Vous aimerez peut-être aussi
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- 2015 04 19 Examen GMDocument4 pages2015 04 19 Examen GMImmamHadramyPas encore d'évaluation
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesD'EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesPas encore d'évaluation
- 3 Exercices Réponses FréquentiellesDocument15 pages3 Exercices Réponses FréquentiellesKamal PcPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Projet Tutoré de La GM2 23 (Réparé) - CopieDocument31 pagesProjet Tutoré de La GM2 23 (Réparé) - CopieAbdiPas encore d'évaluation
- TD Mach Hyd G ElecDocument3 pagesTD Mach Hyd G ElecHamza SalloumPas encore d'évaluation
- Système de Braquage Projet D'isDocument19 pagesSystème de Braquage Projet D'iswafaaPas encore d'évaluation
- Merged 20200621 174449Document4 pagesMerged 20200621 174449Ali FguiriPas encore d'évaluation
- Système SKF de Projection D'huile Pour Chaînes de ConvoyeursDocument16 pagesSystème SKF de Projection D'huile Pour Chaînes de Convoyeurszorro136Pas encore d'évaluation
- TD1 Grafcet MP 2021-2022Document6 pagesTD1 Grafcet MP 2021-2022Maha BouattourPas encore d'évaluation
- 1 Programme Linéaire: 1.1 Librairie BootDocument6 pages1 Programme Linéaire: 1.1 Librairie Bootjovianne birindwaPas encore d'évaluation
- Chapitre 1 - Systèmes Thermodynamiques PDFDocument21 pagesChapitre 1 - Systèmes Thermodynamiques PDFSteph OUEDPas encore d'évaluation
- ECE 2004-Corrige PDFDocument6 pagesECE 2004-Corrige PDFbaydiPas encore d'évaluation
- Guide de Dimensionnement Les Actionneurs Rotatifs Et LinéairesDocument5 pagesGuide de Dimensionnement Les Actionneurs Rotatifs Et LinéairesmoicoyotePas encore d'évaluation
- AutomatiqueDocument14 pagesAutomatiqueyasine100% (1)
- CONF - 01 Créer Une Nouvelle SociétéDocument2 pagesCONF - 01 Créer Une Nouvelle SociétéAbbes LAHLOUPas encore d'évaluation
- 6 GemmaDocument5 pages6 GemmaSerge RINAUDOPas encore d'évaluation
- Suspension HydractiveDocument13 pagesSuspension HydractiveYassine LakhalPas encore d'évaluation
- 1-Fonction Machine Frigorifique Partie3 8Document38 pages1-Fonction Machine Frigorifique Partie3 8said3232Pas encore d'évaluation
- Exercices Chap 1Document23 pagesExercices Chap 1Yassine Kabab100% (1)
- DistributeursDocument7 pagesDistributeursdayangPas encore d'évaluation
- TD1 ContinuDocument4 pagesTD1 Continudhaouadi hazemPas encore d'évaluation
- TD1 OrdoDocument2 pagesTD1 OrdoSamahi Fatima ZahraPas encore d'évaluation
- Mini ProjetDocument22 pagesMini ProjetOumar SissokoPas encore d'évaluation
- Calcul EmbrayageDocument10 pagesCalcul EmbrayageHendelYoughourthenPas encore d'évaluation
- Catalogue de Commandes MATLABDocument8 pagesCatalogue de Commandes MATLABMohamed Ghassen BoudrigaPas encore d'évaluation
- Code MatlabDocument2 pagesCode MatlabMichelPas encore d'évaluation
- Examen de Conception Mécanique 2 Ième Année INSA Ingénierie de La Construction. Pont À Travée Mobile PDFDocument9 pagesExamen de Conception Mécanique 2 Ième Année INSA Ingénierie de La Construction. Pont À Travée Mobile PDFmabroukPas encore d'évaluation
- 4 PalettiseurDocument4 pages4 PalettiseurmimoutesPas encore d'évaluation
- Corrigé Bac Pro MEI 2020Document14 pagesCorrigé Bac Pro MEI 2020HakobyanPas encore d'évaluation
- Technologie Des Chaines de Production Et GPDocument94 pagesTechnologie Des Chaines de Production Et GPParc Elyes100% (2)
- Traitement Des Lingots-TD g7Document16 pagesTraitement Des Lingots-TD g7Boutch NkgPas encore d'évaluation
- Les Hacheurs: Exposé Electronique de PuissanceDocument20 pagesLes Hacheurs: Exposé Electronique de PuissanceTaidelePas encore d'évaluation
- TD4 AsservissementDocument2 pagesTD4 AsservissementELmokhtar Hamrouni0% (1)
- TD GRACET Percage Correction PDFDocument5 pagesTD GRACET Percage Correction PDFMAYSSA AMORPas encore d'évaluation
- Les Origines Et Systèmes de Coordonnées - Tutoriels Makerslide MachinesDocument6 pagesLes Origines Et Systèmes de Coordonnées - Tutoriels Makerslide MachinesMohamedAyoubPas encore d'évaluation
- CH Elements PneumatiquesDocument8 pagesCH Elements PneumatiquesNabilBouabana100% (1)
- Maintenance IndustrielleDocument10 pagesMaintenance IndustrielleJAMAL IAZZAOUIHDAPas encore d'évaluation
- TFM M23 Mathematiques Et Mecanique appliquees-FM-TFMDocument103 pagesTFM M23 Mathematiques Et Mecanique appliquees-FM-TFMAhmed DjebbiPas encore d'évaluation
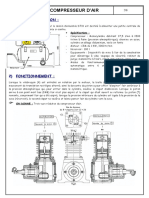
- Eniet2007 Compresseur D'airDocument5 pagesEniet2007 Compresseur D'airGuy EffaPas encore d'évaluation
- ELONGO-BG - Thèse FinalDocument172 pagesELONGO-BG - Thèse FinalelongoPas encore d'évaluation
- Sujet de Synthèse 2 Cours Éléments de Machines 2019-2020Document5 pagesSujet de Synthèse 2 Cours Éléments de Machines 2019-2020Abdelmajid Aittaleb100% (1)
- 08-09 SI CI11 Synthese Cours GEMMADocument6 pages08-09 SI CI11 Synthese Cours GEMMATaoufiqBaouchPas encore d'évaluation
- TP Porte Garage PDFDocument4 pagesTP Porte Garage PDFEdmond Ouattara0% (1)
- Sujet Exam Févr 2013Document5 pagesSujet Exam Févr 2013Amine KahlouniPas encore d'évaluation
- tp2 Ci3 Doshydro PDFDocument12 pagestp2 Ci3 Doshydro PDFÕůśśmãŞįmőPas encore d'évaluation
- Devoir 2 - TriphaseDocument4 pagesDevoir 2 - TriphaseErraji EL Houcine100% (1)
- Td+Corrigé s6 Benami p648 Stockage Denrgies RenouvelablesDocument12 pagesTd+Corrigé s6 Benami p648 Stockage Denrgies RenouvelablestariqPas encore d'évaluation
- Minimae PDFDocument5 pagesMinimae PDFSarah JijliPas encore d'évaluation
- Exercice6 PLDocument4 pagesExercice6 PLmaitriza09Pas encore d'évaluation
- Etude de CasDocument2 pagesEtude de CasoussamaPas encore d'évaluation
- ParetoDocument7 pagesParetoMohamed BoujnahPas encore d'évaluation
- Exos PLDocument18 pagesExos PLAnonymous D9iHDsSfh100% (1)
- Memoire 171735082444 & 171735092115Document69 pagesMemoire 171735082444 & 171735092115Manal QuorsanePas encore d'évaluation
- EcolsabDocument70 pagesEcolsabValbien NkounkouPas encore d'évaluation
- Principe de La Commande Floue. Les Bases de La Logique FloueDocument30 pagesPrincipe de La Commande Floue. Les Bases de La Logique FloueFatima EzzahraPas encore d'évaluation
- Math2 Diapo Chapitre4 HandoutDocument66 pagesMath2 Diapo Chapitre4 HandoutVali JaonaPas encore d'évaluation
- Contrôle Continu Sur La Modélisation Énergétique Par Bond-Graphe Et Simulation Des Systèmes Multi-PhysiquesDocument1 pageContrôle Continu Sur La Modélisation Énergétique Par Bond-Graphe Et Simulation Des Systèmes Multi-PhysiquesMohamed Amine ZouhriPas encore d'évaluation
- TD Stratégie de Maintenance: Bts MiDocument1 pageTD Stratégie de Maintenance: Bts MisaidPas encore d'évaluation
- Moyens Et Tech.d'irrigationDocument3 pagesMoyens Et Tech.d'irrigationben hamda AymenPas encore d'évaluation
- ComplDocument126 pagesComplInesPas encore d'évaluation
- Traitemant Des Eaux (1) FinalDocument46 pagesTraitemant Des Eaux (1) Finalkhouloud yaakoubiPas encore d'évaluation
- Chimie MPSI Atome-Molecule-Cristal-CinetiqueDocument20 pagesChimie MPSI Atome-Molecule-Cristal-CinetiquemissmaymounaPas encore d'évaluation
- Chapitre 5, Géométrie de Quelques Molã©cules, Activités, Exercices D'application, TCS BIOF, PR JENKAL RACHIDDocument3 pagesChapitre 5, Géométrie de Quelques Molã©cules, Activités, Exercices D'application, TCS BIOF, PR JENKAL RACHIDzakariaouaoua38Pas encore d'évaluation
- Cours Hématologie S4 PR AlaouiDocument89 pagesCours Hématologie S4 PR AlaouiRanya AchetPas encore d'évaluation
- Rhodonite - Recherche GoogleDocument1 pageRhodonite - Recherche GoogleYas'Pas encore d'évaluation
- Quels Sont Les Causes Et Les Défauts ExtrusionDocument15 pagesQuels Sont Les Causes Et Les Défauts ExtrusionMohamed MOUKHTARIAPas encore d'évaluation
- Chapitre 1 - La Pollution Dans Le Domaine TextileDocument16 pagesChapitre 1 - La Pollution Dans Le Domaine Textileguesmi manoubiyaPas encore d'évaluation
- La Diode de PuissanceDocument32 pagesLa Diode de PuissanceimenessPas encore d'évaluation
- L'équilibre Chimique 2Document16 pagesL'équilibre Chimique 2medPas encore d'évaluation
- Test de Connaissance 1 de BIOS 111 PDFDocument2 pagesTest de Connaissance 1 de BIOS 111 PDFMichel Tatelos NdeukamPas encore d'évaluation
- Compte Rendu TP Acide Base, SpectrométrieDocument6 pagesCompte Rendu TP Acide Base, Spectrométrieoserobin21Pas encore d'évaluation
- CollagèneDocument4 pagesCollagènepriscaguimkengPas encore d'évaluation
- (PDF) Chapitre 2 Diagrammes Equilibre Ayoub SSoulaghrous - Academia - Edu PDFDocument20 pages(PDF) Chapitre 2 Diagrammes Equilibre Ayoub SSoulaghrous - Academia - Edu PDFDavid ZidnabaPas encore d'évaluation
- Corrigé TD6Document8 pagesCorrigé TD6Jimmy JimPas encore d'évaluation
- LES ELEMENTS DU GRP VIDocument7 pagesLES ELEMENTS DU GRP VIشكوب ستانPas encore d'évaluation
- Suivi Temporel Et Vitesse de Reaction Cours Corrige Et CompleteDocument7 pagesSuivi Temporel Et Vitesse de Reaction Cours Corrige Et CompleteYassine RabikPas encore d'évaluation
- Corige 2015 16 Ses 2 Org SMC S3Document6 pagesCorige 2015 16 Ses 2 Org SMC S3Řachida LkPas encore d'évaluation
- TPN°2 Résumé PDFDocument4 pagesTPN°2 Résumé PDFNada DjenanePas encore d'évaluation
- Roches MagmatiqueDocument3 pagesRoches MagmatiqueSabri NaPas encore d'évaluation
- Deuxième Partie:: Mode OpératoireDocument5 pagesDeuxième Partie:: Mode OpératoireYousra SbaiaPas encore d'évaluation
- Chimie: Epreuve Specifique - Filiere MPDocument6 pagesChimie: Epreuve Specifique - Filiere MPZAguirPas encore d'évaluation
- Cristallo - 01 MagnésiumDocument3 pagesCristallo - 01 MagnésiumJunior CharlesPas encore d'évaluation
- TD 5 Extraction Liquide Liquide 2016 2017Document2 pagesTD 5 Extraction Liquide Liquide 2016 2017fifi fifi88% (8)
- MemoireDocument68 pagesMemoireimene ali smailPas encore d'évaluation
- Devoir 1 Modele 4 Physique Chimie TC Semestre 1 1Document2 pagesDevoir 1 Modele 4 Physique Chimie TC Semestre 1 1Rayane ghPas encore d'évaluation
- 1 - Leçon de DécoupageDocument10 pages1 - Leçon de DécoupageHamada HamadaPas encore d'évaluation
- Cours Chapitre 2Document13 pagesCours Chapitre 2carlos.h.farias00Pas encore d'évaluation
- Chemistry Paper 1 TZ2 HL 2021Document16 pagesChemistry Paper 1 TZ2 HL 2021Srushti ManePas encore d'évaluation
- Chromatographie: Les Grands Articles d'UniversalisD'EverandChromatographie: Les Grands Articles d'UniversalisPas encore d'évaluation
- Encyclopédie de la magie des cristaux, des pierres précieuses et des métauxD'EverandEncyclopédie de la magie des cristaux, des pierres précieuses et des métauxÉvaluation : 4 sur 5 étoiles4/5 (116)
- Manuel pour les débutants Fabriquez des savons naturelsD'EverandManuel pour les débutants Fabriquez des savons naturelsÉvaluation : 3 sur 5 étoiles3/5 (2)
- Lanthane et lanthanides: Les Grands Articles d'UniversalisD'EverandLanthane et lanthanides: Les Grands Articles d'UniversalisPas encore d'évaluation
- Macromolécules: Les Grands Articles d'UniversalisD'EverandMacromolécules: Les Grands Articles d'UniversalisPas encore d'évaluation
- Le Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.D'EverandLe Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.Pas encore d'évaluation
- Les Êtres Vivants Dépendent De La Mécanique QuantiqueD'EverandLes Êtres Vivants Dépendent De La Mécanique QuantiquePas encore d'évaluation
- Les matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesD'EverandLes matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesPas encore d'évaluation
- Vade-mecum du photographe: notice abrégée du daguerréotype et de la photographie sur papierD'EverandVade-mecum du photographe: notice abrégée du daguerréotype et de la photographie sur papierPas encore d'évaluation
- La particule de temps: Une approche quantique du tempsD'EverandLa particule de temps: Une approche quantique du tempsPas encore d'évaluation
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesD'EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesPas encore d'évaluation
- Du Néant à la Formule Universelle et retour: La structure des particules élémentaires XIIIfD'EverandDu Néant à la Formule Universelle et retour: La structure des particules élémentaires XIIIfPas encore d'évaluation
- Stéréochimie organique: Les Grands Articles d'UniversalisD'EverandStéréochimie organique: Les Grands Articles d'UniversalisPas encore d'évaluation