Vous aimerez peut-être aussi
- Manuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013D'EverandManuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013Pas encore d'évaluation
- Comment construire son drone de zéro: Comment construire son drone et dimensionner les différentes partiesD'EverandComment construire son drone de zéro: Comment construire son drone et dimensionner les différentes partiesÉvaluation : 2 sur 5 étoiles2/5 (1)
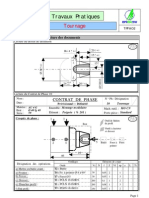
- Compte Rendun JaugeDocument5 pagesCompte Rendun Jaugebaklouty ferielPas encore d'évaluation
- Haas ManualDocument113 pagesHaas ManualSaad HaririPas encore d'évaluation
- TP Initiation Au Fraisage CNDocument9 pagesTP Initiation Au Fraisage CNneotuning100% (1)
- Compte Rendu Du TP TCNDocument13 pagesCompte Rendu Du TP TCNJaoui RachidPas encore d'évaluation
- Practica 1 Mod4 Sub1 3PDocument4 pagesPractica 1 Mod4 Sub1 3PJORGE OSWALDO CHI CENPas encore d'évaluation
- Fiche Ctn210Document19 pagesFiche Ctn210Mohamed BouananiPas encore d'évaluation
- Tournage Commande NumériqueDocument9 pagesTournage Commande NumériqueYassine ĐesTrôỷỹ100% (1)
- Fiche720t Us3Document20 pagesFiche720t Us3Ka RimPas encore d'évaluation
- Tournage CNCDocument19 pagesTournage CNCBilel BoulehmiPas encore d'évaluation
- TP Fraisage 2021 - CopieDocument7 pagesTP Fraisage 2021 - CopieMi DO IIPas encore d'évaluation
- TP Réglage TCN - Jauge Outils Sur MachineDocument9 pagesTP Réglage TCN - Jauge Outils Sur MachineSaif GuesmiPas encore d'évaluation
- TP Réglage TCN - Jauge Outils Sur MachineDocument9 pagesTP Réglage TCN - Jauge Outils Sur MachineSaif GuesmiPas encore d'évaluation
- Fiche ctn210 PDFDocument19 pagesFiche ctn210 PDFguyPas encore d'évaluation
- 20100919151149Document3 pages20100919151149donPas encore d'évaluation
- Rapport CNCDocument10 pagesRapport CNChajarisoPas encore d'évaluation
- CfaoDocument15 pagesCfaomohammed belhadj kelkalPas encore d'évaluation
- 1-Introduction de La MOCNDocument80 pages1-Introduction de La MOCN04 VIVO offPas encore d'évaluation
- Cam BamDocument9 pagesCam BamHamza GhardanePas encore d'évaluation
- Fabrication Assist - e Par OrdinateurDocument12 pagesFabrication Assist - e Par Ordinateurmohamedislam2536Pas encore d'évaluation
- CodeG 1 PDFDocument12 pagesCodeG 1 PDFAlemPas encore d'évaluation
- Fao TN03Document5 pagesFao TN03Aldea CosminPas encore d'évaluation
- Chapitre 2 Morphologie Machines Outil Commande NumeriqueDocument19 pagesChapitre 2 Morphologie Machines Outil Commande NumeriqueRoua KhalifaPas encore d'évaluation
- Definition Point Générateur PDFDocument4 pagesDefinition Point Générateur PDFmaraghni_hassine7592Pas encore d'évaluation
- Tournage GhlemDocument14 pagesTournage GhlemBilel BoulehmiPas encore d'évaluation
- Chaine VectorielleDocument5 pagesChaine Vectorielledemeersseman.enzoPas encore d'évaluation
- CFAO TournageDocument23 pagesCFAO TournageSidi Rach100% (1)
- MANUEL Colchester TournageDocument13 pagesMANUEL Colchester TournagePhil GoalPas encore d'évaluation
- CfaoDocument19 pagesCfaoimenePas encore d'évaluation
- Compte Rendu FCNDocument11 pagesCompte Rendu FCNYassinePas encore d'évaluation
- Dossier Simul CNC 2-7Document8 pagesDossier Simul CNC 2-7Moetez FellahPas encore d'évaluation
- Cours Chapitre TournageDocument36 pagesCours Chapitre Tournagemarya.marymarianaPas encore d'évaluation
- CN TournageDocument21 pagesCN TournageAbdellah El BarkanyPas encore d'évaluation
- TP FaoDocument43 pagesTP FaoAnonymous 9qKdViDP4Pas encore d'évaluation
- CNC Chapitre 1 PDFDocument16 pagesCNC Chapitre 1 PDFmejri merinPas encore d'évaluation
- M1 - Programmation, Réglage Et Conduite D'un Tour À Commande Numérique - MTP FANUCDocument22 pagesM1 - Programmation, Réglage Et Conduite D'un Tour À Commande Numérique - MTP FANUCZakaria El BoukilyPas encore d'évaluation
- Poziaopaezc OpazcDocument4 pagesPoziaopaezc OpazcBadr HadriPas encore d'évaluation
- Cours Production Chap 4 Correcteurs Doutils 2020Document23 pagesCours Production Chap 4 Correcteurs Doutils 2020hamza fargaliPas encore d'évaluation
- Atelier Paroduction parCNDocument50 pagesAtelier Paroduction parCNAyoub Boutouta100% (2)
- Chapitre 2 Morphologie Machines Outil Commande NumeriqueDocument10 pagesChapitre 2 Morphologie Machines Outil Commande Numeriquepc usersPas encore d'évaluation
- Rapport TP Cfao&mocnDocument28 pagesRapport TP Cfao&mocnAkkad MarouanPas encore d'évaluation
- TP4 - Fraisage Avec Plateau DiviseurDocument6 pagesTP4 - Fraisage Avec Plateau DiviseurКхеириддине Хамди Хамди70% (10)
- La Commande NumeriqueDocument18 pagesLa Commande NumeriqueqaadilPas encore d'évaluation
- TPFAO2 TournageDocument7 pagesTPFAO2 TournageBoutef El HachemiPas encore d'évaluation
- Conception, Fabrication, Assistées Par OrdinateurDocument14 pagesConception, Fabrication, Assistées Par OrdinateurMohamedAyoubPas encore d'évaluation
- TP Initiation Au Fraisage CN PDFDocument9 pagesTP Initiation Au Fraisage CN PDFAymen HssainiPas encore d'évaluation
- Cours CFAO PDFDocument11 pagesCours CFAO PDFnakaruru5550% (2)
- Rapport Du TP Usinage CNCDocument9 pagesRapport Du TP Usinage CNCAnass BaallaouiPas encore d'évaluation
- Cazeneuve CT 200Document20 pagesCazeneuve CT 200Ayoub BOUFTINI100% (1)
- m02 Fabrication de Piees Dusinage Simples en Fraisage-Fm-TsmfmDocument103 pagesm02 Fabrication de Piees Dusinage Simples en Fraisage-Fm-TsmfmmehdiPas encore d'évaluation
- Manuel TP AtelierDocument44 pagesManuel TP AtelierAnonymous 9qKdViDP4Pas encore d'évaluation
- Fab - Cours ProcedeDocument79 pagesFab - Cours Procedemehdi100% (1)
- Fascicule TP Usinage 1Document40 pagesFascicule TP Usinage 1BIJOUNA BILELPas encore d'évaluation
- Usinage Par Enlevement de MatiereDocument8 pagesUsinage Par Enlevement de Matieremaraghni_hassine7592Pas encore d'évaluation
- Ressource CfaoDocument14 pagesRessource CfaoDjelloul ReziniPas encore d'évaluation
- Chapitre 6: Btention ES IecesDocument7 pagesChapitre 6: Btention ES IecesJoseph AmondPas encore d'évaluation
- Station TotalesDocument9 pagesStation TotalesMolnarAndreiPas encore d'évaluation
- Fellah YoucefDocument5 pagesFellah YoucefOussama CherifiPas encore d'évaluation
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DD'EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DPas encore d'évaluation
- Projet de Fin D'étude Génie Civil 1Document59 pagesProjet de Fin D'étude Génie Civil 1Houssem Eddin74% (19)
- 4 EC01 EC1 Action VentDocument64 pages4 EC01 EC1 Action VentFayza BELOUAFIPas encore d'évaluation
- Guide Handicapés V1 0Document33 pagesGuide Handicapés V1 0zioncj333Pas encore d'évaluation
- KSB SP1 & SP2Document15 pagesKSB SP1 & SP2Younes HnidPas encore d'évaluation
- Open NH3Document24 pagesOpen NH3morad hassanPas encore d'évaluation
- Mesures Les Plus Connues de Briques Écologiques MAREGE SontDocument27 pagesMesures Les Plus Connues de Briques Écologiques MAREGE SontBeatrizBeeNsuePas encore d'évaluation
- Méthodes D'analyses Medicales LIVREDocument111 pagesMéthodes D'analyses Medicales LIVREHadjab lyes100% (7)
- Notice Faac ENERGYDocument4 pagesNotice Faac ENERGYyaya otPas encore d'évaluation
- Bougie D'allumage / Allumeur Céramique Pour Pellet Catalogue 2020Document8 pagesBougie D'allumage / Allumeur Céramique Pour Pellet Catalogue 2020FKKPas encore d'évaluation
- Sécurité AlimFAODocument4 pagesSécurité AlimFAOMLAN HesnaPas encore d'évaluation
- Département Génie CivileDocument6 pagesDépartement Génie CivileBerrached RyadhPas encore d'évaluation
- Requetes Imbriques Sous OracleDocument37 pagesRequetes Imbriques Sous Oraclehanitra tokyPas encore d'évaluation
- Aide Formules ExcelDocument16 pagesAide Formules Excelchkza100% (1)
- CSO5 - Sécurité Des ConstructionsDocument32 pagesCSO5 - Sécurité Des ConstructionsyassinePas encore d'évaluation
- TSNDocument1 pageTSNanon_621093210Pas encore d'évaluation
- Cite Djamel NCPCT 110Document90 pagesCite Djamel NCPCT 110ÎMâď Ĕđīnnê100% (1)
- Support de FormationDocument34 pagesSupport de FormationAbderrahim BassirPas encore d'évaluation
- NF EN 12697-22 - P 98-818-22 - Essai D'orniérage - Juin 2004Document31 pagesNF EN 12697-22 - P 98-818-22 - Essai D'orniérage - Juin 2004qsegaqgPas encore d'évaluation
- Rapport de StageDocument22 pagesRapport de StageMehdi BouzianePas encore d'évaluation
- Dalle Corps CreuxDocument3 pagesDalle Corps CreuxElle Chloé100% (1)
- Novaporte 2022 01 - Fra Eng 2Document12 pagesNovaporte 2022 01 - Fra Eng 2jrouettePas encore d'évaluation
- Manual Motosierra HOMELITEDocument120 pagesManual Motosierra HOMELITEJavier Esteban CarbonellPas encore d'évaluation
- Communication OTCDocument26 pagesCommunication OTCHfd Nour100% (1)
- Module 7 - Communication InterpersonnelleDocument93 pagesModule 7 - Communication Interpersonnellee_vigneronPas encore d'évaluation
- Calcul Pont de Diode VDocument4 pagesCalcul Pont de Diode VCédric SanchezPas encore d'évaluation
- Tp1 TRDocument12 pagesTp1 TRImanePas encore d'évaluation
- 01-Manual de Partes PDFDocument46 pages01-Manual de Partes PDFEdson Eduardo Medina de la CruzPas encore d'évaluation
- TP 0Document9 pagesTP 0Ahmed GnennaPas encore d'évaluation
- Cluster E.noutaryDocument10 pagesCluster E.noutaryL'Usine Nouvelle100% (3)
- Plan D Affaire ModeleDocument19 pagesPlan D Affaire ModeleDavid AmaoPas encore d'évaluation