Vous aimerez peut-être aussi
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Ies Outils Et Les Logiciels de Gestion de La Production: Présenté ParDocument22 pagesIes Outils Et Les Logiciels de Gestion de La Production: Présenté ParchhPas encore d'évaluation
- Amélioration de La Productivité de L'atelier Conditionnement Dan Up Par L'implantation Du MED À La Centrale Laitière (Unité de SDocument68 pagesAmélioration de La Productivité de L'atelier Conditionnement Dan Up Par L'implantation Du MED À La Centrale Laitière (Unité de SmehdiPas encore d'évaluation
- Djiara - Youcef Slimani - Mohamed AmineDocument112 pagesDjiara - Youcef Slimani - Mohamed AmineSaadeddine AkkaouiPas encore d'évaluation
- Application de La Méthode SMED Sur Les Presses BALCONI - Arabi Faiçal-1-30 PDFDocument30 pagesApplication de La Méthode SMED Sur Les Presses BALCONI - Arabi Faiçal-1-30 PDFHicham MouimiPas encore d'évaluation
- Pfe Eti 2016 PDFDocument79 pagesPfe Eti 2016 PDFhamza garnaouiPas encore d'évaluation
- Rapport de Stage de Fin D'etude ESTC2021Document47 pagesRapport de Stage de Fin D'etude ESTC2021MOUAD KHATMIPas encore d'évaluation
- Rapport de StageDocument12 pagesRapport de StagefathallahPas encore d'évaluation
- Poly LeanManufactur19Document47 pagesPoly LeanManufactur19karimPas encore d'évaluation
- FL FILALI ANAS - Rapport PFEDocument83 pagesFL FILALI ANAS - Rapport PFEmohamed.hachimi2904Pas encore d'évaluation
- Rapport Final Imane 2019Document96 pagesRapport Final Imane 2019khammal anasPas encore d'évaluation
- SMQ CharityDocument68 pagesSMQ Charitylazhar lazharPas encore d'évaluation
- Rapport FinalDocument78 pagesRapport FinalOussama CheraibiPas encore d'évaluation
- Réduction Du Temps de La Production Et Amélioration Des Performances Du Site ALSTOM FEZ - LEMSIAH ChaymaeDocument80 pagesRéduction Du Temps de La Production Et Amélioration Des Performances Du Site ALSTOM FEZ - LEMSIAH ChaymaeCheldi HamzaPas encore d'évaluation
- Hajjad Ihsane Ci Gsi Pfe 2021 VFDocument69 pagesHajjad Ihsane Ci Gsi Pfe 2021 VFAnas LMPas encore d'évaluation
- Rapport-PFA BayremDocument39 pagesRapport-PFA BayremBayrem Ben OthmanePas encore d'évaluation
- Elaboration Du Plan de Maintenance D Une Nouvelle Unite de ProductionDocument101 pagesElaboration Du Plan de Maintenance D Une Nouvelle Unite de ProductionFousseyni TRAOREPas encore d'évaluation
- Amelioration Des Performances - Yassine FALEH - 4947 PDFDocument74 pagesAmelioration Des Performances - Yassine FALEH - 4947 PDFSoufiane Nasr EddinPas encore d'évaluation
- Hamza Hichri Dernier Rapport FinalDocument73 pagesHamza Hichri Dernier Rapport Finalthouraya hsanPas encore d'évaluation
- Organisation Et Plannification de La Production 4Document43 pagesOrganisation Et Plannification de La Production 4Mohamed SabrePas encore d'évaluation
- Gestion de Production L3GEDocument48 pagesGestion de Production L3GETasnim amdouniPas encore d'évaluation
- Rapport de Stage Pfe MDocument52 pagesRapport de Stage Pfe MAbir BourouisPas encore d'évaluation
- ALIOUCHE - Amine - FARAH - Ahmed SeghirDocument128 pagesALIOUCHE - Amine - FARAH - Ahmed SeghirwzkygdxdrzPas encore d'évaluation
- Rapport Du Progrès Des Eaux Minérales D'oulmes Avril 2015Document29 pagesRapport Du Progrès Des Eaux Minérales D'oulmes Avril 2015Aris HabbouchePas encore d'évaluation
- CopackingDocument14 pagesCopackingsaadiasaadiaPas encore d'évaluation
- Prsentationlesprestataireslogistiques 130430042612 Phpapp01Document29 pagesPrsentationlesprestataireslogistiques 130430042612 Phpapp01Allache AbderrahmanPas encore d'évaluation
- Soutenance PfaDocument23 pagesSoutenance PfaNorddine AkouasPas encore d'évaluation
- Mémoire DOUNIA BAHIDocument128 pagesMémoire DOUNIA BAHISimo LawiniPas encore d'évaluation
- Pfe Final Baslam MohammedDocument20 pagesPfe Final Baslam MohammedBASLAMPas encore d'évaluation
- Prevision Des VentesDocument43 pagesPrevision Des VentesAdnane BenhammouPas encore d'évaluation
- DmaicDocument4 pagesDmaicNOUHAYLA MAJDOUBIPas encore d'évaluation
- Management Visuel PerformanceDocument91 pagesManagement Visuel PerformanceAZIPas encore d'évaluation
- Hamdaoui Mohammed 2023Document208 pagesHamdaoui Mohammed 2023simo simoPas encore d'évaluation
- Rapport de Stage JACOB DELAFONDocument110 pagesRapport de Stage JACOB DELAFONMoncef LazaarPas encore d'évaluation
- Etude Cas 1Document3 pagesEtude Cas 1HoudaElNmPas encore d'évaluation
- Optimisation Des Processus de La Production Et Création D'un Système Automatique de La Planification - Abdelkader JeroundiDocument105 pagesOptimisation Des Processus de La Production Et Création D'un Système Automatique de La Planification - Abdelkader JeroundiAyoub El MrabetPas encore d'évaluation
- GPAODocument41 pagesGPAOMarouf OussamaPas encore d'évaluation
- Rapport de Stage ( - Ghita AMRANIDocument47 pagesRapport de Stage ( - Ghita AMRANIAtika BahlouliPas encore d'évaluation
- RapportDocument38 pagesRapportbenkhiate mouadPas encore d'évaluation
- Ouanas NadhiraDocument67 pagesOuanas NadhiraguyPas encore d'évaluation
- Gestion Production PDFDocument147 pagesGestion Production PDFredaPas encore d'évaluation
- Mon MasterDocument43 pagesMon MasterJoel MINKAPas encore d'évaluation
- Présentation Solaire Theme ANME Avril 2018 VF INES FranceDocument25 pagesPrésentation Solaire Theme ANME Avril 2018 VF INES FranceAyoub EnergiePas encore d'évaluation
- Pfe FinallllllllllllDocument58 pagesPfe FinallllllllllllAmine Chaabi100% (1)
- Etude Et Analyse Des Arrets Dans La Ligne de Dénoyautage - Salah TariqDocument41 pagesEtude Et Analyse Des Arrets Dans La Ligne de Dénoyautage - Salah TariqMeryem JanatiPas encore d'évaluation
- Rapport de Service AchatDocument34 pagesRapport de Service Achatfatimazahrabengtaib6Pas encore d'évaluation
- Brique CreuseDocument2 pagesBrique CreuseYasser El OuansdiPas encore d'évaluation
- Ap - Ge5 Sesm Sdse.2Document4 pagesAp - Ge5 Sesm Sdse.2IMA100% (1)
- Gestion Des Pièces de Rechanges StageDocument56 pagesGestion Des Pièces de Rechanges StageMANAL ALILOUPas encore d'évaluation
- Présentation Pfe Principale - PPTX (Autosaved)Document52 pagesPrésentation Pfe Principale - PPTX (Autosaved)Taha Chergui MouanePas encore d'évaluation
- CV Acheteur Bouhant - 1Document1 pageCV Acheteur Bouhant - 1FlorentPas encore d'évaluation
- Amélioration Du Processus Production Par Les Méthodes Du Lean ManufacturingDocument73 pagesAmélioration Du Processus Production Par Les Méthodes Du Lean Manufacturingsalima fellakPas encore d'évaluation
- Optimisation de La Cristallisa - HASSANI ALAOUI Abdelaziz - 1994Document62 pagesOptimisation de La Cristallisa - HASSANI ALAOUI Abdelaziz - 1994davidhooperPas encore d'évaluation
- Série 1 BisDocument5 pagesSérie 1 BistixanPas encore d'évaluation
- Optimisation Du Temps de Préparation Des Véhicules Utilitaires Au Sein de L'entreprise AUTO NEJMADocument82 pagesOptimisation Du Temps de Préparation Des Véhicules Utilitaires Au Sein de L'entreprise AUTO NEJMAReda YaagoubePas encore d'évaluation
- Présentation23 - CopieDocument20 pagesPrésentation23 - CopieAbd ElmoutalibPas encore d'évaluation
- PfeDocument92 pagesPfeAmal TounesPas encore d'évaluation
- Amelioration & Optimisation Du - Mohamed SOULIMAN - 4194Document86 pagesAmelioration & Optimisation Du - Mohamed SOULIMAN - 4194Hamza GarnaouiPas encore d'évaluation
- Autorisation de Conduite (AC), Autorisation D'intervention À Portée Des Réseaux (AIPR) - Deux Dispositions Complémentaires, Un Dénominateur Commun Le Caces (nt72)Document8 pagesAutorisation de Conduite (AC), Autorisation D'intervention À Portée Des Réseaux (AIPR) - Deux Dispositions Complémentaires, Un Dénominateur Commun Le Caces (nt72)jimmi conanPas encore d'évaluation
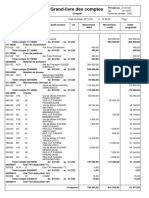
- Grand Livre Des ComptesDocument5 pagesGrand Livre Des ComptesNouhaila KaddamPas encore d'évaluation
- MasterDocument87 pagesMasterCarina VerónicaPas encore d'évaluation
- Condition Generale Instruments Musique FUSE 2019Document17 pagesCondition Generale Instruments Musique FUSE 2019louraPas encore d'évaluation
- SERBATRESALJANVIER2023Document10 pagesSERBATRESALJANVIER2023sdfefwefewPas encore d'évaluation
- Rapport - Lean-VSMDocument12 pagesRapport - Lean-VSMSoufyan El KharoufPas encore d'évaluation
- Le Japon Et Son Économie (Jpy) ??Document2 pagesLe Japon Et Son Économie (Jpy) ??John-Sun LALYPas encore d'évaluation
- Comptes de BilanDocument4 pagesComptes de BilanAbdeslam ChihaPas encore d'évaluation
- Principes D'economie - m2 - Offre Et DemandeDocument19 pagesPrincipes D'economie - m2 - Offre Et DemanderaxtromPas encore d'évaluation
- D1909Document12 pagesD1909Daoud MahmoudPas encore d'évaluation
- Présentation SmedDocument20 pagesPrésentation Smedآية تقتقPas encore d'évaluation
- Imm02 1Document4 pagesImm02 1hichemPas encore d'évaluation
- Bon - Livraison19 02 2024.15 42 32Document4 pagesBon - Livraison19 02 2024.15 42 32kmouhtaram85Pas encore d'évaluation
- A9730 Emballage Et Environnement PDFDocument13 pagesA9730 Emballage Et Environnement PDFFarouk KhouPas encore d'évaluation
- Chapitre 1 IntroductionDocument100 pagesChapitre 1 IntroductionLivredeluxePas encore d'évaluation
- 03 Ho Aviseche 2Document4 pages03 Ho Aviseche 2Grace de BarbenconPas encore d'évaluation
- Serie de Revision Audit 2020 2021 16 12 2020Document5 pagesSerie de Revision Audit 2020 2021 16 12 2020Ismail SafiPas encore d'évaluation
- Demande de PRET ORDINAIREDocument4 pagesDemande de PRET ORDINAIREPascaline NoulaPas encore d'évaluation
- Pfe Abdelkarim AyariDocument82 pagesPfe Abdelkarim AyariMohamed Aziz BltaifPas encore d'évaluation
- Conditions Générales Contrat Expat Santé CFEDocument21 pagesConditions Générales Contrat Expat Santé CFEmathieu cuinetPas encore d'évaluation
- TD Fiscalité IDocument7 pagesTD Fiscalité ISasukePas encore d'évaluation
- Lettre Du CEPIIDocument4 pagesLettre Du CEPIIalelaPas encore d'évaluation
- Microéconomie 1 - Ch13 - Le Sentier DexpansionDocument6 pagesMicroéconomie 1 - Ch13 - Le Sentier DexpansionSarra TroudiPas encore d'évaluation
- Accord Libre Échange MAR & UsaDocument15 pagesAccord Libre Échange MAR & UsaSouFiane SafouanPas encore d'évaluation
- Devoir 2 - 13-14-MIAGE 1Document2 pagesDevoir 2 - 13-14-MIAGE 1Amand yannPas encore d'évaluation
- Sujet - Principal 2022 GADocument8 pagesSujet - Principal 2022 GAIdelhachmi Youssef100% (1)
- SAM-WS Etudes de Prix V2023Document40 pagesSAM-WS Etudes de Prix V2023dawah1313Pas encore d'évaluation
- 6172ba1a4206a - SOMMAIRE DE LA POLITIQUE FISCALE-2021Document66 pages6172ba1a4206a - SOMMAIRE DE LA POLITIQUE FISCALE-2021Mounirou BaparapePas encore d'évaluation
- ECOWAS Tariff Study - FRENCHDocument139 pagesECOWAS Tariff Study - FRENCHgabrielPas encore d'évaluation
- Sur Le Developpement de L'entrepreneuriatDocument69 pagesSur Le Developpement de L'entrepreneuriatMarco CázaresPas encore d'évaluation