperage Produits CSR-FR-Q PDFBESPas encore d'évaluation
- Résumé PpapDocument2 pagesRésumé PpapmoezPas encore d'évaluation
- 79 2009 Eu Ullit E67920094062010000301 PDFDocument8 pages79 2009 Eu Ullit E67920094062010000301 PDFBESPas encore d'évaluation
- 01-33-200 A-Norme-Amdec-Rsa PDFDocument36 pages01-33-200 A-Norme-Amdec-Rsa PDFBES100% (1)
- 7 AmdecDocument21 pages7 AmdecrihabPas encore d'évaluation
- Dictionnaire Francais Anglais AutomobileDocument416 pagesDictionnaire Francais Anglais Automobileprelude578% (9)
- 00-10-040 Reperage Produits CSR-FR-Q PDFDocument31 pages00-10-040 Reperage Produits CSR-FR-Q PDFBESPas encore d'évaluation
- AMDECDocument25 pagesAMDECBESPas encore d'évaluation
- 01-33-200 A-Norme-Amdec-Rsa PDFDocument36 pages01-33-200 A-Norme-Amdec-Rsa PDFBES100% (1)
- 7 AmdecDocument21 pages7 AmdecrihabPas encore d'évaluation
- CDC DCDC PAC 5KW PDFDocument15 pagesCDC DCDC PAC 5KW PDFBESPas encore d'évaluation
- 00355-4-A - Couvercle Controleur CompresseurDocument1 page00355-4-A - Couvercle Controleur CompresseurBESPas encore d'évaluation
- CDC DCDC PAC 5KW PDFDocument15 pagesCDC DCDC PAC 5KW PDFBESPas encore d'évaluation
- Résumé PpapDocument2 pagesRésumé PpapmoezPas encore d'évaluation
- 2-8-MSA Analy System MesureDocument55 pages2-8-MSA Analy System Mesurenoreddine saddouk100% (1)
- CT1 CHAPITRE 1 Le MATERIAU TERREDocument15 pagesCT1 CHAPITRE 1 Le MATERIAU TERREGiser TakoustPas encore d'évaluation
- 1-Terre Dans Le Système SolaireDocument35 pages1-Terre Dans Le Système SolaireSohaib SfPas encore d'évaluation
- Prob3-Ondes EM Plasma1 CorrigéDocument15 pagesProb3-Ondes EM Plasma1 CorrigéAymane ESSALIMPas encore d'évaluation
- GeomDocument28 pagesGeomIlyasse LemezaliPas encore d'évaluation
- Le Monde Forestier: La Foresterie Urbaine Et La Santé HumaineDocument3 pagesLe Monde Forestier: La Foresterie Urbaine Et La Santé Humainekenfack sergePas encore d'évaluation
- M'Hamed IssiakhemDocument257 pagesM'Hamed IssiakhemAdel BenzemaPas encore d'évaluation
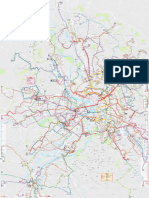
- Plan Detaille ReseauDocument1 pagePlan Detaille ReseaulaomatteoPas encore d'évaluation
- Contribution À L'étude de La Gestion Des Ressources Humaines Et de L'intégration de La FormationDocument194 pagesContribution À L'étude de La Gestion Des Ressources Humaines Et de L'intégration de La FormationAmal Ben TaherPas encore d'évaluation
- Dosgae Etalonnage Permanganate CorrigeDocument2 pagesDosgae Etalonnage Permanganate CorrigeFERONPas encore d'évaluation
- R2AM - PDF Version 1 PDFDocument5 pagesR2AM - PDF Version 1 PDFÉlia BylkaPas encore d'évaluation
- Analyse D'une Séquence de Les Glaneurs Et La GlaneuseDocument10 pagesAnalyse D'une Séquence de Les Glaneurs Et La GlaneuseMarina Calvo BritoPas encore d'évaluation
- BENJILALIDocument77 pagesBENJILALIelhagePas encore d'évaluation
- Presentation Entree en RelationDocument36 pagesPresentation Entree en RelationIsmael NguetsopPas encore d'évaluation
- Gaine Technique GazDocument8 pagesGaine Technique GazmohabentrPas encore d'évaluation
- Questionnaire 2017Document85 pagesQuestionnaire 2017toto TOTOROTOPas encore d'évaluation
- Systemes Electriques: Fascicule de Travaux PratiquesDocument27 pagesSystemes Electriques: Fascicule de Travaux PratiquesMouna Ben SmidaPas encore d'évaluation
- TP HydropulseurDocument4 pagesTP HydropulseurcliorlPas encore d'évaluation
- Chasse ShotshellsDocument12 pagesChasse Shotshells873258Pas encore d'évaluation
- Hyphotheses de La RDMDocument6 pagesHyphotheses de La RDMallaouiPas encore d'évaluation
- La Liste Complète Des Verbes Irréguliers Anglais (+ Fiche PDF) - Lea-EnglishDocument21 pagesLa Liste Complète Des Verbes Irréguliers Anglais (+ Fiche PDF) - Lea-EnglishFreshPas encore d'évaluation
- Guide de Planification Du Cours de Mécanique Appliquée en Première E, F1, MA, MEMDocument33 pagesGuide de Planification Du Cours de Mécanique Appliquée en Première E, F1, MA, MEMESSOME ESSOME OLIVIER STEPHANEPas encore d'évaluation
- Webanalyse - Des Donnees A L'action - Antoine DenoixDocument218 pagesWebanalyse - Des Donnees A L'action - Antoine Denoixelric NoirtinPas encore d'évaluation
- Construire Des Tableaux de Bord Vraiment UtilesDocument149 pagesConstruire Des Tableaux de Bord Vraiment UtilesSébastien Amet100% (2)
- BenchmarkingDocument47 pagesBenchmarkingJean-Paul LEGERPas encore d'évaluation
- CredibilitéDocument132 pagesCredibilitéAssia BelhouchetPas encore d'évaluation
- Fiche D'exercices N°2 - Notion de Fonction DérivéeDocument1 pageFiche D'exercices N°2 - Notion de Fonction Dérivéezelda wegrzyniakPas encore d'évaluation
- Initiation À La Prospection Aut2019Document4 pagesInitiation À La Prospection Aut2019Ali GuelmamiPas encore d'évaluation
- 16094361327Document2 pages16094361327Amadou Kamafily DialloPas encore d'évaluation
- Les 10 Cles Du Developpement Personnel 1Document28 pagesLes 10 Cles Du Developpement Personnel 1TAKAMPas encore d'évaluation
- Bilan Aphasie 2012 01Document2 pagesBilan Aphasie 2012 01Chiali Kawther100% (3)