Vous aimerez peut-être aussi
- EstampageDocument16 pagesEstampageMohammed ElkouhenPas encore d'évaluation
- Calcul EstampageDocument16 pagesCalcul Estampageyasser50% (2)
- Cours - Coupe Des Métaux 1 - Master I Fab Méca Prod 2022-2023Document37 pagesCours - Coupe Des Métaux 1 - Master I Fab Méca Prod 2022-2023Sahli BadreddinePas encore d'évaluation
- Atelier 3 PliageDocument13 pagesAtelier 3 PliageFrançois VOVIAUXPas encore d'évaluation
- Procédés D'obtention Des ProduitsDocument16 pagesProcédés D'obtention Des ProduitsELMustaphaELMoukhtariPas encore d'évaluation
- Fabrication FraisageDocument8 pagesFabrication Fraisagetaha oulkadiPas encore d'évaluation
- Belhamra AliDocument155 pagesBelhamra AliMario StiflerPas encore d'évaluation
- 9726 23672 1 PBDocument5 pages9726 23672 1 PBNassima NaboulsiPas encore d'évaluation
- Jnc21 Gnaba Imen ArticleDocument11 pagesJnc21 Gnaba Imen Articlemariem daikhiPas encore d'évaluation
- Pfe GC 0144 PDFDocument124 pagesPfe GC 0144 PDFphilou6259Pas encore d'évaluation
- Rapport de Stage Er-RazkiDocument27 pagesRapport de Stage Er-RazkiAhlam NciriPas encore d'évaluation
- Correction ProcedesDocument8 pagesCorrection ProcedesJunior TchonaingPas encore d'évaluation
- Avis Technique 3 09 602Document11 pagesAvis Technique 3 09 602ADJOUTPas encore d'évaluation
- TD1 - L3 - Conception Ashby - CorrigeDocument11 pagesTD1 - L3 - Conception Ashby - CorrigeSalma ES-SAFYPas encore d'évaluation
- Session 2013Document14 pagesSession 2013AbdelkaderDjebliPas encore d'évaluation
- Rapport de StageDocument21 pagesRapport de StageSalem LakhlifiPas encore d'évaluation
- Projet ZemzemDocument10 pagesProjet Zemzemtahermehdi213Pas encore d'évaluation
- RI 2 Les Presses FormateurDocument14 pagesRI 2 Les Presses FormateurAnas WajdéPas encore d'évaluation
- PliageDocument13 pagesPliageIlias Emsa100% (1)
- Essai de Traction02Document5 pagesEssai de Traction02fer23000Pas encore d'évaluation
- Extrusion 2Document10 pagesExtrusion 2K Aguirre Ort100% (1)
- Efmg4 IAODocument7 pagesEfmg4 IAOIsmail BlackPas encore d'évaluation
- Rapport de Stage Azizjemai PDFDocument19 pagesRapport de Stage Azizjemai PDFBadra BadouPas encore d'évaluation
- Projet ModuleDocument16 pagesProjet Moduletahermehdi213Pas encore d'évaluation
- 1 Déformation PlastiqueDocument8 pages1 Déformation PlastiqueLoulou rifiaPas encore d'évaluation
- Typologie Des Systèmes de Productions-EleveDocument9 pagesTypologie Des Systèmes de Productions-EleveMehdi Billah ouassimPas encore d'évaluation
- Mme Toumi Imen Système Unité D'usinageDocument6 pagesMme Toumi Imen Système Unité D'usinageKamel TayahiPas encore d'évaluation
- Pliage PDFDocument13 pagesPliage PDFlamriss100% (1)
- CCP Psi 2011 SujetDocument16 pagesCCP Psi 2011 SujetCristioano DakPas encore d'évaluation
- Appui Technique m22 Accessoires de Transmission de Mouvement EsaDocument37 pagesAppui Technique m22 Accessoires de Transmission de Mouvement EsaMohssin Ben Hammou80% (5)
- Fabrication TournageDocument7 pagesFabrication Tournagetaha oulkadi100% (1)
- Le Percage: Mecanique SM9Document4 pagesLe Percage: Mecanique SM9olive0007Pas encore d'évaluation
- B) Opération D'ébaucheDocument5 pagesB) Opération D'ébaucheGhebouli SamirPas encore d'évaluation
- 1-Déformation PlastiqueDocument8 pages1-Déformation PlastiqueRemy AwomoPas encore d'évaluation
- Usure Des Outils en UsinageDocument12 pagesUsure Des Outils en Usinagezouga zougaPas encore d'évaluation
- TP Métaux1 TractionDocument6 pagesTP Métaux1 TractionmariaPas encore d'évaluation
- LE BROCHAGE Document ProfDocument14 pagesLE BROCHAGE Document ProfEmmanuel MoussPas encore d'évaluation
- Les Parametres de CoupeDocument3 pagesLes Parametres de CoupeYoussef TrimechPas encore d'évaluation
- Uisnage Par Enlèvement de Copeau-Chapitre2-FraisageDocument26 pagesUisnage Par Enlèvement de Copeau-Chapitre2-FraisageCarlo CarlinePas encore d'évaluation
- MEC8554 TP2 Duree-Vie-OutilDocument9 pagesMEC8554 TP2 Duree-Vie-OutilbettonPas encore d'évaluation
- TD1 Abattage Des RochesDocument4 pagesTD1 Abattage Des Rochesduck war kingPas encore d'évaluation
- TP RDM 01 LokmanDocument7 pagesTP RDM 01 Lokmansahnoune0% (1)
- TD-théories Des Mécanismes-Mr MOUNIR 2022-23 PDFDocument49 pagesTD-théories Des Mécanismes-Mr MOUNIR 2022-23 PDFmukoPas encore d'évaluation
- Présentation de Machine de Soudage SchunkDocument10 pagesPrésentation de Machine de Soudage SchunkYahya Hassani100% (1)
- Iv - Contraintes D'usinagesDocument9 pagesIv - Contraintes D'usinageskokouPas encore d'évaluation
- Devoir de Synthèse 11 2ème SC - Système de Regroupement Et D'emballage de SavonDocument6 pagesDevoir de Synthèse 11 2ème SC - Système de Regroupement Et D'emballage de Savonعبد السميع بوعينPas encore d'évaluation
- Matériels de LevageDocument35 pagesMatériels de LevageHamza-Lamine YahiaouiPas encore d'évaluation
- Chapitre 3 Fin Procèdes D'obtention Des Pièces Par Enlèvement de MatièreDocument76 pagesChapitre 3 Fin Procèdes D'obtention Des Pièces Par Enlèvement de MatièreIkram DahmaniPas encore d'évaluation
- Rapport 2Document54 pagesRapport 2NourPas encore d'évaluation
- Examen RDM2021Document3 pagesExamen RDM2021ybenguennyPas encore d'évaluation
- TP 1 TribDocument8 pagesTP 1 TribABDALLAH GRINEPas encore d'évaluation
- Tournage PDFDocument12 pagesTournage PDFWa Lid75% (4)
- Machine de TournageDocument8 pagesMachine de TournagedjamalaberranePas encore d'évaluation
- Pfe GC 0647Document90 pagesPfe GC 0647Fredj KriaaPas encore d'évaluation
- Embouti Ssage 4 GMDocument17 pagesEmbouti Ssage 4 GMhassan boulmalPas encore d'évaluation
- La Raboteuse ÉlèveDocument6 pagesLa Raboteuse ÉlèveAnthony JeannePas encore d'évaluation
- Emboutissage GM2023Document17 pagesEmboutissage GM2023chaymae amarPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Théorie et pratique du treuil: Treuils fixes et mobilesD'EverandThéorie et pratique du treuil: Treuils fixes et mobilesPas encore d'évaluation
- TD Chapitre1 2 CorrigeDocument4 pagesTD Chapitre1 2 CorrigeMouad Ait AyachPas encore d'évaluation
- Chap1-Sys Monophasé Et TriphaséDocument18 pagesChap1-Sys Monophasé Et TriphasémahdiPas encore d'évaluation
- TD Automatique Chapitre1 2Document9 pagesTD Automatique Chapitre1 2Mouad Ait AyachPas encore d'évaluation
- Merci de Bien PartagerDocument1 pageMerci de Bien PartagerMouad Ait AyachPas encore d'évaluation
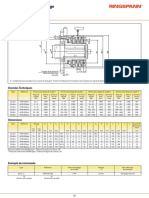
- Catalogue - Limiteurs de SurchargeDocument1 pageCatalogue - Limiteurs de SurchargeMouad Ait AyachPas encore d'évaluation
- Catalogue MoteurDocument1 pageCatalogue MoteurMouad Ait AyachPas encore d'évaluation
- Exercices (Soudage)Document12 pagesExercices (Soudage)Mouad Ait AyachPas encore d'évaluation
- TD Stat Descriptive ENSAM2223 - VSCDocument2 pagesTD Stat Descriptive ENSAM2223 - VSCMouad Ait AyachPas encore d'évaluation
- td1 MS 20 21Document2 pagestd1 MS 20 21Kawtar AddalPas encore d'évaluation
- Projet BE1 2022-2023Document2 pagesProjet BE1 2022-2023Mouad Ait AyachPas encore d'évaluation
- Chapitre 2-PolyDocument34 pagesChapitre 2-PolyMouad Ait AyachPas encore d'évaluation
- Chapitre3Document137 pagesChapitre3Mouad Ait AyachPas encore d'évaluation
- Cours Cours Mécanique Des Fluides Mécanique Des Fluides Mécanique Des Fluides Mécanique Des FluidesDocument41 pagesCours Cours Mécanique Des Fluides Mécanique Des Fluides Mécanique Des Fluides Mécanique Des FluidesMouad Ait AyachPas encore d'évaluation
- Examen RNE-2021Document2 pagesExamen RNE-2021Mouad Ait AyachPas encore d'évaluation
- Chap 2 Lois de Proba Et CVG 2022-23Document14 pagesChap 2 Lois de Proba Et CVG 2022-23Mouad Ait AyachPas encore d'évaluation
- Rattrapage RNE-2021Document1 pageRattrapage RNE-2021Mouad Ait AyachPas encore d'évaluation
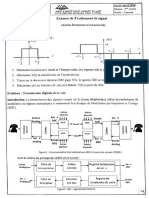
- Examen Traitement de Signal 2015-2016+corrigéDocument12 pagesExamen Traitement de Signal 2015-2016+corrigéMouad Ait AyachPas encore d'évaluation
- FORMATIONDocument1 pageFORMATIONMouad Ait AyachPas encore d'évaluation
- Cahier de CoursDocument1 pageCahier de CoursMouad Ait AyachPas encore d'évaluation
- Enseigner Les Plans MinitabDocument16 pagesEnseigner Les Plans MinitabMouad Ait AyachPas encore d'évaluation
- Appui Technique-Temps UnitaireDocument6 pagesAppui Technique-Temps UnitaireRustem SahinPas encore d'évaluation
- TP4 ConteneursDocument2 pagesTP4 ConteneursNo00orPas encore d'évaluation
- EpsielDocument2 pagesEpsielAdil BentalebPas encore d'évaluation
- Manuel Macros Xsteel 8Document69 pagesManuel Macros Xsteel 8Chaker Amir100% (1)
- Tracé en PlanDocument8 pagesTracé en PlanYacoudima100% (1)
- Optique Geometrique Matricielle Interferences DiffractionDocument0 pageOptique Geometrique Matricielle Interferences DiffractionSofiane HalimiPas encore d'évaluation
- Chapitre 1 Analyse CombinatoireDocument33 pagesChapitre 1 Analyse CombinatoireAziz LmakriPas encore d'évaluation
- TD5 Equations Différentielles 22-23Document1 pageTD5 Equations Différentielles 22-23AHMED LEBBARPas encore d'évaluation
- TP3 Ti 2019Document3 pagesTP3 Ti 2019Babi BenPas encore d'évaluation
- La Validation de La Méthode AnalytiqueDocument39 pagesLa Validation de La Méthode AnalytiqueImane Ht100% (1)
- TDTZDocument2 pagesTDTZShakib MesbahiPas encore d'évaluation
- Cours Math - Chap 1 Produit Scalaire Dans Le Plan - 3ème Sciences (2009-2010) MR Abdelbasset LaataouiDocument7 pagesCours Math - Chap 1 Produit Scalaire Dans Le Plan - 3ème Sciences (2009-2010) MR Abdelbasset Laataouiوجدي ريدانPas encore d'évaluation
- 03 Statique AnalytiqueDocument5 pages03 Statique Analytiquewilliandry NDJEWEPas encore d'évaluation
- Series FonctionsDocument4 pagesSeries FonctionsAmine XGhost MidoPas encore d'évaluation
- Micro ÉconomieDocument5 pagesMicro ÉconomieLéo NicolePas encore d'évaluation
- K01 003 00 PDFDocument242 pagesK01 003 00 PDFwatsopPas encore d'évaluation
- 7 - ProportionnalitéDocument2 pages7 - ProportionnalitékarmadoPas encore d'évaluation
- 3 2 Pannes 150508152704 Lva1 App6892Document6 pages3 2 Pannes 150508152704 Lva1 App6892Hõüđä ŽãabařPas encore d'évaluation
- Gauss SeidelDocument20 pagesGauss Seidelalaa chamsiPas encore d'évaluation
- Chapitre 2Document20 pagesChapitre 2hichampikpok2021Pas encore d'évaluation
- Planification ProjetDocument0 pagePlanification ProjetbkajjiPas encore d'évaluation
- Corrige S Polyne Sie 14 Juin 2017 ADDocument10 pagesCorrige S Polyne Sie 14 Juin 2017 ADEsraa Ali MashaiPas encore d'évaluation
- Cours MSP - Première Partie 2021 - 2022Document47 pagesCours MSP - Première Partie 2021 - 2022ZerPas encore d'évaluation
- Cours Matlab M1ASEDocument15 pagesCours Matlab M1ASEHerton CarelPas encore d'évaluation
- Environnement Et Proprete 2009Document59 pagesEnvironnement Et Proprete 2009toufikPas encore d'évaluation
- T - 22 - Géométrie Vectorielle - BisDocument10 pagesT - 22 - Géométrie Vectorielle - BisidPas encore d'évaluation
- Serie 1 MProGCDocument2 pagesSerie 1 MProGCMedlemine AghrabattePas encore d'évaluation
- Mathématique Et CuisineDocument6 pagesMathématique Et CuisineAdaiki imanPas encore d'évaluation
- ANA NUM 2 - Cours Approximation PolynômialeDocument9 pagesANA NUM 2 - Cours Approximation PolynômialeSab RinaPas encore d'évaluation
- CoursDocument12 pagesCours9jm5q4qj47Pas encore d'évaluation