Vous aimerez peut-être aussi
- 1-Déformation PlastiqueDocument8 pages1-Déformation PlastiqueRemy AwomoPas encore d'évaluation
- Procédés D'obtention Des ProduitsDocument16 pagesProcédés D'obtention Des ProduitsELMustaphaELMoukhtariPas encore d'évaluation
- Chapitre 2 Procédés D'obtention Des Pièces Sans Enlèvement de MatièreDocument11 pagesChapitre 2 Procédés D'obtention Des Pièces Sans Enlèvement de MatièreEl Dziri100% (1)
- 13 MoulageDocument7 pages13 MoulageIbra MoulayPas encore d'évaluation
- Principe Du ForgeageDocument22 pagesPrincipe Du ForgeageHamada HamadaPas encore d'évaluation
- Embouti Ssage 4 GMDocument17 pagesEmbouti Ssage 4 GMhassan boulmalPas encore d'évaluation
- Fabrication MécaniqueDocument12 pagesFabrication MécaniqueHouda LarianiPas encore d'évaluation
- Proceder de Mise en OeuvreDocument47 pagesProceder de Mise en OeuvreHajbraim Hiba100% (1)
- Cours Procedes Forgeage 2012Document3 pagesCours Procedes Forgeage 2012dayangPas encore d'évaluation
- 4 Procedes de MoulagesDocument7 pages4 Procedes de MoulageskarimPas encore d'évaluation
- Expose PMFDocument8 pagesExpose PMFFILMS AND ANIME UNIVERSEPas encore d'évaluation
- Forgeage Libre1Document7 pagesForgeage Libre1Mohamed KchaouPas encore d'évaluation
- Rapport de Stage - CELINE AKNOUCHE - 1ere Année - G.MDocument18 pagesRapport de Stage - CELINE AKNOUCHE - 1ere Année - G.MAKNOUCHE CELINEPas encore d'évaluation
- Chapitre 2-0-Pliage Des TolesDocument32 pagesChapitre 2-0-Pliage Des TolesHamza Liberados80% (5)
- TECHNOLOGIE GENERAL Fascule TleDocument75 pagesTECHNOLOGIE GENERAL Fascule Tledionguesaliou873Pas encore d'évaluation
- Chap4 - Outillages Pour L - Estampage 2020 v2Document30 pagesChap4 - Outillages Pour L - Estampage 2020 v2Elhaj chedli AymenPas encore d'évaluation
- Emboutissage-Doc 2Document12 pagesEmboutissage-Doc 2Mohammed Elkouhen100% (1)
- 02 MoulageDocument32 pages02 MoulageattouPas encore d'évaluation
- Le Moulage en Sable - 1Document8 pagesLe Moulage en Sable - 1Hamada HamadaPas encore d'évaluation
- Cours 1 - LES DIFFERENTS PROCEDES DE FABRICATIONDocument8 pagesCours 1 - LES DIFFERENTS PROCEDES DE FABRICATIONlachhelPas encore d'évaluation
- 107 EmboutissageDocument5 pages107 EmboutissageLahou Ahmadalahou100% (2)
- Cours Sur Le Cisaillage Et Les Cisailles GuillotinesDocument7 pagesCours Sur Le Cisaillage Et Les Cisailles GuillotinesImed ElhajPas encore d'évaluation
- Chapitre 1 Procédés de DécoupageDocument11 pagesChapitre 1 Procédés de DécoupageWael Maatoug100% (1)
- Chapitre IiDocument7 pagesChapitre Iihello youPas encore d'évaluation
- Cours - Coupe Des Métaux 1 - Master I Fab Méca Prod 2022-2023Document37 pagesCours - Coupe Des Métaux 1 - Master I Fab Méca Prod 2022-2023Sahli BadreddinePas encore d'évaluation
- Forgeage PDFDocument45 pagesForgeage PDFhafid50% (4)
- Uisnage Par Enlèvement de Copeau-Chapitre2-FraisageDocument26 pagesUisnage Par Enlèvement de Copeau-Chapitre2-FraisageCarlo CarlinePas encore d'évaluation
- Les Procédés D'obtention de PeoduitDocument15 pagesLes Procédés D'obtention de PeoduitMar WaPas encore d'évaluation
- Chapitre 1 Procédés de DécoupageDocument11 pagesChapitre 1 Procédés de DécoupageRihab HammamiPas encore d'évaluation
- ProductionDocument46 pagesProductionHamet DoumbouyaPas encore d'évaluation
- MoulageDocument14 pagesMoulagekuzgun cebeciPas encore d'évaluation
- Cours ForgeageDocument11 pagesCours ForgeageAbdelkaderDjebliPas encore d'évaluation
- Cours TF-3Document6 pagesCours TF-35rvknwg82qPas encore d'évaluation
- MEC3520 - Cours 08 Été 2012Document33 pagesMEC3520 - Cours 08 Été 2012calatoruPas encore d'évaluation
- Lp-Pip-M61-Cfao-Elmagri UemfDocument90 pagesLp-Pip-M61-Cfao-Elmagri UemfchaimaaPas encore d'évaluation
- 2 PFM UsinageDocument21 pages2 PFM UsinageRe DaPas encore d'évaluation
- Procédés de Fabrication MODIFIER 1Document11 pagesProcédés de Fabrication MODIFIER 1Otman OtoPas encore d'évaluation
- Cours Moulage PDFDocument21 pagesCours Moulage PDFTabka SouheilPas encore d'évaluation
- Fabrication Mecanique Exposé 2019-2020Document25 pagesFabrication Mecanique Exposé 2019-2020Houmita AbdelkaderPas encore d'évaluation
- Fabrication Meq Cour Num 1Document5 pagesFabrication Meq Cour Num 1عبد الجليل قشيPas encore d'évaluation
- TP Soudage Par FrictionDocument8 pagesTP Soudage Par FrictionMadani MecheriPas encore d'évaluation
- Cours de Fabrication Mécanique 2 Emme GMDocument13 pagesCours de Fabrication Mécanique 2 Emme GMJoseph TombePas encore d'évaluation
- Partie 1.chapitre 1.moule Métallique Coulée Par Gravité .M2.TF. 2021.2022.Dr - haciNIDocument17 pagesPartie 1.chapitre 1.moule Métallique Coulée Par Gravité .M2.TF. 2021.2022.Dr - haciNIHazem HariziPas encore d'évaluation
- Cours TF-4Document7 pagesCours TF-45rvknwg82qPas encore d'évaluation
- Chapitre 1 - MoulageDocument83 pagesChapitre 1 - MoulageAchref AbidiPas encore d'évaluation
- Moulage Partie 3Document12 pagesMoulage Partie 3Khaled KechaouPas encore d'évaluation
- Partie 1 - FORMAGE DES PRODUITS PLATSDocument8 pagesPartie 1 - FORMAGE DES PRODUITS PLATSMetrach AbdrazakPas encore d'évaluation
- Cour MoulageDocument15 pagesCour Moulageayoub binnejPas encore d'évaluation
- Chap FabricationDocument16 pagesChap FabricationMezig SaïdouPas encore d'évaluation
- Poly Cours M1Document5 pagesPoly Cours M1Amirah AmirouchePas encore d'évaluation
- 1-Procédés de MoulageDocument119 pages1-Procédés de MoulageimenePas encore d'évaluation
- Le MoulageDocument10 pagesLe MoulageHouda Sefi EP SoulaPas encore d'évaluation
- Chapitre 3 Fin Procèdes D'obtention Des Pièces Par Enlèvement de MatièreDocument76 pagesChapitre 3 Fin Procèdes D'obtention Des Pièces Par Enlèvement de MatièreIkram DahmaniPas encore d'évaluation
- RAPPORT DE STAGE - Docx E LBADAOUY-convertiDocument40 pagesRAPPORT DE STAGE - Docx E LBADAOUY-convertiMouad AnssariPas encore d'évaluation
- L'ExtrusionDocument13 pagesL'ExtrusionAnass Merbouh100% (1)
- Chapitre 3 - ForgeageDocument33 pagesChapitre 3 - ForgeageTouhemi Ben Sadok100% (1)
- Conception Des Moules1Document71 pagesConception Des Moules1Aymane QariohPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Traité d'économétrie financière: Modélisation financièreD'EverandTraité d'économétrie financière: Modélisation financièrePas encore d'évaluation
- Les Liens LogiquesDocument3 pagesLes Liens LogiquesLoulou rifiaPas encore d'évaluation
- Métallurgie Des MétauxDocument11 pagesMétallurgie Des MétauxLoulou rifiaPas encore d'évaluation
- Exemples Des Points de VueDocument2 pagesExemples Des Points de VueLoulou rifiaPas encore d'évaluation
- Exercice de ControleDocument1 pageExercice de ControleLoulou rifiaPas encore d'évaluation
- 2 DésignationDocument1 page2 DésignationLoulou rifiaPas encore d'évaluation
- 1-Durée de Vie Dun OutilDocument2 pages1-Durée de Vie Dun OutilLoulou rifiaPas encore d'évaluation
- Masterseal 590 PDFDocument2 pagesMasterseal 590 PDFyounesshammouyouPas encore d'évaluation
- ASM 0025 Skytrack - BookDocument238 pagesASM 0025 Skytrack - BookFrancisco CruzPas encore d'évaluation
- TD07Document8 pagesTD07agbotofiogodsonPas encore d'évaluation
- Cours Initiation Aux EC - ISTEUB-2020-2021Document33 pagesCours Initiation Aux EC - ISTEUB-2020-2021hassene elyassPas encore d'évaluation
- L3E Algebre2 Cours 2016-2017Document25 pagesL3E Algebre2 Cours 2016-2017Joakim FontainePas encore d'évaluation
- Mecanique Du Point-Chapitre 1-Cinématique Du PointDocument23 pagesMecanique Du Point-Chapitre 1-Cinématique Du PointYeazy Whisper the king DMHPas encore d'évaluation
- Centrale Supelec PC 2014 Maths 2 EpreuveDocument4 pagesCentrale Supelec PC 2014 Maths 2 EpreuveOussama SouissiPas encore d'évaluation
- 01ère Partie Du Cours de StratigraphieDocument11 pages01ère Partie Du Cours de StratigraphieSabi AbdouPas encore d'évaluation
- TD2 Igmp1 2019-2020Document2 pagesTD2 Igmp1 2019-2020Chaimae Ben hadouPas encore d'évaluation
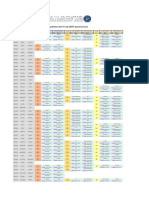
- Calendrier Prévisionel3 TP SMP3 CompressedDocument11 pagesCalendrier Prévisionel3 TP SMP3 CompressedTahar didouchPas encore d'évaluation
- OS Mec 21-22 EX4Document3 pagesOS Mec 21-22 EX4youssef bassirPas encore d'évaluation
- 2as-Projets-1 SequenceDocument24 pages2as-Projets-1 SequenceNacera Mohammadi100% (1)
- Série ComplexeDocument5 pagesSérie ComplexeIyed GhabriPas encore d'évaluation
- Exercice Cotation FonctionnelleDocument4 pagesExercice Cotation FonctionnelleYassine BouchattaPas encore d'évaluation
- Conceptions Des Eleves Et Resolution de ProblemesDocument12 pagesConceptions Des Eleves Et Resolution de ProblemesFatiha RahiouiPas encore d'évaluation
- Guidage en Rotation: Solutions Constructives Cours Feuille 1/11Document11 pagesGuidage en Rotation: Solutions Constructives Cours Feuille 1/11raouanemezianiPas encore d'évaluation
- Correction TD1Document6 pagesCorrection TD1رؤوف بوسعيدPas encore d'évaluation
- Le TriphaséDocument4 pagesLe TriphaséJoel John's DjenontinPas encore d'évaluation
- Kheira MERABETDocument72 pagesKheira MERABETtiana92tanaPas encore d'évaluation
- Cours - Automatique Ensa TetouanDocument162 pagesCours - Automatique Ensa TetouanmohamedPas encore d'évaluation
- TP2 CVS Ac DCDocument6 pagesTP2 CVS Ac DCKaneki KenPas encore d'évaluation
- S2 TLeAC 2024Document2 pagesS2 TLeAC 2024ahmadoulaminou068Pas encore d'évaluation
- Théorie Des Groupes - Rubik's CubeDocument9 pagesThéorie Des Groupes - Rubik's CubePhilippe DenielPas encore d'évaluation
- Test DDS 2012-2013IT2I - CorrectionDocument4 pagesTest DDS 2012-2013IT2I - CorrectionLoodji JerumePas encore d'évaluation
- Espace Utopique Dalia DahmaneDocument8 pagesEspace Utopique Dalia DahmaneDalia DahmanePas encore d'évaluation
- Devoir Hebdomendaire N°3Document8 pagesDevoir Hebdomendaire N°3Aboubacar Sidiki TouréPas encore d'évaluation
- Exercices 22-28 Fã©vrier 2024 (Gravitation, Collisions Et Oscillateurs) 4Document22 pagesExercices 22-28 Fã©vrier 2024 (Gravitation, Collisions Et Oscillateurs) 4Amina HadhoumPas encore d'évaluation
- Cour Composite Licence SDM PDFDocument82 pagesCour Composite Licence SDM PDFSm AhiPas encore d'évaluation
- Bentonite MS2 09Document10 pagesBentonite MS2 09Khlif NadaPas encore d'évaluation
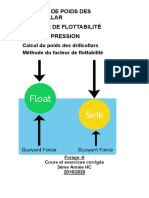
- Calculs de Poids Des Drillcollar de ForageDocument21 pagesCalculs de Poids Des Drillcollar de ForageFarah Azz100% (1)