Vous aimerez peut-être aussi
- Programme de Surveillance EnvironnementaleDocument5 pagesProgramme de Surveillance EnvironnementalenaimisbbPas encore d'évaluation
- Stage D'initiation MARGAFRIQUEDocument37 pagesStage D'initiation MARGAFRIQUENaima ZakiPas encore d'évaluation
- Maitrise Risque Moisissures Ds AlimentsDocument5 pagesMaitrise Risque Moisissures Ds AlimentsYasine AmzPas encore d'évaluation
- Manuel Énergie Type V2018 - V2Document31 pagesManuel Énergie Type V2018 - V2Leonard Da Prudy100% (2)
- Synthèse Bibliographique Sur La Mise en Place Du Système HACCP Dans Une Entreprise Agro-Alimentaire Etude de Cas - Biscuiterie ISO9 InternationalDocument61 pagesSynthèse Bibliographique Sur La Mise en Place Du Système HACCP Dans Une Entreprise Agro-Alimentaire Etude de Cas - Biscuiterie ISO9 InternationalTarek KhainnarPas encore d'évaluation
- Gestion Des Rejets Dans L'industrie Laitière: Complexe de Formation Agroalimentaire Et Plasturgie-CasablancaDocument36 pagesGestion Des Rejets Dans L'industrie Laitière: Complexe de Formation Agroalimentaire Et Plasturgie-CasablancaSuma MulimPas encore d'évaluation
- FORMATION YAOURT ModDocument4 pagesFORMATION YAOURT Modoussamamarzouk33100% (1)
- Kouidri Selma & Lami MalikaDocument105 pagesKouidri Selma & Lami MalikasaibiPas encore d'évaluation
- IFS Food V5 FRDocument127 pagesIFS Food V5 FRdelmaeresandraPas encore d'évaluation
- PFE BADDOU MeryemDocument73 pagesPFE BADDOU MeryemAHBIRPas encore d'évaluation
- Controle de Qualite Et Suivi D - SERRHINI Yasmina - 5515Document30 pagesControle de Qualite Et Suivi D - SERRHINI Yasmina - 5515Trend El3alam - ترند العالمPas encore d'évaluation
- RAPPORTFINALDocument39 pagesRAPPORTFINALjames dorPas encore d'évaluation
- Manuel Qualité Agro-AlimentaireDocument16 pagesManuel Qualité Agro-AlimentaireSambouPas encore d'évaluation
- FIN D'etude PDFDocument46 pagesFIN D'etude PDFOumayma Med SaleckPas encore d'évaluation
- Exigences de La Norme Iso 22000 Version 2018Document34 pagesExigences de La Norme Iso 22000 Version 2018gratracrumadde-6168Pas encore d'évaluation
- Manuel-Qualite Indistrie de GâteauDocument7 pagesManuel-Qualite Indistrie de Gâteaunajwa zinaouiPas encore d'évaluation
- Processus de Production Selon BPFDocument37 pagesProcessus de Production Selon BPFwassim hamdikenePas encore d'évaluation
- Procédure Du Dosage de La GlycémieDocument6 pagesProcédure Du Dosage de La GlycémieMaguiliwè BELEIPas encore d'évaluation
- DOTOU Koffi Edouard M2-QHSE FPLDocument47 pagesDOTOU Koffi Edouard M2-QHSE FPLaymanPas encore d'évaluation
- Cours 05 HaccpDocument12 pagesCours 05 HaccpMohammed Salim AmmorPas encore d'évaluation
- Rapport de Stage TN05: Bétard TC02 (2009/2010) MartinDocument27 pagesRapport de Stage TN05: Bétard TC02 (2009/2010) Martinéco MarocPas encore d'évaluation
- Check-List Contrôle Des SalmonellesDocument7 pagesCheck-List Contrôle Des SalmonellesLamia ould amerPas encore d'évaluation
- Dossier - Type - Agrement - Fermier LaiterieDocument49 pagesDossier - Type - Agrement - Fermier Laiteriealex brinPas encore d'évaluation
- Grille D'evaluation Prestataires ExternesDocument4 pagesGrille D'evaluation Prestataires ExternesZERROUGUI RAFIK0% (1)
- Haccp 01Document14 pagesHaccp 01zoubir1Pas encore d'évaluation
- Manuel HACCP 26-01-12 PDFDocument87 pagesManuel HACCP 26-01-12 PDFamina bougouzaPas encore d'évaluation
- La Mep de 13485Document54 pagesLa Mep de 13485Farah KhaldounePas encore d'évaluation
- Le Responsable Qualité PDFDocument28 pagesLe Responsable Qualité PDFRoger Christian Azambo SossoPas encore d'évaluation
- Check-Liste BRC - 2Document29 pagesCheck-Liste BRC - 2Abde Ltife LotfiPas encore d'évaluation
- Contribution À La Mise en Place D'un Système de Management de La Sécurité Des Denrées Alimentaires Selon La Norme ISO 22000 V 20Document71 pagesContribution À La Mise en Place D'un Système de Management de La Sécurité Des Denrées Alimentaires Selon La Norme ISO 22000 V 20safirPas encore d'évaluation
- Objectifs, Avantages Et Moyens Du Système HACCP PDFDocument4 pagesObjectifs, Avantages Et Moyens Du Système HACCP PDFHervé BonnaudPas encore d'évaluation
- ISO22KDocument44 pagesISO22KAbderrazzak ElazriPas encore d'évaluation
- EMiOS Manuel QualiteDocument32 pagesEMiOS Manuel QualiteHAMDIPas encore d'évaluation
- Haccp Congélation NVDocument31 pagesHaccp Congélation NVasma errajiPas encore d'évaluation
- Thése 03Document152 pagesThése 03lemounes akramPas encore d'évaluation
- Application: Travail Sur La Qualite Produit Au Sein D'une Industrie Agro-AlimentaireDocument147 pagesApplication: Travail Sur La Qualite Produit Au Sein D'une Industrie Agro-AlimentaireRachidChamarPas encore d'évaluation
- Élaboration D'un Système HACCP Pour La Ligne de Production de CharcuterieDocument34 pagesÉlaboration D'un Système HACCP Pour La Ligne de Production de CharcuterieImane holaPas encore d'évaluation
- Examen Propriétés Sensorielles Des AlimentsDocument5 pagesExamen Propriétés Sensorielles Des AlimentsIkramPas encore d'évaluation
- Contribution À La Mise en Place de La Norme ISO 22000 Version 2018 - Karima EL BrahmiDocument87 pagesContribution À La Mise en Place de La Norme ISO 22000 Version 2018 - Karima EL Brahmisoukaina najimPas encore d'évaluation
- Ref 2 PDFDocument91 pagesRef 2 PDFNégociateur MvouPas encore d'évaluation
- Comment Faire Un Fromage Végétal À Base de LégumineusesDocument3 pagesComment Faire Un Fromage Végétal À Base de Légumineusesl'âme agit TarotPas encore d'évaluation
- Contribution Au Maintien de La Certification ISO 22 000 - 2018 - Djiby THIAMDocument72 pagesContribution Au Maintien de La Certification ISO 22 000 - 2018 - Djiby THIAMYounas AbaliPas encore d'évaluation
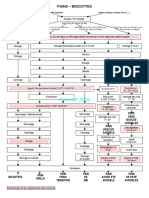
- Pain BiscottesDocument1 pagePain Biscottessabrine100% (2)
- Certification CoursDocument4 pagesCertification CoursSmimi HakimPas encore d'évaluation
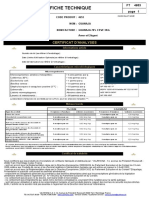
- Fiche Technique ExempleDocument4 pagesFiche Technique ExempleAmal Ben TaherPas encore d'évaluation
- Validation Du Procede de Fabrication Dans L'Industrie Pharmaceutique, Appliquee Aux Formes Solides OralesDocument150 pagesValidation Du Procede de Fabrication Dans L'Industrie Pharmaceutique, Appliquee Aux Formes Solides OralesKhouloud BougachaPas encore d'évaluation
- Elghoul Yemna Dlala SanaDocument65 pagesElghoul Yemna Dlala SanaawatefPas encore d'évaluation
- Telecharger Le Plan Qualite Du Mali Globe Network - 5a35fc281723dd159ad44d8dDocument27 pagesTelecharger Le Plan Qualite Du Mali Globe Network - 5a35fc281723dd159ad44d8dToure ahmedPas encore d'évaluation
- Exemple de Plan HACCP Pour Un RestaurantDocument107 pagesExemple de Plan HACCP Pour Un RestaurantScribdTranslationsPas encore d'évaluation
- Rapportdestagebelmanoura 200109161650Document42 pagesRapportdestagebelmanoura 200109161650Yosra JbeliPas encore d'évaluation
- La Norme ISO 21001Document2 pagesLa Norme ISO 21001Adem Harrath100% (1)
- Boudjelti Mohamed Lamine Et Lasni Mahdi CopieDocument138 pagesBoudjelti Mohamed Lamine Et Lasni Mahdi CopieSamamo Dasilva100% (1)
- CV Aziz EL KASRAOUI 2023Document3 pagesCV Aziz EL KASRAOUI 2023aziz kasrPas encore d'évaluation
- GMP B2Document47 pagesGMP B2isomoaPas encore d'évaluation
- Evaluation de L'hygiene Au Sei - Masaoudi Imane - 2382Document28 pagesEvaluation de L'hygiene Au Sei - Masaoudi Imane - 2382Abdelah El ArabiPas encore d'évaluation
- 4 5953780525817660586Document7 pages4 5953780525817660586valeriePas encore d'évaluation
- IFS Version 6Document61 pagesIFS Version 6isomoaPas encore d'évaluation
- Contribution À La Mise en Place Du Système de Management de La Sécurité Des Denrées Alimentaires Suivant La Norme ISO 22000 - V2Document57 pagesContribution À La Mise en Place Du Système de Management de La Sécurité Des Denrées Alimentaires Suivant La Norme ISO 22000 - V2yassinelakhnati344Pas encore d'évaluation
- Spectrométrie D'absorption AtomiqueDocument3 pagesSpectrométrie D'absorption AtomiqueZorgani TarekPas encore d'évaluation
- Commission du Codex Alimentarius: Manuel de Procédure Vingt-sixième editionD'EverandCommission du Codex Alimentarius: Manuel de Procédure Vingt-sixième editionÉvaluation : 5 sur 5 étoiles5/5 (1)
- RC - Passerelle TamakouchteDocument13 pagesRC - Passerelle TamakouchteAnonymous DjA2T2I2Pas encore d'évaluation
- Fiche 9 FinancementDocument1 pageFiche 9 FinancementSOUTEYRANDPas encore d'évaluation
- Marketing SocialDocument40 pagesMarketing SocialDAIFOUF100% (2)
- 120 Exam Final 2023 CorrigeDocument8 pages120 Exam Final 2023 CorrigePASCALPas encore d'évaluation
- Moulins Du Maghreb (Société Nouvelle Des Moulins Du Maghreb) - Kerix, Annuaire Des Professionnels Du Maroc PDFDocument1 pageMoulins Du Maghreb (Société Nouvelle Des Moulins Du Maghreb) - Kerix, Annuaire Des Professionnels Du Maroc PDFHamza ChorabjiPas encore d'évaluation
- Broue AllemagneDocument421 pagesBroue AllemagneVicente RibeiroPas encore d'évaluation
- La Dégradation de La PolitiqueDocument10 pagesLa Dégradation de La PolitiqueYaya KandéPas encore d'évaluation
- Contrôle Interne PDFDocument59 pagesContrôle Interne PDFChristelle MonthePas encore d'évaluation
- L'accord D'agadirDocument24 pagesL'accord D'agadirMomo MakPas encore d'évaluation
- Adhésion Mutuelle RemplissableDocument2 pagesAdhésion Mutuelle Remplissableeva.dray26Pas encore d'évaluation
- Statuts Lfirma BiorestDocument15 pagesStatuts Lfirma BiorestMohamed hartitPas encore d'évaluation
- Guide Pratique Du Credit Professionnel 3Document10 pagesGuide Pratique Du Credit Professionnel 3Gisèle HAGNONPas encore d'évaluation
- Module 3 Doc 1Document7 pagesModule 3 Doc 1PorquetPas encore d'évaluation
- Thèse: Mhmed AlsdaiDocument246 pagesThèse: Mhmed AlsdaiHajar Ez-zanguiPas encore d'évaluation
- Aoo 211 16Document37 pagesAoo 211 16Hassan BaddiPas encore d'évaluation
- La Gestion Et La Maitrise Des Risques Au Sein de L'entreprise EtDocument14 pagesLa Gestion Et La Maitrise Des Risques Au Sein de L'entreprise EtKhanfri MaamarPas encore d'évaluation
- GIRHDocument16 pagesGIRHawatef mazhoudPas encore d'évaluation
- Presentation Bimbeast - 001Document8 pagesPresentation Bimbeast - 001Oussamà KàliPas encore d'évaluation
- Etude IRSEM n67 2019Document51 pagesEtude IRSEM n67 2019mouradPas encore d'évaluation
- 04-Origine Matière Première - EDocument2 pages04-Origine Matière Première - EdayangPas encore d'évaluation
- 574 s5 La Fonction MaintenanceDocument6 pages574 s5 La Fonction MaintenanceTriki BilelPas encore d'évaluation
- Capitalisation Des Bonnes Pratiques Sur La Gestion Des AEPS Au BFDocument75 pagesCapitalisation Des Bonnes Pratiques Sur La Gestion Des AEPS Au BFMichel BMPas encore d'évaluation
- L'entrepreneuriat Féminin en AlgérieDocument115 pagesL'entrepreneuriat Féminin en AlgérieKhadija Bahri50% (2)
- Le Circuit EconomiqueDocument5 pagesLe Circuit Economiquemustapha kayaPas encore d'évaluation
- GPEEC Serie PratiquesDocument46 pagesGPEEC Serie PratiquesErnest N'guessan Yao100% (1)
- CV Ismail MALKIDocument1 pageCV Ismail MALKIkate31279Pas encore d'évaluation
- Methodologie 217-2022 F Ass SefroDocument19 pagesMethodologie 217-2022 F Ass SefroMoussMustaphaPas encore d'évaluation
- Gestion Obligataire Et ALMDocument357 pagesGestion Obligataire Et ALMYoussefyassinPas encore d'évaluation
- Affichages Obligatoires en EntrepriseDocument2 pagesAffichages Obligatoires en EntrepriseSamuel donartPas encore d'évaluation