Vous aimerez peut-être aussi
- PFE Sur La RSEDocument10 pagesPFE Sur La RSEyasser hany90% (10)
- Cahier Des Charges EtiqueteuseeDocument4 pagesCahier Des Charges EtiqueteuseeGrace DuguinePas encore d'évaluation
- Amdec MouleDocument4 pagesAmdec MouleSoufiane50% (2)
- ApipvDocument7 pagesApipvbbb bbbPas encore d'évaluation
- Groupe Motopropulseur 26Document7 pagesGroupe Motopropulseur 26hanae2020hanae2020Pas encore d'évaluation
- Contrôle Et MesureDocument31 pagesContrôle Et MesureNassi MaPas encore d'évaluation
- AmdecDocument6 pagesAmdecWijdane GuradaPas encore d'évaluation
- Leica NA2 NAK2 BRODocument8 pagesLeica NA2 NAK2 BROJiCiPas encore d'évaluation
- Usinage ManuelDocument1 pageUsinage Manuelhichambouhanda8Pas encore d'évaluation
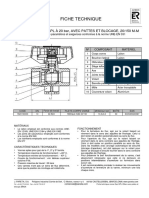
- Fiche Technique Vanne Gaz GLP 20barDocument2 pagesFiche Technique Vanne Gaz GLP 20barjbh FluidesPas encore d'évaluation
- GCR01point de VueDocument3 pagesGCR01point de VuerouPas encore d'évaluation
- Correction Des Travaux Dirrigã©sDocument7 pagesCorrection Des Travaux Dirrigã©smed touailab100% (2)
- Procedure D'etalonnageDocument10 pagesProcedure D'etalonnageNabil EL AtfaouiPas encore d'évaluation
- Déposer, ContrôlerDocument5 pagesDéposer, ContrôlerFARIDPas encore d'évaluation
- Mesurer Au Rapporteur: Mi V 72 A1Document8 pagesMesurer Au Rapporteur: Mi V 72 A1KOUADIO PATRICEPas encore d'évaluation
- Perçage'Document6 pagesPerçage'Chaïma BaltiPas encore d'évaluation
- S7A. FinalDocument17 pagesS7A. FinalUsi redPas encore d'évaluation
- Capteurs de PoidsDocument12 pagesCapteurs de Poidslazizirosa23Pas encore d'évaluation
- DM Machine de Mesure de Couple À La Rupture 23-2Document4 pagesDM Machine de Mesure de Couple À La Rupture 23-2Salma BelfallahPas encore d'évaluation
- Comment Utiliser Le Pied À Coulisse PDFDocument8 pagesComment Utiliser Le Pied À Coulisse PDFtoudjaPas encore d'évaluation
- Lecture D'un Dessin D'ensemble (Correction)Document4 pagesLecture D'un Dessin D'ensemble (Correction)Kereme JulienPas encore d'évaluation
- BimassDocument24 pagesBimassandryanPas encore d'évaluation
- Contrôle Des Dimensions LinéairesDocument21 pagesContrôle Des Dimensions LinéairesHOUSSAME NAIM100% (1)
- Pluri TD Pneu ScieDocument9 pagesPluri TD Pneu ScieKuate RenePas encore d'évaluation
- Amdec MachineDocument6 pagesAmdec MachineAmine HousniPas encore d'évaluation
- Cotation Daptitude A Lemploi Dun Porte PieceDocument8 pagesCotation Daptitude A Lemploi Dun Porte PiecemidiquentinPas encore d'évaluation
- Trapezium SpindelsDocument25 pagesTrapezium SpindelsMohammed AissaouiPas encore d'évaluation
- 1 DéfinitionDocument8 pages1 DéfinitionINTERLINK CLIENTPas encore d'évaluation
- TD1 Mretrologie Fichier EleveDocument4 pagesTD1 Mretrologie Fichier EleveKouam kamguaing100% (1)
- La DégauchisseuseDocument2 pagesLa DégauchisseuseAnthony JeannePas encore d'évaluation
- Perçage Suite 2STDocument21 pagesPerçage Suite 2STzzktPas encore d'évaluation
- Brins Coupés/cassésDocument22 pagesBrins Coupés/cassésHAKIM SAADIPas encore d'évaluation
- Presse 80T 50TDocument11 pagesPresse 80T 50Tjassembensaad86Pas encore d'évaluation
- Leçon 4 Vérificateur de QualitéDocument19 pagesLeçon 4 Vérificateur de QualitéYasmine HammamiPas encore d'évaluation
- Devoircorrigdesynthsen3 Gniemcaniquesystmedegrnaillageetdecontrledebrut Bactechnique2012 2013mrbenab 150523230907 Lva1 App6892Document14 pagesDevoircorrigdesynthsen3 Gniemcaniquesystmedegrnaillageetdecontrledebrut Bactechnique2012 2013mrbenab 150523230907 Lva1 App6892Otman OtoPas encore d'évaluation
- Prsentationcoursnotiondefautsconfectionetleursimpactsuroprationsdelavageetteinture 140424102213 Phpapp02 PDFDocument43 pagesPrsentationcoursnotiondefautsconfectionetleursimpactsuroprationsdelavageetteinture 140424102213 Phpapp02 PDFRamzi HajjajiPas encore d'évaluation
- Apich 03 Partie 1 SuivantDocument7 pagesApich 03 Partie 1 Suivantbbb bbbPas encore d'évaluation
- E4r7 ARPDocument4 pagesE4r7 ARPAmi RoslanePas encore d'évaluation
- La PoulieDocument22 pagesLa PoulieKabomboPas encore d'évaluation
- 5268 5091Document4 pages5268 5091Soufiane RamdaniPas encore d'évaluation
- Etude de MouleDocument38 pagesEtude de MouleElyass DaddaPas encore d'évaluation
- Cotation Fonctionnelle Calcul (6dpp)Document6 pagesCotation Fonctionnelle Calcul (6dpp)c oussamaPas encore d'évaluation
- Verin Distrib ReimsDocument61 pagesVerin Distrib ReimsClément MarcellinPas encore d'évaluation
- Calage-Distribution Bep TP 2Document5 pagesCalage-Distribution Bep TP 2benadda makhloufPas encore d'évaluation
- WKM Saf T Seal Api 6d Gate Valves Iom FrenchDocument20 pagesWKM Saf T Seal Api 6d Gate Valves Iom FrenchanoirPas encore d'évaluation
- TP TournageDocument6 pagesTP Tournagesoulaima khederPas encore d'évaluation
- Autocontrole - CET Sur Air ExtraitDocument4 pagesAutocontrole - CET Sur Air Extraitstephanie poncinPas encore d'évaluation
- Manta-Asc-A-Pont Arriere Et Suspension Arriere-Gr4Document48 pagesManta-Asc-A-Pont Arriere Et Suspension Arriere-Gr4Julien VervaekePas encore d'évaluation
- Machine D Inspection Des Réacteurs RapidesDocument12 pagesMachine D Inspection Des Réacteurs RapidesAziza KarirPas encore d'évaluation
- Alignement Et M 12Document2 pagesAlignement Et M 12MohamedEl-MenDiliPas encore d'évaluation
- GM ESA Instruments de Mesure Et ControleDocument24 pagesGM ESA Instruments de Mesure Et ControleAyoub SimoPas encore d'évaluation
- Cours TournageDocument10 pagesCours TournageCrazy ytPas encore d'évaluation
- Controle Chemises PistonDocument4 pagesControle Chemises PistonLyes IazibenePas encore d'évaluation
- Etude de L'isostatismeDocument7 pagesEtude de L'isostatismekamal belkacemPas encore d'évaluation
- Apave Inspections ProjectDocument21 pagesApave Inspections ProjectAbdi IsmanPas encore d'évaluation
- Circuit de Demarrage - TPDocument7 pagesCircuit de Demarrage - TPDjontuconstant100% (1)
- Verin Distrib ReimsDocument61 pagesVerin Distrib ReimsAnthony DetchindyPas encore d'évaluation
- 4 / A Instrumentation - Régulation - AutomatismesDocument39 pages4 / A Instrumentation - Régulation - AutomatismesredwanePas encore d'évaluation
- Sys 2010 Session Principale NomenclatureDocument1 pageSys 2010 Session Principale NomenclatureMohamed DridiPas encore d'évaluation
- Sys - 2013 - Session de Controle NomenclatureDocument1 pageSys - 2013 - Session de Controle NomenclatureMohamed DridiPas encore d'évaluation
- Livre Blanc Visiativ La Conception M Catronique PCBDocument11 pagesLivre Blanc Visiativ La Conception M Catronique PCBMohamed DridiPas encore d'évaluation
- 5354 Partie 2 Dossier ReponsesDocument16 pages5354 Partie 2 Dossier ReponsesMohamed DridiPas encore d'évaluation
- Capet2002 PDFDocument53 pagesCapet2002 PDFMohamed DridiPas encore d'évaluation
- Groupe N°17 - Le Changement Rapid D'outilsDocument18 pagesGroupe N°17 - Le Changement Rapid D'outilsOverDocPas encore d'évaluation
- Fabrication Mecanique Cours PDFDocument89 pagesFabrication Mecanique Cours PDFDeckard Regis Shaw100% (3)
- Mémoire (BDIRINA EL KHANSA)Document92 pagesMémoire (BDIRINA EL KHANSA)Mohamed DridiPas encore d'évaluation
- Bac GM Metro Juin95 Centre UsinageDocument24 pagesBac GM Metro Juin95 Centre UsinageMohamed Dridi100% (1)
- Leçons - TECHNOLOGUES - GENIE MECANIQUEDocument3 pagesLeçons - TECHNOLOGUES - GENIE MECANIQUEMohamed DridiPas encore d'évaluation
- Tests PMPDocument32 pagesTests PMPScribdTranslationsPas encore d'évaluation
- Pilotage BudgetDocument112 pagesPilotage Budgetmisbah mohamed100% (1)
- Directeur Marketing Et CommercialDocument2 pagesDirecteur Marketing Et Commercialmedouard432100% (2)
- Eff TSC 2019 Synthese 1Document9 pagesEff TSC 2019 Synthese 1Meryem ZaradiPas encore d'évaluation
- Exposé - Les Outils OLAPDocument72 pagesExposé - Les Outils OLAPlouhmadi100% (1)
- Planning Activites BADEA 2023-2027Document1 pagePlanning Activites BADEA 2023-2027camraPas encore d'évaluation
- EFM Régional Environnement 2012 - 2013Document5 pagesEFM Régional Environnement 2012 - 2013غون زولديكPas encore d'évaluation
- ONDA-Stratégie Finale Du Fret Aérien PDFDocument22 pagesONDA-Stratégie Finale Du Fret Aérien PDFDon RedooPas encore d'évaluation
- Loi 2016-006 Liberte D Acces Aux Info PubliquesDocument26 pagesLoi 2016-006 Liberte D Acces Aux Info PubliqueslumièrePas encore d'évaluation
- Bulletin de Paie de Octobre 2023Document1 pageBulletin de Paie de Octobre 2023jules.immologePas encore d'évaluation
- Ebooks Pour Le Lancement Des ProduitsDocument31 pagesEbooks Pour Le Lancement Des ProduitsMahamat Ali Hassan DjougouPas encore d'évaluation
- Activites PremidisDocument10 pagesActivites PremidisProsy MundaPas encore d'évaluation
- DSF Banque 2021 Papeterie NonoDocument73 pagesDSF Banque 2021 Papeterie NonoNogning ta kam zidanePas encore d'évaluation
- SectionB Groupe58Document26 pagesSectionB Groupe58misbah mohamedPas encore d'évaluation
- Achat AbdelilahDocument141 pagesAchat AbdelilahRosso BiancoPas encore d'évaluation
- ControleDocument5 pagesControleAhmedElhanitiPas encore d'évaluation
- COURS Compta GénéraleDocument160 pagesCOURS Compta GénéraleDoshey Allou100% (1)
- Kobold vb100 Avec Tout Accessoire - Recherche Google PDFDocument1 pageKobold vb100 Avec Tout Accessoire - Recherche Google PDFkerlanPas encore d'évaluation
- L'économie Des Organisations 2Document13 pagesL'économie Des Organisations 2Aicha MIZOUPas encore d'évaluation
- SOCLADocument26 pagesSOCLAJamaaPas encore d'évaluation
- Cours Marketing GilDocument48 pagesCours Marketing Gilblack menPas encore d'évaluation
- Qu'est Ce Que Le Personal Branding ?Document55 pagesQu'est Ce Que Le Personal Branding ?Abdelaziz YacefPas encore d'évaluation
- Votre Facture Mobile: 94,99 40,52 Abonnements, Autres UsagesDocument6 pagesVotre Facture Mobile: 94,99 40,52 Abonnements, Autres Usagessalomé chatriotPas encore d'évaluation
- Expose Creation Entreprise SalonDocument19 pagesExpose Creation Entreprise SalonDramane Traore100% (3)
- PG 1 Correction TD 5Document5 pagesPG 1 Correction TD 5TNG HassenPas encore d'évaluation
- Apport en Industrie - Le Guide Complet (2024)Document23 pagesApport en Industrie - Le Guide Complet (2024)diopcoumbafall99Pas encore d'évaluation
- Cours Management - Chapitre 1 - 2023Document45 pagesCours Management - Chapitre 1 - 2023Belguith EmnaPas encore d'évaluation
- QCM La Loi Cadre 09-21 Protection SocialeDocument3 pagesQCM La Loi Cadre 09-21 Protection Socialenaoufal.alkadiriPas encore d'évaluation
- Qualités D'un Assistant ComptableDocument3 pagesQualités D'un Assistant Comptableginfo.comptaPas encore d'évaluation